


Een eenvoudige gids voor de algehele effectiviteit van apparatuur in de productie
Overall Equipment Effectiveness (OEE) is een belangrijke prestatie-indicator die de algehele productiviteit van een asset laat zien. Het beste gedeelte? Wanneer een asset ondermaats presteert, helpt OEE u erachter te komen waarom. Dat komt omdat de gegevens die u hebt gebruikt om OEE te berekenen dezelfde gegevens zijn die u gebruikt om de oorzaak van uw probleem te vinden.
Er zijn twee manieren om deze belangrijke productie-KPI te berekenen. Laten we eerst naar de meer basale vergelijking kijken.
Hoe OEE eenvoudig te berekenen
Bereken hiervoor OEE als een verhouding van volledig productieve tijd tot geplande productietijd. Hier is de definitie van volledig productieve tijd wanneer u alleen goede onderdelen produceert, zo snel mogelijk, zonder enige stoptijd.
Wat is stoptijd? Het is de som van je geplande en ongeplande stops. Geplande stops zijn voor zaken als omschakelingen, waar u het activum instelt of aanpast. Ongeplande stops zijn voor storingen en ongepland onderhoud. Als een asset offline is voor gepland onderhoud, neem het dan niet op in de stoptijd.
Om OEE te berekenen, voegt u alles samen met behulp van de volgende vergelijking:
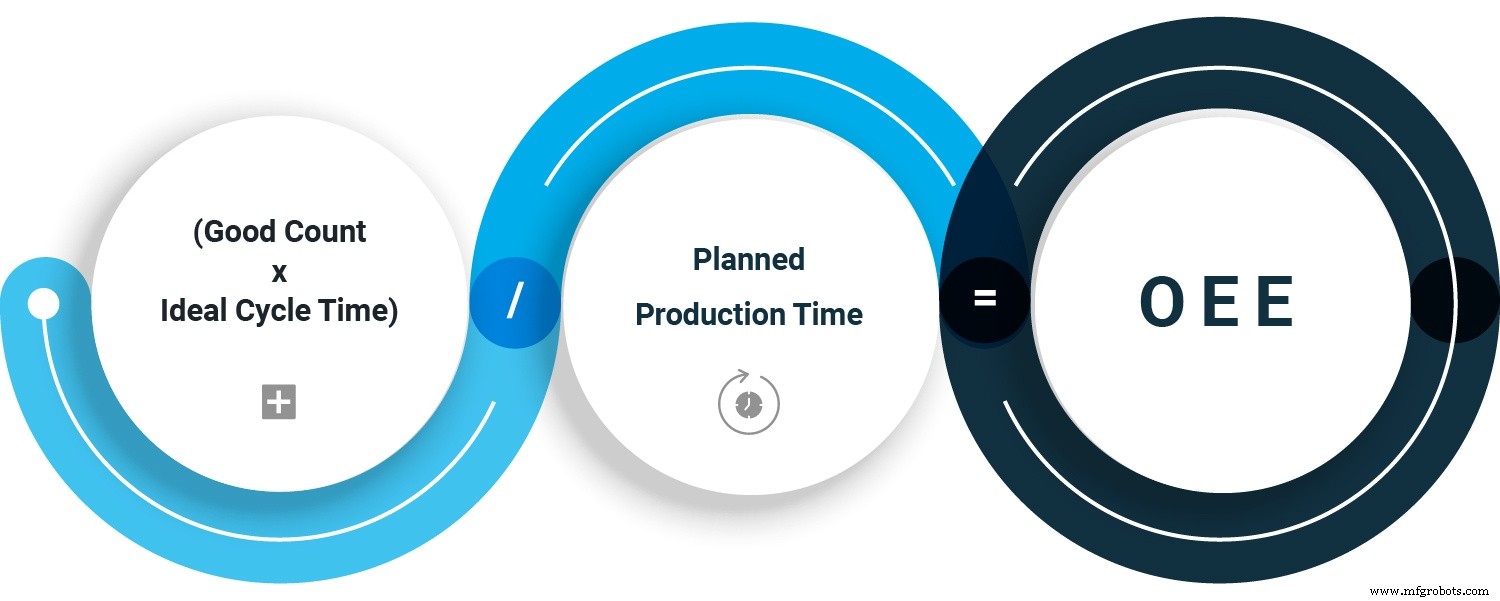
snelle en gemakkelijke OEE
Dit is een perfect acceptabele manier om OEE te berekenen, en het geeft je een redelijk goed aantal voor zowel benchmarking als base-lining, die we wat lager bespreken. Maar er is een zwak punt aan deze vergelijking, namelijk dat wanneer je een lage OEE krijgt, je niet zeker weet waarom. Dat is het slechte nieuws. Het goede nieuws is dat er een betere manier is om OEE te berekenen, en dat is juist beter, want als de OEE laag is, kun je erachter komen waarom.
