


Spuitgietuitwerppennen:typen en overwegingen
De introductie van spuitgieten met uitwerppennen in productieprocessen heeft geresulteerd in geautomatiseerde bewerkingen, verbeterde productiesnelheid en zorgde voor efficiëntere producten. Het heeft ook de consistentie in de ontwerpen van producten verbeterd.
Ondanks de verbetering van fabricageprocessen door spuitgieten, zijn er echter veel gebreken in het ontwerp die moeten worden geoptimaliseerd. Dit om betere en effectievere producten te garanderen.
In dit artikel wordt dus gekeken naar spuitgieten van uitwerppennen en hoe het ontwerp ervan kan worden geoptimaliseerd om effectievere producten te krijgen.
Wat zijn spuitgietuitwerppennen?
Uitwerppennen zijn essentieel bij het maken van onderdelen. Ze zijn een integraal onderdeel van het uitwerpsysteem in de matrijs, dat bepalend is voor het eindresultaat van producten in een spuitgietproces.
Spuitgieten is een productieproces waarbij gesmolten plastic in een metalen mal wordt geïnjecteerd om de vorm van de mal aan te nemen. Daarom omvat spuitgieten met uitwerppennen het verwijderen van voltooide onderdelen uit de matrijsvormen. De metalen mal bestaat uit twee delen:A- en B-zijden. Bij afkoeling van het gesmolten materiaal in de mal worden beide delen van de metalen mal gescheiden om de vaste kunststof te kunnen verwijderen. Spuitgietmatrijzen zijn zo gebouwd dat wanneer ze worden geopend, de A-zijde wordt opgetild, waardoor het gevormde deel en de B-zijde overblijft.
Uitwerppennen bevinden zich aan de B-zijde van een mal, van waaruit ze het gevormde deel uit de mal duwen. De pinmarkering van een uitwerpmal wordt gewoonlijk als een deuk op afgewerkte producten gedrukt.
Soorten uitwerppennen
Er zijn veel soorten uitwerppennen die worden gebruikt bij de productie van producten. Hieronder staan de meest voorkomende soorten die ideaal zijn voor het proces.
Door-harde uitwerppennen
Deze uitwerppennen zijn warmtebehandeld om consistentie in de hardheid door de diameter van de pen te garanderen. Doorlopende harde pinnen zijn bestand tegen werktemperaturen tot 200°C en zijn vooral geschikt voor kunststof uitwerpsystemen in mal.
Geharde uitwerppennen
Ze zijn ook bekend als Nitride H13-pinnen, zijn veel hardere pinnen dan de doorgaande harde pinnen en zijn geschikt voor spuitgietsystemen in mal. Geharde pinnen zijn genitreerd tot 65 – 70 HRC en zijn bestand tegen temperaturen boven 200°C.
Zwarte uitwerppennen
Fabrikanten hebben deze uitwerppennen ontwikkeld omdat de nitride H13-pennen niet kunnen worden gebruikt bij werktemperaturen boven 600°C. De zwarte uitwerppen is gecoat met een zwarte oppervlaktebehandeling waardoor hij zelfsmerend is en bestand is tegen hoge temperaturen tot 1000°C. Het is een dure uitwerppen en is geschikt voor een metalen uitwerpsysteem in de mal voor auto's.
Overwegingen bij het ontwerp van spuitgieten
Een spuitgietontwerp moet zodanig zijn dat het functioneert zoals gepland. Een fout in het ontwerp kan ertoe leiden dat het onderdeel barst of krimpt, wat te duur of te lastig kan blijken te zijn om te verhelpen.
Daarom is de noodzaak om een goed gestructureerd ontwerp uit te voeren belangrijk, en er zijn bepaalde factoren waarmee rekening moet worden gehouden.
● Concepthoeken maken
Trekhoek is een schuine vorm die aan beide zijden van een spuitgietmatrijs wordt aangebracht. Deze lichte vervorming in de vorm van de mal zorgt ervoor dat het plastic gemakkelijk uit de mal kan worden verwijderd.
