


Tips voor 3D-printen:voor het printen
Gebruikers van 3D-printers kunnen bepaalde problemen tegenkomen bij het maken van hun onderdelen, daarom is het aan te raden om het advies op te volgen hieronder gegeven voordat u begint met 3D-printen om mogelijke fouten en vergissingen tijdens het printen te voorkomen .
1. Bekijk het bestand .STL
Wanneer de gebruiker van een 3D-printer internetmodellen ontwerpt of downloadt die u wilt afdrukken, moet u het model controleren en ervoor zorgen dat er geen open gebieden tussen gezichten of oppervlakken zijn , zoals ze bestaan, zullen ze fouten veroorzaken in de vorm van holtes of filamenten van het stuk. Om dit te voorkomen, controleert u gewoon het gedeelte in het voorbeeld van het programma dat wordt gebruikt om de GCode af te drukken of te genereren (Pronterface, Cura, Simplify3D, Slic3r) , op zoek naar de hierboven genoemde openingen of slechte verbindingen.
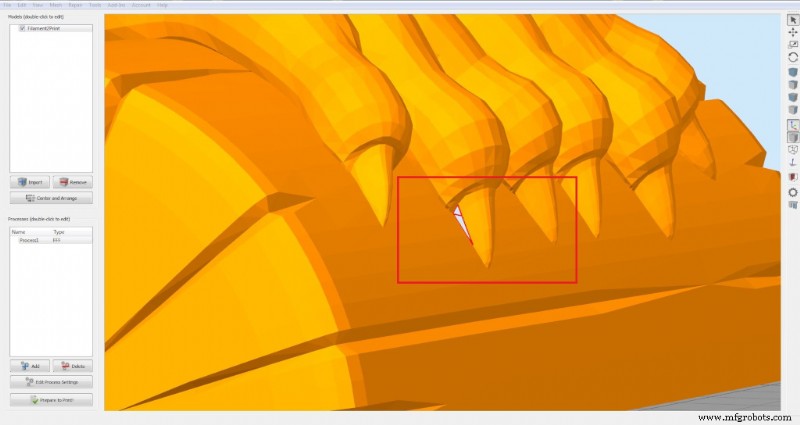
Afbeelding 1:Open gebied
2. Afdrukinstellingen
De afdrukparameters zijn erg belangrijk (temperatuur, snelheid, ondersteuningstype, enz.), die moet worden aangepast aan elk materiaal, aan elk stuk, aan de filamentdiameter en zelfs aan het 3D-printermodel gebruikt door de gebruiker. Om dergelijke fouten niet te maken, volg altijd het advies van de fabrikant (temperatuur en afdruksnelheid) en voer afdruktesten uit bij verschillende temperaturen. Een eenvoudige test is om een toren te printen en de temperatuur elke 1 cm met 5 ºC te variëren en te kijken welke de beste is, altijd binnen de limieten van de fabrikant (LINK 1, LINK 2).

Afbeelding 2:Torenkalibratie
3. Controleer de hoeveelheid filament
Elk 3D-printprogramma (Cura of Simplify3D) vergemakkelijkt een schatting van het gewicht van het te maken stuk . Met deze gegevens kunnen we controleren of het beschikbare filament voldoende is en zo onvolledige 3D-afdrukken voorkomen.
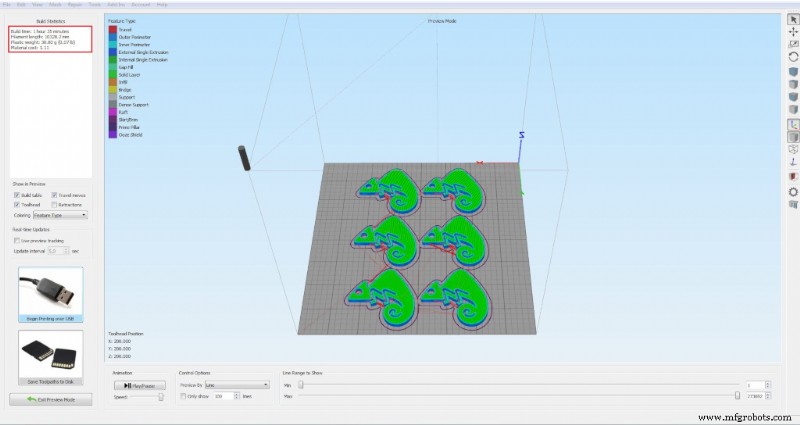
Afbeelding 3:Gewicht van de stukken
4. Basisstatus
The state of the base is crucial, especially so that there is no "warping". With the use of Kapton Tape and Blue Tape you should check for scratches or tape-free areas in the 3D printing area. In the same way, in case of employing BuildTak you should be checked for scratches and tears, which can cause the base part to peel off in large prints and durations. If a glass base is used directly, it shouldn't present deep scratches or detachments, which will cause the piece to peel off during 3D printing. For 3D impressions on glass base it is advisable to use a sticky spray as 3DLac or DimaFix.
5. Leveling base
To ensure correct and quality 3D printing, the base must be properly leveled and calibrated. The process of how to perform the leveling of the base is explained in the following article: Leveling and calibration of the 3D printer base.
6. Filament purge
The last step that must be done before 3D printing begins is the filament purge. With this purge, the filament is prevented from starting to come out of the extruder with delay and the 3D printing has to be reworked due to the absence of material in the first layers. This process can be done manually by heating the extruder to the temperature of the filament to be used and pushing it until the flow is continuous; Or increasing the number of turns you make by copying the silhouette of the piece (Skirt) before starting 3D printing. This parameter is modified in the 3D printing program that is used.
After following all the steps mentioned above, parctically all errors that occur due to 3D printing (FDM / FFF) are eliminated.
3d printen
- 3D-printmaterialen voor ruimtevaart?
- Een inleiding tot 3D-printen voor zandgieten
- 4 belangrijke ontwerpoverwegingen voor 3D-printen
- Applicatie Spotlight:3D-printen voor lagers
- Applicatie Spotlight:3D-printen voor schoenen
- Inleiding tot 3D-printen voor het onderwijs
- 5 ontwerptips voor RIM
- Tips voor 3D-printvormen
- 10 sterkste materialen voor 3D-printen
- Ontwerptips voor Carbon DLS™ 3D-printen
- Polyjet 3D-printontwerptips