Hoe OEE beter te berekenen
Hiervoor moet u uw drie verliesgerelateerde factoren kennen:beschikbaarheid, prestaties en kwaliteit. Daarna is de wiskunde eenvoudig. OEE is het product van vermenigvuldiging van de drie factoren.
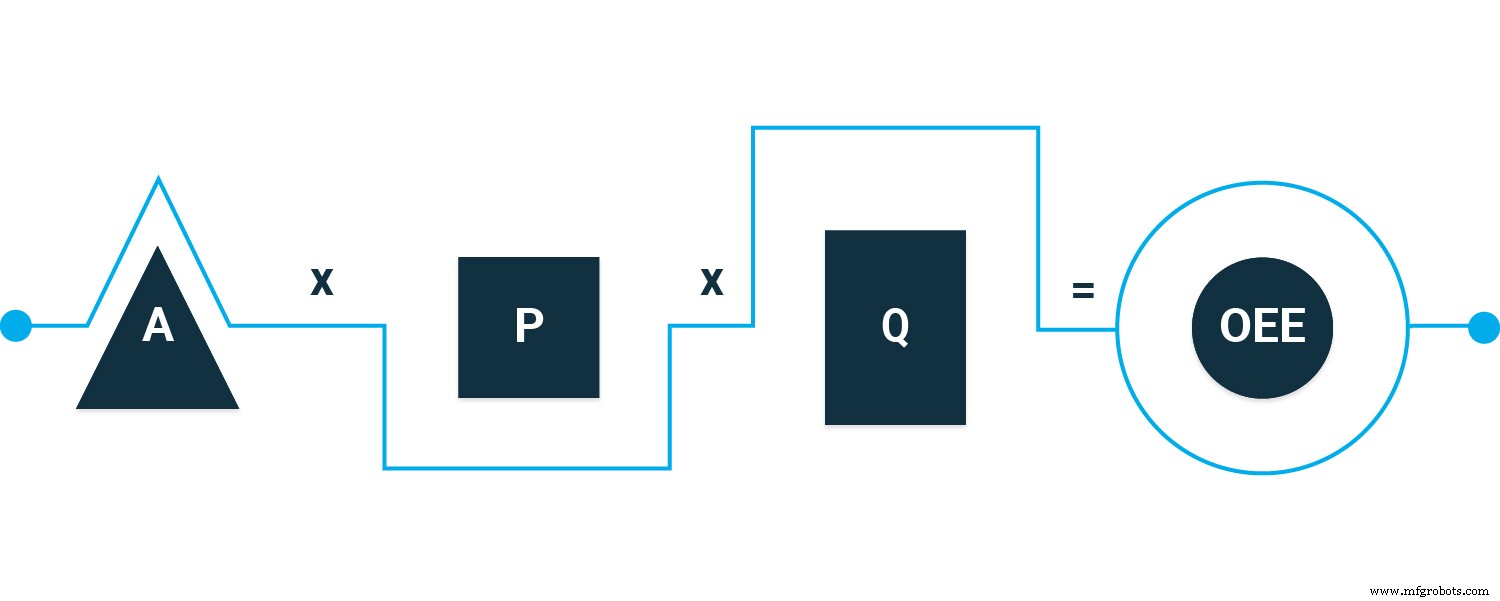
verliesfactoren en OEE
Maar we lopen op de zaken vooruit. Voordat we ze in de vergelijking kunnen opnemen, moeten we weten wat deze factoren zijn en hoe we ze kunnen vinden.