Trekmal moet aanwezig zijn om weerstand te bieden tegen wrijving tijdens het verwijderen van het onderdeel uit de mal. Door meer trekhoeken toe te staan, zouden onderdelen gemakkelijk uit het uitwerpsysteem in de mal kunnen worden verwijderd.
De afwezigheid van trekhoeken zou resulteren in grote uitwerppenmarkeringen op het onderdeel tijdens het verwijderen en krassen op de wand van de mal.
● Uniforme wanddikte
Wanneer gesmolten materiaal in een mal met uniforme wanddikte wordt gegoten, stroomt het vrij zonder beperking, vult de holte van de muur en neemt het zijn gedefinieerde vorm aan.
Niet-uniforme matrijswanden leiden tot afkoeling van het dunnere gedeelte van het gesmolten materiaal. Daarom, als het dikkere gedeelte afkoelt, zal dit resulteren in het krimpen van het materiaal, spanningsconcentratie en uiteindelijk barsten tijdens het verwijderen.
Desalniettemin, als uw ontwerp geen uniforme wanddikte toelaat, kan dit worden verholpen door kernen en hoekplaten toe te voegen.
(Coring is een proces waarbij het gesmolten plastic uit het brede gebied wordt verwijderd om uniformiteit langs de muur te garanderen. Gussets zijn ondersteunende structuren die u aan de muur toevoegt als versteviging om de wanddikte te verminderen)
● Zorg voor ronde randen
Het hebben van ronde hoeken aan de binnen- en buitenkant van het onderdeel heeft verschillende voordelen. Het vermindert de spanningsconcentratie en voorkomt dat het onderdeel barst.
Scherpe hoeken beperken de stroom van gesmolten plastic in de matrijs, en bij afkoeling trekt het plastic tegen de scherpe hoeken en is moeilijk te verwijderen.
Onderdelen met ronde randen zijn gemakkelijk te produceren, zuiniger en zorgen voor een betere vorming en verwijdering van producten.
● Ondersnijdingen verminderen
Ondersnijdingen zijn uitstekende elementen in het ontwerp van de mal die het verwijderen van beide zijden van de mal belemmeren. Ondersnijdingen zijn noodzakelijk en onvermijdelijk in een matrijsontwerp omdat ze voorkomen dat het onderdeel direct uit de matrijs wordt geworpen.
Ondersnijdingen kunnen echter worden verholpen door vergrendelingen of vergrendelingen te maken die gemakkelijk kunnen worden verwijderd of gemonteerd. Het ontwerpteam moet zoveel mogelijk het aantal ondersnijdingen in een uitwerpsysteem in de mal houden minimaal.
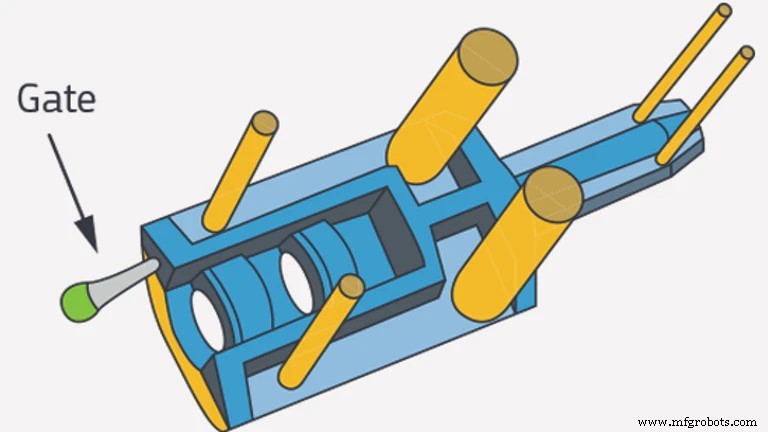
● Poortlocaties
Poorten zijn de toegangspunten van het gesmolten plastic naar de mal. Bij afkoeling van het onderdeel laat de poort echter een pinmarkering achter, die meestal nog steeds zichtbaar is, zelfs na het verwijderen van de deuk.
