


Tips voor 3D-printen:na het printen
Om de serie "Tips voor 3D-printen" af te ronden, richt het volgende artikel zich op tips na 3D-printen, inclusief hoe het onderdeel van de basis te scheiden en de extruder te reinigen na het gebruik van materialen die vezels bevatten die snel vastlopen, zoals PLA-koolstofvezel.
1. Scheid het deel van de basis
Wanneer een 3D-print klaar is, een periode (5-10 minuten) moet worden toegestaan alvorens het onderdeel van de basis te scheiden en te manipuleren zodat het voldoende afkoelt en onder de verwekingstemperatuur is. Als hieraan niet wordt voldaan, zal het werkstuk vervormen en wat afwerkkwaliteit verliezen. Na de eerder aangegeven tijd kan het stuk gesplitst worden, wat helpt, indien mogelijk met een spatel. Als er geen spatel beschikbaar is, wacht dan tot de bodem op kamertemperatuur is of gebruik een rudimentaire snelkoeltechniek, zoals de bodem in een koelkast of vriezer plaatsen of de bodem met koud water door de bodemzijde tegenover het stuk gieten tot je hoort een kraak, wat aangeeft dat het stuk de basis al gedeeltelijk heeft losgemaakt en al met de hand kan worden gescheiden.
Bij materialen die gevoelig zijn voor plotselinge temperatuurveranderingen (ABS of nylon), worden gebruikt, moet een geleidelijke verlaging van de temperatuur van de basis worden gemaakt nadat het 3D-printen is voltooid om vervormingen in het onderdeel te voorkomen. Dit proces kan worden gedaan met programma's zoals Simplify3D, waarbij de basistemperatuur wordt geprogrammeerd met intervallen van 5 ºC totdat de omgevingstemperatuur is bereikt.
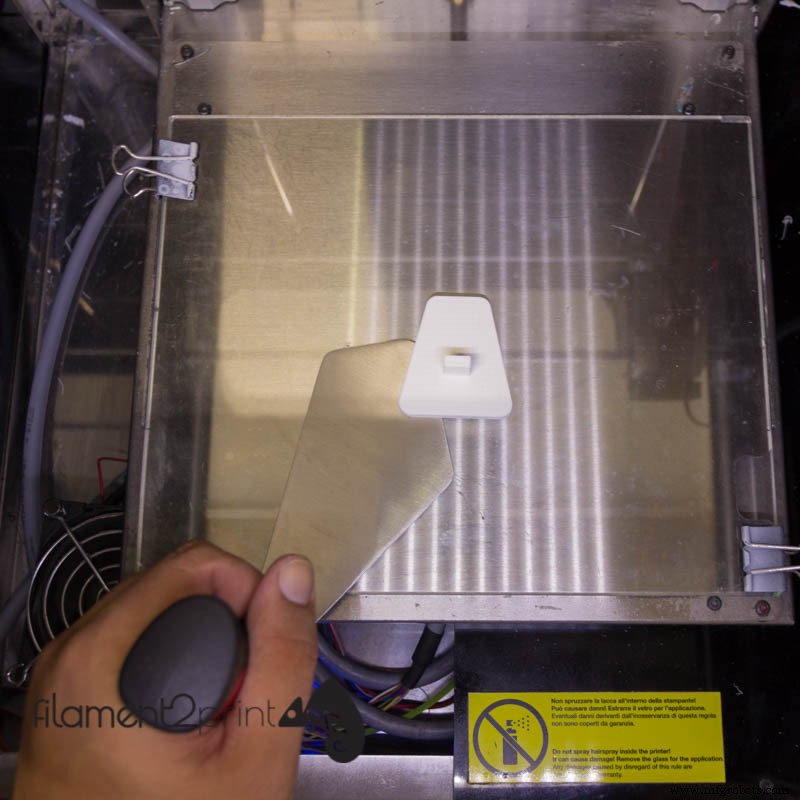
Afbeelding 1:Spatel BuildTak

Afbeelding 2: Smart Clean-reinigingsfilament
2. De extruder reinigen
Na gebruik van schurende materialen die vezels bevatten en gevoelig zijn voor vastlopen , zoals PLA-koolstofvezel of nylon-koolstofvezel CF15, moet de gebruiker de binnenkant van de extruder reinigen zodat ze het vuil van deze filamenten niet laten stollen en geen toekomstige storingen. Hiervoor het Smart Clean-reinigingsfilament kan worden gebruikt, een materiaal dat wordt gebruikt bij 10 °C meer dan de temperatuur van het filament van de laatste 3D-afdruk, gedurende iets meer dan 1 meter of totdat het filament het mondstuk verlaat zonder vuil van het materiaal van de vorige 3D indruk. Deze bewerking voorkomt storingen en verlengt de levensduur van de extruder.
3. De basis schoonmaken
Veel 3D-printers hebben een glazen basis of een ander type basis waarop spray wordt gespoten (3DLac of DimaFix) die de hechting van het onderdeel tijdens verschillende afdrukken bevordert. Na meerdere keren gebruik moet de spray opnieuw worden gespoten , maar niet voordat u de basis wast met water (beter koud) en met zeep. Gewoon een beetje zeep op de basis aanbrengen, een beetje water en met de hand wrijven, is meer dan voldoende om de basis schoon te maken. Droog het ten slotte af met papier en controleer of er geen sporen van spray op de basis zijn.
4. Controleer de afmetingen en afwerking van het stuk
Nadat het onderdeel uit de printerbasis is verwijderd, moet een algemene controle van de afmetingen en afwerking worden uitgevoerd om ervoor te zorgen dat de 3D-printer correct werkt. Met een meter moet men de externe afmetingen van het stuk en de eventuele interne openingen meten, als deze niet correct zijn, moet de kalibratie van de 3D-printer worden gecontroleerd, voornamelijk de basis en de stappen van de motoren. Als de oppervlakteafwerking niet goed is, is het waarschijnlijk de fout dat de gebruikte afdruktemperatuur niet correct is of dat de extruder (of het mondstuk) vuil of in slechte staat is.
Afbeelding 3: Theoretische diametermeting

Afbeelding 4: werkelijke diametermeting
5. Oppervlakteafwerking
Bij het maken van onderdelen die een geweldige oppervlakteafwerking nodig hebben, enkele van de afwerkingstechnieken zoals het aanbrengen van aceton of acetondamp (alleen geldig voor onderdelen gemaakt van ABS) of het aanbrengen van een afwerkingsproduct zoals epoxyharscoating (XTC) die het bovendien mogelijk maken om a posteriori te schuren of te schilderen en zo een praktisch gladde afwerking te verkrijgen zodat de lagen in het stuk niet gewaardeerd worden.
Vídeo 1:AOppervlakteafwerking met XTC
Dit artikel besluit de serie 'Tips voor 3D-printen', waarin de meest voorkomende problemen voor, tijdens en na het 3D-printen van FDM/FFF worden beschreven en de belangrijkste oplossingen worden uitgelegd om deze te vermijden of op te lossen.
3d printen
- 3D-printmaterialen voor ruimtevaart?
- Een inleiding tot 3D-printen voor zandgieten
- 4 belangrijke ontwerpoverwegingen voor 3D-printen
- Applicatie Spotlight:3D-printen voor lagers
- Applicatie Spotlight:3D-printen voor schoenen
- Inleiding tot 3D-printen voor het onderwijs
- Ontwerptips voor stereolithografie 3D-printen
- Tips voor 3D-printvormen
- 10 sterkste materialen voor 3D-printen
- Ontwerptips voor Carbon DLS™ 3D-printen
- Polyjet 3D-printontwerptips