


De basis, methoden en trend van overmolding
Overmolding is momenteel een van de meest populaire en geavanceerde snelle gereedschapsmethoden, en biedt een aanzienlijk potentieel voor productiekosten, cyclustijden en nieuwe ontwerpmogelijkheden voor productproductie. Dankzij de gediversifieerde ontwerpvoordelen van 2K-vormproducten, is het op grote schaal gebruikt in mobiele telefoons, het maken van pennen, auto's, huishoudelijke apparaten, handgereedschap en grondstoffen, enz.
Dit artikel introduceert voornamelijk de ontwikkeling en trend van overmolding-technologie en introduceert vooral hoe de prototypeproductie van kleine batches in de productontwikkelingsfase voor 2K-overmolding-onderdelen kan worden gerealiseerd.
Wat is overmolding?
Overmolding is het spuitgietproces waarbij een enkel onderdeel wordt gemaakt door twee of meer verschillende materialen met elkaar te combineren. Het eerste materiaal wordt over het algemeen het substraatmateriaal genoemd, waarvan de delen of volledig bedekt zijn door volgende materialen (overmolded materialen).
Spuitgieten werd voor het eerst gebruikt om het uiterlijk van consumptiegoederen te verfraaien, en is nu behoorlijk populair. De technologie wordt gebruikt in een verscheidenheid aan toepassingen en kan zelfs worden gebruikt om de productfunctionaliteit te verbeteren, zoals verbetering van de chemische weerstand, elektrische isolatie, duurzame grip, zachter, zachter aanvoelend, enz.
Er zijn hoofdzakelijk 2 verschillende soorten fabricageprocessen van overgegoten producten.
b.Hard materiaal dat hard materiaal overspuit :Een andere toepassing is secundaire overmolding materialen zijn ook hard plastic. Bijvoorbeeld hard kunststof met metalen inzetstuk of transparant hard kunststof met niet-transparante delen. Gewoonlijk is het defectpercentage van transparante 2K-spuitgietproductie erg hoog, wat grote uitdagingen voor het besturingsproces met zich meebrengt.
Typen overmolding-processen:2K-gieten en twee-schots gieten
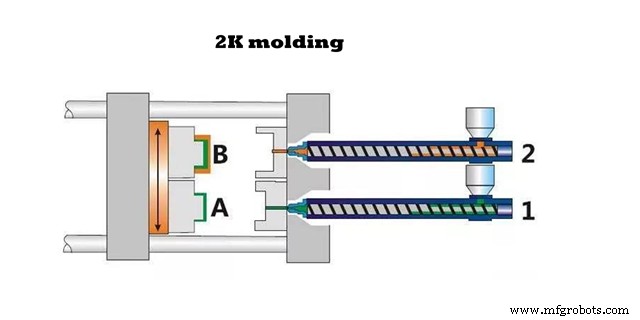
2K (tweekleuren) spuitgieten (gevormd door twee componenten) heeft een tweestapsproces, wat betekent dat een materiaalinjectie wordt omgezet in producten op een 2K-spuitgietmachine en vervolgens op de 2K-machine door de mal om te draaien en naar een andere noot in de plastic buis van de overeenkomstige vormholte te springen. Het onderdeel wordt gebruikt als inzetstukken, injectie op een ander materiaal om zich te vormen bij de integratie van producten met dubbel materiaal. De spuitgietmachine is ofwel de dubbele cilinder of de dubbele vormholte, het spuitgietproces geeft twee soorten materiële producten vrij tijdens de productie. Ondertussen wordt het gemaakte product gebruikt als inserts die ingevoegd zullen worden.
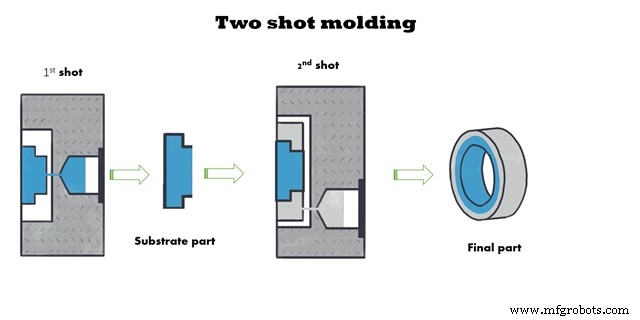
Een ander voorbeeld is two-shot spuitgieten , wat betekent dat het een materiaaldeel maakt op een spuitgietmachine en het materiaaldeel als een inzetstuk in een andere mal, en vervolgens het tweede materiaal injecteert. Insert molding (de binnennaam van de industrie is wikkelen, secundair spuitgieten):tijdens het insert molding wordt het eerst gemaakt als een stijf onderdeel (meestal is het een hard plastic onderdeel) en ingebed in de vormholte. Vervolgens wordt TPE gebruikt om op dit onderdeel te spuitgieten en wordt uiteindelijk het volledige product verkregen. Conventionele spuitgietapparatuur kan worden gebruikt voor insert molding. Het plaatsen van stijve onderdelen kan worden gedaan door handmatige of mechanische armen. Gewoonlijk kunnen de gecoate metalen onderdelen alleen op deze manier worden gebruikt.
De hechtsterkte van de overmolded onderdelen
Fysieke methode: door gespontwerp, oppervlakterol, oppervlaktetappen en dan het tweede type materiaal om t te bereiken hij verpakt direct (bedekken). Het kenmerk van materiaalverlijming puur door deze methode is dat de fysieke verbinding een sterke hechting heeft, terwijl de fysieke verbinding buiten weinig hechting heeft.