Beschikbaarheid
Verhouding tussen looptijd en geplande productietijd. Neem hoe lang je het activum hebt gebruikt en vergelijk het met hoe lang je van plan was het te gebruiken.
Een activum was bijvoorbeeld gepland om acht uur te draaien. Dat is uw geplande productietijd. Aan het einde van de dienst had hij nog maar zeven en een half uur gedraaid. Dat is de looptijd. Waar hebben we die zeven en een half uur vandaan? We hebben de geplande productietijd (acht uur) genomen en de stoptijd afgetrokken (in dit volledig verzonnen voorbeeld 30 minuten).
Beschikbaarheid =looptijd / geplande productietijd
Prestaties
Verhouding van het totale aantal tot de ideale run rate. Neem hoeveel widgets het item heeft gemaakt en vergelijk het met het maximale aantal widgets dat het had kunnen maken.
Als alles bijvoorbeeld zo perfect mogelijk werkt, produceert uw asset elke acht uur 1000 widgets. Maar toen je dat activum acht uur liet draaien, produceerde het slechts 950. Het was misschien niet van een grote storing. De prestaties worden beïnvloed door langzame cycli, wanneer sommige widgets langer duren dan verwacht om te voltooien. En het wordt ook beïnvloed door kleine stops, pauzes die zo kort zijn dat ze niet worden meegeteld in de stoptijd. Maar kleine stops tellen wel op en beïnvloeden de prestaties.
Prestaties =totaal aantal / ideale run rate
Kwaliteit
Verhouding van goede onderdelen tot totaal aantal. Neem het aantal onderdelen dat door de kwaliteitscontrole komt en vergelijk dit met het totale aantal geproduceerde onderdelen. Het is iets specifieker dan dat. Goede onderdelen slagen de eerste keer dat ze worden geïnspecteerd en vereisen geen extra nabewerking. Andere onderdelen kunnen uiteindelijk slagen, maar ze tellen niet mee voor je aantal goede onderdelen.
We gebruiken bijvoorbeeld opnieuw de klassieke widget, van de 950 widgets die je in acht uur hebt gemaakt, waren er 945 goed.
Kwaliteit =goede onderdelen / totaal aantal
Zodra we onze drie verliesgerelateerde factoren hebben, kunnen we snel de OEE berekenen. Maar waarom is deze tweede vergelijking beter dan de eerste? Het heeft te maken met hoe u OEE gebruikt, wat in de volgende secties wordt behandeld.
Hoe gebruik te maken van OEE
De algehele effectiviteit van apparatuur is een indicator van de efficiëntie van een productieproces. Als je het eenmaal hebt berekend, kun je het als benchmark of baseline gebruiken.
OEE als maatstaf
Bij het vergelijken van OEE's zal er altijd enige variatie zijn op basis van het type productie, maar hier zijn enkele algemene cijfers.
100% perfect. Je produceert zo snel mogelijk, zonder stops, zonder fouten.
85% Wereldklasse. Voor veel fabrikanten is dit het langetermijndoel.
65% Typisch. Het goede nieuws is dat er veel ruimte is voor verbetering.
40% Niet ongehoord. Vaak wanneer bedrijven voor het eerst OEE gaan volgen, bevinden ze zich hier. Nogmaals, het goede nieuws is dat er veel ruimte voor verbetering is.