Het ontwerpteam kan een randpoort gebruiken om dit te verhelpen, waar de resulterende deuken minder opvallen. Het gesmolten materiaal kan ook worden geïnjecteerd via een verlengstuk op de uitwerppen.
Bij het afkoelen van het onderdeel kan de uitwerppen de resulterende pinmarkering van de poort duwen tijdens het verwijderen van het onderdeel uit de mal.
● Aard van materiaal
Het type materiaal dat wordt gebruikt, moet afhangen van de functie van het product
Sommige materialen zijn dik, sommige zijn flexibel, terwijl andere hard of broos zijn. Het type materiaal dat wordt gekozen, bepaalt voor welk doel het onderdeel is en het ontwerp ervan.
Hoewel je sommige materialen kunt verdikken, is het ook mogelijk om ze in vormen te buigen. Houd hier ook rekening mee voordat u het type materiaal kiest.
Veelvoorkomende gebreken en oplossingen
Spuitgieten met uitwerppennen heeft enkele gebreken. Hieronder staan de mogelijke defecten en de nodige oplossingen.
Pauzes

De belangrijkste reden voor het breken van uitwerppennen is het verschil in de benodigde kracht om het onderdeel uit de mal te werpen en de sterkte van de pen.
Het uitwerpen van onderdelen uit de mal vereist kracht. Soms is de vereiste kracht groter dan de sterkte van de pen vanwege de niet-ondersteunde lengte, wat leidt tot breuk.
Daarom is de meest efficiënte manier om breuken van de uitwerppen te verhelpen, het gebruik van grote hoeveelheden uitwerppennen met grotere diameters. Op deze manier wordt de benodigde kracht gelijkmatig verdeeld over verschillende pennen, waardoor breuk wordt verminderd.
Uitwerperpenmarkeringen
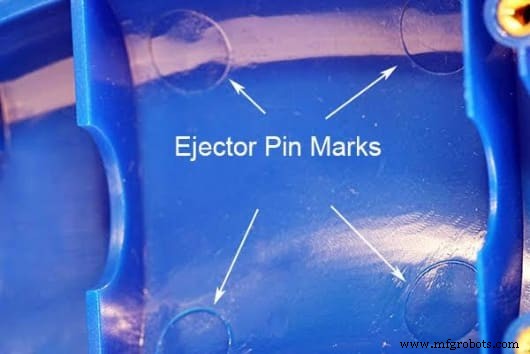
Dit zijn "deuken" die op het onderdeel zijn achtergelaten door uitwerppennen tijdens het verwijderen uit de mal. Deze pinmarkering kan ertoe leiden dat de producten tijdens gebruik barsten. Daarom is het belangrijk om een uitwerpsysteem in de matrijs te ontwerpen om uitwerppenmarkeringen te voorkomen.
- Plaats de uitwerppennen zodanig dat de uitwerpkracht over het onderdeel constant is.
- Plaats de uitwerppennen op harde onderdelen zoals metalen inzetstukken, pilaren en ribben om defecte uitwerppenmarkeringen te voorkomen.
- Ontwerp de positie van de uitwerppennen op het vlakke oppervlak van het onderdeel in plaats van op hellingen.
Jetting
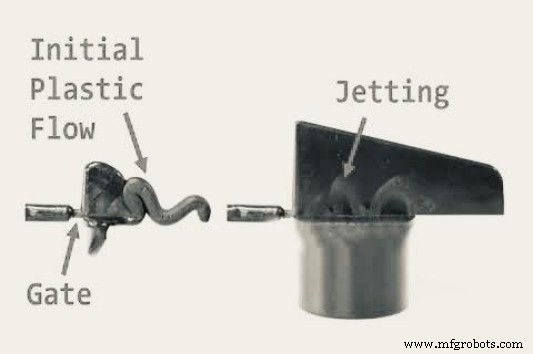
Jetting vindt plaats als gevolg van een kleine poortafmeting, of er is een snelle injectie van gesmolten materiaal in de mal, wat resulteert in een vervormde vorm.