Chemische methode: bind de twee materialen aan elkaar door de moleculaire affiniteit tussen twee materialen en de bindingssterkte van de chemische stof om een enkel deel te vormen, twee of meer.
Hoewel de methoden van fysieke sluiting en binding vaak samen worden gebruikt in praktische toepassingen, is het duidelijk dat het realiseren van de binding tussen de twee materialen een betrouwbaardere en flexibelere methode is. Deze sterke chemische binding bestaat uit de onderlinge oplosbaarheid, penetratie, penetratie en verstrengeling van moleculen of moleculaire ketens.

Vier soorten overmolding
Er zijn vier veelvoorkomende soorten overgieten beschikbaar.
- Plastic over plastic -Het substraat en het plastic dat over het substraat wordt gegoten, zijn beide plastic. Het materiaal van de plastic onderdelen moet hetzelfde of een vergelijkbaar smeltpunt hebben.
- Plastic over metaal - Het substraat is van metaal. Een metalen onderdeel, CNC-gefreesd, gegoten of gesmeed, wordt eerst in de mal gedaan en vervolgens wordt het plastic over het metalen onderdeel gegoten. Weet je dat je metalen inzetstukken in plastic onderdelen kunt gieten?
- Elastomeer over plastic - Het substraat moet van hard plastic zijn. Elastomeren kunnen zachte materialen zijn zoals rubber en polyurethaan.
- Elastomeer over metaal - Het substraat is van metaal. Een metalen onderdeel, CNC-gefreesd, gegoten of gesmeed, wordt eerst in de mal geplaatst en vervolgens wordt het elastomeer over het handvat gegoten
Niet alle materialen kunnen echter worden omgevormd. Als u bijvoorbeeld slechts een paar prototypes wilt maken, kunnen we nauwelijks duidelijke elastomeren vinden die kunnen worden gevormd met het materiaal zelf of andere soorten harsen.
Hoe maak je de beste overmolding-producten?
1) De polariteit van TPE-materiaal is vergelijkbaar met die van hard plastic (anders zou het niet wederzijds oplosbaar of doorlatend en doordringend zijn in de staat van smelten);
2) De oppervlaktespanning van TPE-materiaal is lager dan die van hard plastic (anders zou de TPE-smelt niet op het oppervlak van het harde plastic inzetstuk kunnen worden verspreid);
3) Wanneer TPE-smelt langs het harde plastic oppervlak in de vormholte stroomt, komt er warmte vrij tijdens het koelproces, waardoor het harde plastic oppervlak snel en effectief kan smelten om een dunne interpenetrerende laag te vormen.
1) 2K molding is beter dan dat van het two-shot molding (multiple-shot molding) effect.
2K schimmel voordelen: Het eerste schot van hard plastic spuitgieten is nog heet en gaat dan meteen de tweede holte van de 2K-spuitgietmachine in. Omdat er geen vochtopname is tijdens het overdrachtsproces; aan de ene kant is het gemakkelijk te verwijderen door de hoge temperatuur TPE-smelt op het oppervlak om een ultradunne laag te produceren, en aan de andere kant is er geen effect van waterdampadsorptie op het oppervlak.
2) Kies een hogere temperatuur van het toevoervat (smelt) voor zover mogelijk binnen het toegestane bereik van TPE-materiaal, anders zou TPE niet voldoende warmte hebben om het oppervlak van hard plastic materiaal te ablateren.
3) Bij het overgieten van het tweede schot, kan de vormholte van hard plastic beter een hoge vormtemperatuur aannemen om warmte-energie te leveren. Wanneer harde kunststoffen een hoge temperatuur bereiken, zal de TPE-smelt met hoge temperatuur langzaam afkoelen, zodat deze voldoende warmte en tijd heeft om de harde kunststof te ablateren om een onoplosbare, ultradunne laag te vormen.
4) In de tweede stap van overmolding moet de TPE-smelt zo snel mogelijk met een hoge schietsnelheid worden uitgeworpen, onder de voorwaarde dat er geen TPE-vliegende rand is.
a. Met een hoge opnamesnelheid heeft TPE-smelt een korte spreidingstijd op het harde plastic oppervlak en een langere tijd om het harde plastic oppervlak te verwijderen tijdens de vormcyclus.