U kunt het ook gebruiken voor interne benchmarking. U kunt bijvoorbeeld de OEE's van twee vergelijkbare activa vergelijken. Of u kunt de OEE's van een actief bekijken vanuit verschillende ploegen.
OEE als basislijn
U kunt OEE ook gebruiken om activa in de loop van de tijd te volgen. Naarmate u uw processen verfijnt, zou OEE moeten toenemen. Als dat niet het geval is, kunnen de cijfers die u hebt gebruikt om OEE te berekenen, u een aantal solide aanwijzingen geven over waarom. Nogmaals, hier is waarom het beter is om de tweede manier om OEE te berekenen. Om de OEE te krijgen, heeft u uw verliesgerelateerde factoren nodig. En het zijn die factoren die je helpen erachter te komen wat er mis gaat.
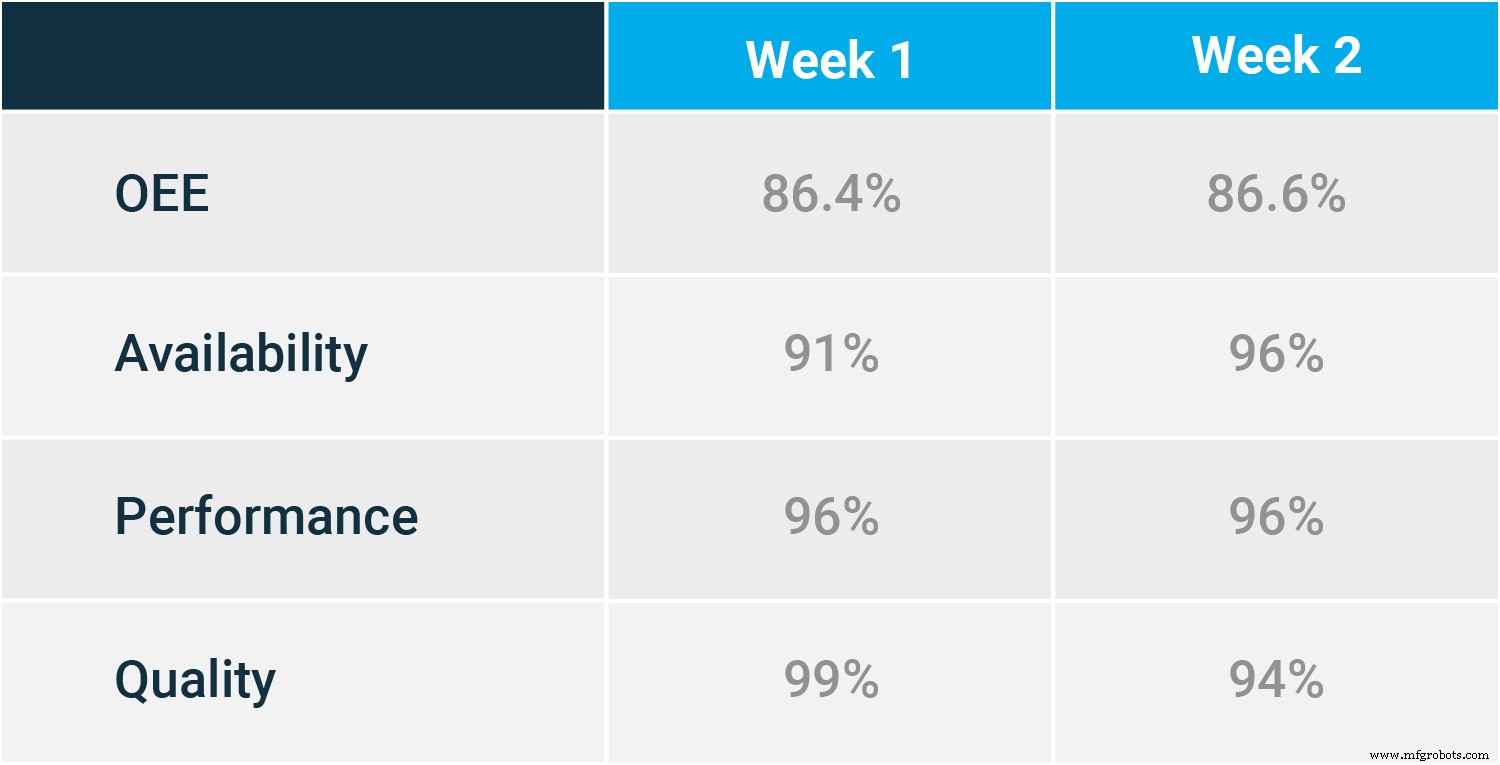
als je de verliesfactoren kent, kun je zien wat je tegenhoudt
Als beschikbaarheid de OEE naar beneden haalt, kan het zijn dat het activum niet op het juiste preventieve onderhoudsschema staat. Het faalt te vaak, waardoor uw werkorders voor preventief onderhoud te ver uit elkaar liggen. Langere uitvaltijd kan ook te maken hebben met voorraadbeheer. Als technici op kritieke onderdelen moeten wachten voordat ze reparaties kunnen uitvoeren, moet u de voorraadniveaus hoger instellen om ervoor te zorgen dat ze de onderdelen hebben die ze nodig hebben wanneer ze die nodig hebben. Werkordersoftware zorgt ervoor dat uw PM-werkorders tijdig en met de juiste frequentie worden ingepland.
Als OEE prestatieproblemen heeft, voert u mogelijk het verkeerde type onderhoud uit of het juiste type, maar onjuist. U kunt bijvoorbeeld de banden inspecteren en opnieuw uitlijnen volgens het juiste tijd- of meterschema, maar u lijnt ze niet goed uit. Het is alsof je elke ochtend op hetzelfde tijdstip aan het ontbijten bent, en het is de juiste tijd, half acht, maar in plaats van koffie en toast eet je een ijsje. Juiste planning, verkeerde taak.