Dit kan worden verholpen door:
- De grootte van de poort vergroten
- De stroom van het gesmolten materiaal naar de mal regelen
Andere soorten uitwerpers
Hoewel ze misschien niet gebruikelijk zijn bij veel machinisten, zijn er ook andere soorten uitwerpers. Hieronder staan enkele voorbeelden.
Uitwerphulzen

Dit zijn gewoon holle uitwerppennen. Het bestaat uit een hulspen met een hard oppervlak met een gat en een kernpen die in het gat past. De gaten in de uitwerphulzen zijn bedoeld om de pen te geleiden en te beschermen.
Uitwerpplaten

In een uitwerpsysteem in een mal functioneren uitwerpplaten naast de uitwerppennen. Het houdt de kop van de pinnen vast om te voorkomen dat ze naar buiten komen tijdens het spuitgietproces van de uitwerppinnen.
Uitwerpblokken

Ze hebben smerende holle groeven en worden aangebracht op het oppervlak van dunne producten die een hoge oppervlakteafwerking vereisen, maar zouden worden ontsierd door defecten aan de uitwerppen.
Ze beperken uitwerppinmarkeringen en zijn ook toepasbaar op het oppervlak van producten met een hoge kromming.
Conclusie
Ontwerpexperts kunnen het belang van uitwerppennen in het spuitgietproces niet negeren. Dit komt omdat het gevormde product in de mal afhankelijk is van de efficiëntie van de uitwerppennen om defecten aan uitwerppennen te voorkomen.
Daarom is het belangrijk om te vertrouwen op een bedrijf met kennis van Design for Manufacturing, het gebruik van uitwerppennen en een uitstekende staat van dienst in het omgaan met spuitgietontwerpen van uitwerppennen.
Wij van RapidDirect kunnen geoptimaliseerde ontwerpen garanderen voor uw spuitgietproces voor uitwerppennen. Raadpleeg ons ondersteuningsteam voor fabricageadvies en als u al een CAD-bestand heeft, blijft het een kleine stap. Upload het nu om direct een offerte voor uw ontwerp te ontvangen.
Veelgestelde vragen
Welke spuitgietontwerpen kunnen worden gebruikt als de oppervlakte beperkt is?
In ontwerpgevallen, waar het oppervlak beperkt is, zodat er geen punten zijn op het onderdeel dat uitwerping uit de mal mogelijk maakt, kunt u uw ontwerp optimaliseren door:
– nokken toe te voegen die fungeren als uitgeworpen pads
– Vervangen van uitwerppennen door vloeibare siliconenrubber onderdelen, zodanig dat bij afkoeling onderdelen handmatig via het vloeibare siliconenrubber uit de mallen worden geworpen.
Bij de materiaalkeuze kijkt u best naar de functie van uw product en de eigenschappen die het moet bezitten. Goedkopere alternatieven zouden op den duur mislukken. Daarom is het het beste om hoogwaardige materialen te gebruiken die voldoen aan onze productbehoeften.
Industriële technologie
- Voor- en nadelen van thermohardend spuitgieten
- Injection Molding Tutorial:Video's
- Hoge viscositeit PEEK voor spuitgieten en extrusie
- Typen motorstarters en overwegingen bij toepassingen
- Wat is vormzand? - Soorten en eigenschappen
- Spuitgietproces
- Het belang van spuitgiettechniek
- Spuitgietuitwerppennen:typen en overwegingen
- Verschillende soorten maltexturen voor spuitgieten
- Spuitgieten - Hoe werkt het en wanneer te kiezen?
- Algemene spuitgiettermen uitgelegd:meerdere holtes, familie, inzetstukken en meer