b. Wrijving tussen TPE en hard plastic oppervlak leidt tot wrijving en warmteontwikkeling. Zo koelt de temperatuur van de TPE-smelt ook langzaam af, met een langere contacttijd en ablatie van het harde plastic oppervlak.
c.Door de hoge opnamesnelheid wordt de viscositeit van de meeste TPE-smelt afgeschoven terwijl deze dun wordt, wat leidt tot een afname van de oppervlaktespanning die bevorderlijk is voor verspreiding op het harde plastic oppervlak.
5) Vermijd vochtopname of aanslag op het harde plastic oppervlak, vooral bij twee-shot-gieten. In bepaalde gevallen, door het overdrachtsproces, is de kans groter dat dit gebeurt.
6) Nylon 66, de vochtabsorptie van het oppervlak leidt tot de vorming en adsorptie van watermoleculen om waterstofbruggen te vormen, TPE kan niet effectief intermoleculaire bindingen vormen met de harde plastic oppervlaktemoleculen en de natuurlijke bindingssterkte neemt af. Gecoate polariteit hard plastic TPE is zeker ook een polariteitsformule, let niet op vochtbestendigheid, beïnvloedt tegelijkertijd het cohesie-effect.
7) Besteed aandacht aan het probleem van de wascilinder in het vroege stadium van de testmachine
a. Eerder gecoat met PVC
b. Voorheen was het een machine die hard rubber produceerde
Drie voordelen van overmolding
Er zijn drie belangrijke redenen om overmolding voor uw ontwerp te gebruiken.
Betere esthetiek
Als u één kunststof onderdeel wilt maken dat meerdere kleuren heeft of verschillende soorten oppervlakteafwerkingen heeft, dan is overgieten een ideaal proces. Verschillende gekleurde of getextureerde componenten kunnen over elkaar heen worden gegoten en één onderdeel vormen met naadloos verbonden kleuren en afwerkingen. Een onderdeel van helder hars kan bijvoorbeeld worden overgoten met een onderdeel van zwart hars om één autolens te vormen; en metalen inzetstukken die overgoten zijn met plastic zien er beter uit dan de inzetstukken die handmatig in de plastic onderdelen worden geplaatst.
Betere montage
Twee of meer aan elkaar gegoten componenten passen beter dan twee componenten afzonderlijk worden gemaakt en vervolgens worden geassembleerd, omdat tijdens het overgietproces het plastic dat over het substraat wordt toegevoegd, wordt gesmolten en vervolgens op het substraat wordt uitgehard, waardoor een steviger geheel ontstaat .
Gebruiksvriendelijker
Het gebruik van elastomeren zoals rubber of polyurethaan over een hard plastic of metalen onderdeel maakt het voor de eindgebruiker aangenamer. De metalen onderdelen en harde kunststof zijn niet erg prettig voor de menselijke hand, het aanbrengen van een zachte laag op harde kunststof of metalen onderdelen kan de textuur van de onderdelen verzachten en zo de onderdelen gebruiksvriendelijker maken.
Drie methoden om een prototype van een overmolding-product te implementeren
Door de complexe opbouw van 2K-spuitgietmatrijzen heeft het productontwikkelingsproces een langere cyclus en hogere kosten nodig. als we slechts één of meerdere sets prototypes maken in de productontwikkelingsfase, moeten we dan slagen voor 2K-spuitgieten of tweeschots spuitgieten? Hier zijn gidsbenaderingen die veel worden gebruikt in onze rapid prototyping-service als volgt:
1.3D-printtechnologie
Tweekleuren FDM 3D-printers bestaan al heel lang. Over het algemeen is 3D-printen uitgerust met twee sprinklerkoppen om materialen van verschillende kleuren af te drukken om het model van tweekleurenmenging te realiseren. Er zijn echter nog steeds grote beperkingen bij de materiaalkeuze. Sommige 3D-printers, hoewel ze in staat zijn om meerkleurige transparante delen af te drukken, hebben een ruwe constructie, een lage resolutie, een slechte textuur en kunnen zelfs worden omschreven als "gepixeld". Daarom is er nog een lange weg te gaan voor 3D-printen met polychromatische kenmerken en uiterlijk-prototypes.

