


Tips voor het rijgen en toevoegen van inzetstukken bij 3D-printen
Er is één fundamenteel ding dat u moet weten over het rijgen en assembleren van inzetstukken in 3D-geprinte onderdelen:wat u wel en niet kunt vervaardigen, hangt af van de materiaaleigenschappen van zowel het onderdeel als het inzetstuk. Een tweede ding om in gedachten te houden:het loont de moeite om waar mogelijk te ontwerpen voor standaardtappen en inzetstukken.
 Messing heat-set inzetstukken zijn mogelijk voor componenten gebouwd met SLS en MJF.
Messing heat-set inzetstukken zijn mogelijk voor componenten gebouwd met SLS en MJF. SLS- en MJF-onderdelen met heatset-inzetstukken
Nylon onderdelen die worden bedrukt met behulp van selectieve lasersintering (SLS) of Multi Jet Fusion (MJF) -processen kunnen gebruikmaken van standaardafmetingen van messing heat-set inserts. Waarom messing? Messing is een zacht metaal met lage gloeitemperaturen. Voordat messing inzetstukken in gaten worden geplaatst, worden ze snel verwarmd met een soldeerbout. Hierdoor vervormt het nylon waardoor het kan vloeien en holtes rond de wisselplaat kan vullen, wat zorgt voor een stevige grip rond de wisselplaat na afkoeling. Het gebruik van een messing heat-set inzetstuk in uw ontwerp kan ook helpen om duurzaamheid te garanderen. Als u een warmtegehard inzetstuk nodig heeft dat verschilt van messing, zijn inzetstukken van aluminium of roestvrij staal ook een optie.
Heat-set wisselplaatsterkte in SLS- en MJF-onderdelen
We hebben een aantal interne treksterktetesten uitgevoerd op door warmte geharde wisselplaten die in nylons zijn geïnstalleerd, en dit is wat u kunt verwachten. Hoewel er veel variabelen een rol spelen, zijn grotere en langere wisselplaten met een groter oppervlak sterker dan kleinere. Onze tests suggereren maximale belastingen variërend van ongeveer 100 pond voor zeer kleine wisselplaten tot, in sommige gevallen, meer dan 700 pond voor onze grootste wisselplaten. Dat geeft u een gevoel van beperkingen, maar we raden u aan de functionaliteit voor uw specifieke toepassing te testen, vooral als uw onderdeel plotselinge, herhaalde en/of niet-uniforme belastingen zal ondergaan. Het is ook belangrijk om te weten dat langere/hogere wisselplaten met een vergelijkbare schroefdraadmaat sterker zijn dan kortere wisselplaten. De mate van toegevoegde sterkte varieert per wisselplaatmaat, maar onze tests wijzen uit dat hoge wisselplaten ongeveer 30% treksterkte toevoegen in vergelijking met kortere wisselplaten.
SLA-onderdelen met perspassing-inzetstukken
De stijl van de invoeging verschilt voor onderdelen die zijn afgedrukt met behulp van het stereolithografieproces (SLA). In dit geval worden standaard inzetstukken met perspassing gebruikt. Ze hebben geen verwarming nodig om in te stellen. In plaats daarvan zijn deze inzetstukken met perspassing versterkt met epoxy voor extra stevigheid en veiligheid.
Tikken op SLA, SLS, MJF-onderdelen
Het boren van gaten in 3D-geprinte kunststoffen komt minder vaak voor dan het monteren van inzetstukken. In uw geval kan tappen echter de voorkeur hebben boven inzetstukken als het essentieel is om een consistente esthetiek te behouden of als metaaleigenschappen niet gewenst zijn. We hebben standaard tapmaten op voorraad, maar als je iets nodig hebt, vraag het dan gewoon. Hier is een lijst van onze algemeen gevulde heatset-inzetstukken, perspassing-inzetstukken en kranen. We kunnen met u samenwerken om ervoor te zorgen dat de juiste diepte wordt gekozen.