Kwaliteitsproblemen verlagen ook de OEE, maar zijn meestal niet iets dat de onderhoudsafdeling kan oplossen. Het activum is mogelijk niet correct ingesteld of er kan sprake zijn van een bedieningsfout. Het probleem kan zelfs van de grondstof zijn.
OEE is slechts één van de belangrijke KPI's voor onderhoud. Er zijn er nog veel meer, maar het is niet het geval van hoe meer, hoe beter. U moet degene vinden die het beste voor u werken, die u helpen uw doelen te bereiken door u informatie te geven die u kunt gebruiken. Stel je voor dat je op roadtrip bent. Het is handig om dingen te weten zoals uw gemiddelde snelheid en kilometerstand. Je zou ook het aantal omwentelingen van de banden kunnen volgen, maar wat heeft het voor zin? Niet elk type data heeft waarde. Bekijk Wat zijn MTTR-, MTBF- en MTTF-statistieken? voor een goede introductie tot enkele van de meest voorkomende voor productie.
Industriële technologie
- Knelpunten in de productie – een definitieve gids
- Productiedoorvoer – Een uitgebreide gids over belangrijke productiestatistieken
- Gids voor snelle productie
- Drew Troyer:algehele effectiviteit van apparatuur
- Nieuw boek is Primer on Overall Equipment Effectiveness
- Inzicht in onderhoudsstatistieken:algehele effectiviteit van apparatuur
- Het belang van apparatuuronderhoud in de productie
- Werkuitrusting:is het tijd voor een upgrade?
- Een gids voor het maken van een onderhoudsprogramma voor apparatuur
- Een definitieve gids voor Lights-Out Manufacturing
- Een definitieve gids voor elektromagnetische remmen en hun gebruik in productieapparatuur