2. Overmolding siliconen gereedschap
Urethaangieten is een veelgebruikte methode voor prototyping in kleine batches. En het heeft een prominent voordeel voor de productie van prototypes.
Het onderdeel voor het gieten van siliconengereedschap kan nauwkeurig overeenkomen met de specificaties van de klant, ongeacht wat het verwijst naar kleur, textuur en glanzende afwerking, invoegvormen en overgieten, of zelfs optisch helder. Het is geweldig voor proefproductie van onderdelen met complexe processtructuren die direct uit de mal kunnen, waardoor het onderdeel gemakkelijk uit de mal kan worden gehaald, de noodzaak om de ontwerphoek te negeren, een standaard bewerkingstolerantie biedt op ± 0,15 mm / 100 mm , met de hoogste precisie tot ± 0,05 mm. de complexe structuur kan direct uit de mal komen.

Bovendien is de materiaalkeuze ook overvloedig, met meerdere materialen om het maken van urethaangietonderdelen te vergemakkelijken. Materialen met bepaalde eigenschappen zijn vergelijkbaar met kunststoffen van productiekwaliteit zoals ABS, PMMA, PC, PP, PA, zacht rubber en omvatten slagvast, hoge temperatuur (120℃) of brandwerend (UL94-V0).
Matrijs maken: Het proces van het overgieten van siliconengereedschap omvat voornamelijk het maken van masterpatronen, het maken van siliconenmatrijzen en vacuümgieten. Met siliconenmal kunnen we vele soorten overmolding-producten maken, zoals met rubber overgoten hard plastic, hard plastic overmolding hard plastic en transparant overmolding niet-transparant plastic.