Voorraad inzetstukken en tapmaten
Geharde inzetstukken op voorraad voor nylon onderdelen
Op voorraad geperste inzetstukken voor SLA-onderdelen
Tapmaten beschikbaar voor SLA-onderdelen
Tapmaten beschikbaar voor kunststof onderdelen
STANDAARD
METRISCH
NPV
0-80
0 - 80
0 - 80
M1.2 x .25
1/16 - 27
2-56
2-56
2 - 56
1 - 64
M1.4 x .25
1/8 - 27
4-40
4-40
4 - 40
1 - 72
M1.6 x .35
1/4 - 18
6-32
6-32
6 - 32
2 - 56
M2 x 0,4
1/2
8-32
8-32
8 - 32
3 - 48
M3 x 0,5
3/8 - 18
10-24
10-24
10 - 24
3 - 56
M4 x 0,7
10-32
10-32
10 - 32
4 - 40
M5 x 0,8
1/4"-20
1/4"-20
3/8 - 16
4 - 48
M6x1.0
1/4"-28
M1,6 x 0,35
1/4 - 20
5 - 40
M8x1.0
5/16"-18
M2 x 0,4
16/5 - 18
6 - 32
M8 x 1,25
3/8"-16
M2,5 x 0,45
M1.6 - .35
6 - 40
M12 x 1,75
1/8"-27
M3 x 0,5
M2 - 0,4
8 - 32
M14x1.0
1/2"-13
M4 x 0,7
M2,5 - 0,45
8 - 36
M18x1.0
M2 x 0,40
M5 x 0,8
M3 - 0,5
10 - 24
M20 x 1,5
M2,5 x 0,45
M6 x 1
M3.5 - 0.6
10 - 28
M3 x 0,50
M8 x 1,25
M4 - 0,7
10 - 32
M3,5 x 0,60
M5 - 0,8
12 - 24
M4 x 0,70
M6 - 1.0
1/4 - 20
M5 x 0,80
M8 -1,25
1/4 - 28
M6 x 1,00
3/8 - 16
M8 x 1,00
3/8 - 18
M8 x 1,25
3/8 - 24
M10 x 1,00
16/5 - 18
16/5 - 24
16/7 - 20
16-7 - 14
1/2 - 12
1/2 - 20
3/4 - 16
5/8 - 18
9/16 - 18
15/16 - 16
Ontwerpen voor tappen en inserts in plastic 3D-geprinte onderdelen
Bij het bepalen van het type en de maat van de tap of inzetstukken die u nodig heeft, moet u ons voorzien van technische tekeningen die duidelijk de draadmaat, spoed en vereiste diepte aangeven. Volg bij het ontwerpen van warmtegeharde wisselplaten de richtlijnen in de onderstaande tabel voor de beste pasvorm. Hoewel we de maat van de passing of de diepte van de wisselplaten niet kunnen garanderen, zorgen we er wel voor dat ze gelijk liggen met het oppervlak van het onderdeel. In sommige gevallen hebben we op maat gemaakte mallen gebouwd voor bepaalde klantvereisten.
Ontwerpvereisten voor Heat-Set en Press Fit Inserts:
- Minimale wanddikte :0,030 inch (0,762 mm)
- Minimale afstand tot aangrenzende objecten :0,250 inch (6,35 mm)
- Maximale hoogte van aangrenzende elementen : 4,0 inch (101,6 mm)
Draden jagen versus tappen in metalen 3D-geprinte onderdelen
Als u op zoek bent naar functionele draden voor een metalen prototype, moet u de structuur van de draden modelleren en afdrukken. Na de bouw kan die spiraalvormige structuur worden achtervolgd met een handtik om functionaliteit te garanderen. Dit is functioneel genoeg voor veel niet-precisietoepassingen, en het is een stuk goedkoper en sneller omdat het de noodzaak van een volledige bewerkingsopstelling overbodig maakt. Sommige klanten kiezen ervoor om zelf threads na te jagen, maar we kunnen dit voor relatief weinig geld doen. Het nadeel van zelf-jagende draden is dat de uitlijning en kwaliteit van de draden niet zo nauwkeurig zal zijn. Als u een vreemde oriëntatie heeft op uw afgedrukte draden, kan dat leiden tot een zeer klein verlies van de uiteindelijke positienauwkeurigheid of uitlijning. Om deze reden, als uw onderdeel een productieontwerpvereiste heeft, wordt aanbevolen om de uiteindelijke schroefdraad na het bouwen machinaal te bewerken om nauwkeurigheid te garanderen. Machinaal bewerkte schroefdraad kan veel nauwere toleranties hebben. Merk op dat bij het selecteren van materialen het moeilijk is om draden in Inconel 718 en kobaltchroom na te jagen, omdat deze metalen harder zijn dan de kraan zelf. Dit maakt kleine draden bijzonder moeilijk in deze twee materialen.
 Hier is een actueel gedeelte dat de verschillen in precisie belicht die je kunt verwachten met een bedrukte, getapte en getapte draad.
Hier is een actueel gedeelte dat de verschillen in precisie belicht die je kunt verwachten met een bedrukte, getapte en getapte draad. 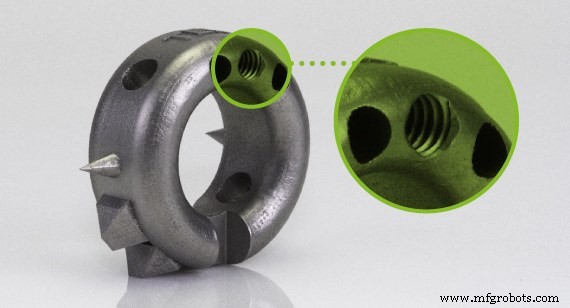 Draadsnijden is mogelijk in metalen 3D-geprinte onderdelen, maar het kan een uitdaging zijn om draad te jagen in onderdelen die in Inconel zijn gebouwd en kobaltchroom materialen.
Draadsnijden is mogelijk in metalen 3D-geprinte onderdelen, maar het kan een uitdaging zijn om draad te jagen in onderdelen die in Inconel zijn gebouwd en kobaltchroom materialen.