Procesbeheer: de locatie van de poort en het ontwerp van het ontluchtingsgat van de siliconen mal is een grote moeilijkheid bij het maken van de siliconen overmolding mal. Ten eerste moet de poort weg van het uiterlijk van het product worden geplaatst en er is voldoende vloeibaarheid vereist om het materiaal de vorm te laten vullen. Ten tweede moeten de positie en hoeveelheid ventilatieopeningen vaak meerdere keren worden aangepast, vooral wanneer het transparante deel is gemaakt, zal de slechte lucht duidelijke uiterlijke gebreken veroorzaken. Ten slotte de krimp van de twee materialen en de vervorming tijdens secundaire uitharding.

3. CNC-bewerking + oppervlaktebehandeling
CNC-bewerking van 2K-prototypes zal normaal gesproken veel nabewerking vergen om de tweekleurige of meervoudige combinatie van materiaal te bereiken.

Zijn eigenschappen zijn hoge snelheid, met hoge dimensionale nauwkeurigheid en verschijningskwaliteit. De mogelijkheid om materialen te overgieten is breed, bijna alle technische kunststoffen en metalen materialen kunnen worden verwerkt. Na polijsten en andere oppervlaktebehandelingen kan het productie-effect vergelijkbaar of zelfs hoger zijn dan het spuitgietproduct.

Voorlopig wordt de reguliere prototypeproductie van overmolding-producten nog steeds gedomineerd door CNC. Natuurlijk heeft siliconen mal ook grote vooruitgang geboekt. Gewoonlijk wordt de verwerking van het overmolding-prototype gerealiseerd door CNC- en siliconentool-overmolding-methoden te combineren.
Nieuwe ontwikkelingen in overmolding-technologie
Door de observatie van de belangrijke internationale tentoonstellingen in de afgelopen jaren zijn Europese en Amerikaanse fabrikanten op het gebied van meerkleurig spuitgieten gepromoveerd tot de "combinatie" presentatie van verschillende basisgiettechnologieën. Met uitzondering van de traditionele meerkleurige producten, zoals autokoplampen, airconditioningpaneel, tv-frame, enz., Een nieuwe toepassing zoals tweekleurig gegoten intern label (IML), tweekleurenvorming binnen matrijssamenstelling (IMA) , StackMold, 2K+IML+IMA+Stack Mold, tweekleurengieten en tussenlaaginjectie, al deze nieuwe AP kan worden bereikt door slechts één injectiemachine.
Hierdoor krijgt de meerkleurige spuitgiettechnologie steeds meer aandacht. Wat we niet alleen nodig hebben om veelkleurige technologie te presenteren, maar deze ook moeten combineren met andere technologieën om vruchten met een hogere efficiëntie te creëren, is dat de industrie het doel in de volgende fase moet uitdagen.
WayKen heeft diepgaande expertise op het gebied van overmolding. Onlangs hebben we grote vooruitgang geboekt in de kleine batch 2K siliconen mal van tweekleurige transparante autolamponderdelen. Neem contact met ons op en ontvang direct een offerte om de productietijd en -kosten voor uw overgietproject te verminderen.
Industriële technologie
- Compressiegieten versus spuitgieten:wat is het verschil?
- De 3 belangrijkste vormprocessen vergelijken
- Voor- en nadelen van thermohardend spuitgieten
- De ontwikkelingsstatus en trend van roestvrijstalen investeringsgietwerk
- Het belang van spuitgiettechniek
- Spuitgietprototypes - De handigste en goedkoopste oplossing
- De effectieve prestaties van snel spuitgieten
- Spuitgietuitwerppennen:typen en overwegingen
- De basisprincipes van aangepast frezen en draaien
- LDO-circuit:de basis, werkingsprincipe en toepassingen
- De beperkingen van spuitgieten met een laag volume