


Plasmabooglassen:definitie, werking, uitrusting, toepassingen, voordelen
In dit artikel leer je wat plasmabooglassen is ? en het werkprincipe , apparatuur, typen, toepassingen, voordelen en meer. U kunt ook een PDF-bestand . downloaden van dit bericht aan het einde.
Wat is Plasmabooglassen ?
Plasmabooglassen is een booglasproces waarbij gebruik wordt gemaakt van warmte die wordt geproduceerd door een gecomprimeerde boog tussen een niet-afsmeltbare wolfraamelektrode en een ander werkstuk (overgedragen boogproces) of een watergekoeld vernauwend mondstuk (niet-overgedragen boogproces).
Het plasma is een gasvormig mengsel van positieve ionen, elektronen en neutrale gasmoleculen. Het overgedragen boogproces produceert plasmastralen met een hoge energiedichtheid en kan worden gebruikt voor lassen en snijden met hoge snelheid van keramiek, koperlegeringen, staal, aluminium, nikkellegeringen en titaniumlegeringen.
Het niet-overgedragen boogproces produceert een plasma met een relatief lage energiedichtheid. Het wordt gebruikt voor het lassen en plasmaspuiten (coaten) van verschillende metalen. Aangezien het werkstuk bij niet-overgedragen plasmabooglassen geen deel uitmaakt van het elektrische circuit, kan de plasmaboogtoorts van het ene werkstuk naar het andere gaan zonder de boog te doven.
Werkingsprincipe van plasmabooglassen
De PAW werkt volgens het principe wanneer een voldoende hoeveelheid energie wordt geleverd aan een inert gas, komen sommige van zijn elektronen vrij uit hun kern, maar reizen ermee mee.
Nadat de elektronen bewegen, worden de atomen omgezet in een hete geïoniseerde toestand. Dit is de meest voorkomende toestand van de stof die bekend staat als de vierde toestand van materie.
Deze geïoniseerde atomen hebben hoge temperaturen die worden gebruikt om de twee platen te verbinden. Dit is het basisprincipe van PAW. Dit lassen is een vorm van TIG-lassen waarbij een niet-smeltbare wolfraamelektrode wordt gebruikt om de boog te genereren.
- Booglassen:soorten, apparatuur, toepassingen en meer
- Hoe werkt onderwaterlassen?
Apparatuur voor plasmabooglassen
Hier volgen de uitrustingen van PAW:
- Plasmaboogtoorts
- Afscherming en plasmagastoevoer
- Vulmetaal
- Stroombron
1. Plasmaboogtoorts
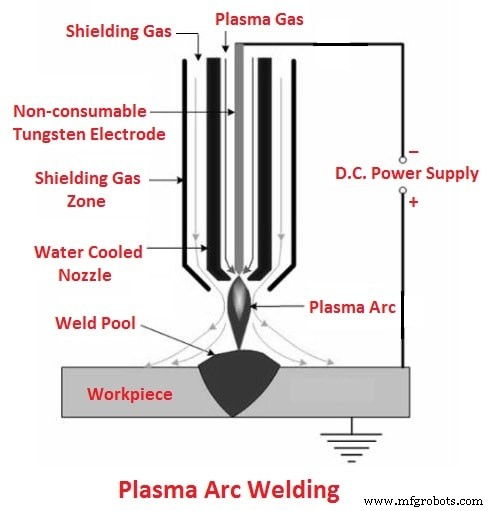
Het bestaat uit vier hoofdonderdelen:wolfraamelektrode, spantangen, binnenmondstuk en buitenmondstuk. De wolfraamelektrode wordt vastgehouden door de spantang. Het interne gasmondstuk levert inert gas om het plasma in de toorts te vormen.
Het buitenste mondstuk levert beschermgassen die het lasgebied beschermen tegen oxidatie. De PAW-toortsen worden gekoeld omdat de boog zich in de toorts bevindt, wat hoge hitte produceert, zodat een watermantel buiten de toorts wordt opgeslagen.
2. Afscherming en plasmagastoevoer
Het plasmagas is vergelijkbaar met een beschermgas dat door een enkele bron wordt geleverd. Voornamelijk inerte gassen zoals argon en helium worden zowel als inerte als als beschermgassen gebruikt. Dit gas wordt geleverd aan zowel inerte als buitenbuizen.
3. Opvulmetaal
Bij dit lasproces wordt vaak geen toevoegmateriaal gebruikt. Als het toevoegmateriaal wordt gebruikt, komt het rechtstreeks in de laszone.
4. Voeding
Het PAW-proces vereiste een DC-voeding met hoog vermogen om een elektrische vonk te produceren tussen de elektrode en de lasplaten (voor het overgedragen PAW-proces), hetzij in de wolfraamelektrode en het ontladingsmondstuk (tussen het niet-overgedragen PAW-proces).
Dit lassen kan met een lage ampère van ongeveer 2 Amp en een maximale stroom die het kan regelen is ongeveer 300 Amp. Het vereist ongeveer 80 volt voor een goede werking. Stroombronnen zijn onder meer transformatoren, gelijkrichters en bedieningsconsoles.
Werking van plasmabooglassen
In eerste instantie worden de werkstukken grondig gereinigd. De stroombron levert het vermogen dat een boog produceert tussen de wolfraamelektrode en het mondstuk, of de wolfraamelektrode en het werkstuk. De wolfraamelektrode geeft een boog met hoge intensiteit die wordt gebruikt voor de ionisatie van gasdeeltjes en zet de openinggassen om in plasma.
Dit hete geïoniseerde gas wordt door een klein gaatje aan de lasplaten toegevoerd. Beschermgassen zoals argon etc worden via een drukventiel en regelventielen naar het externe mondstuk van de lastoorts toegevoerd.
Deze gassen vormen een schild rond het lasgebied dat het beschermt tegen atmosferische gassen zoals zuurstof, stikstof, enz. Het plasma botst op de lasplaten en verandert het in één stuk. Het volgende laswerk wordt in de lasrichting uitgevoerd. Als voor dit lasproces vulmateriaal nodig is, wordt dit handmatig door de lasser aangevoerd.
Soorten plasmabooglassen
Hieronder volgen de twee soorten plasmabooglassen:
- Niet-overgedragen PAW
- Overgedragen PAW
Verschil tussen overgedragen en niet-overgedragen plasmabooglassen :
1. Overgedragen plasmabooglassen
Bij dit lasproces wordt de wolfraamelektrode op de negatieve pool bevestigd en het werkstuk op de positieve pool. Het gebruikt ook een gelijkstroom. Er ontstaat een boog tussen de wolfraamelektrode en het werkstuk.
In dit proces worden zowel plasma als boog naar het werkstuk overgebracht, wat de verwarmingscapaciteit van het proces verbetert. Het wordt gebruikt om dikke platen te lassen.
2. Niet-overgedragen plasmabooglassen
Bij dit lasproces wordt gelijkstroom gebruikt. Waarbij de wolfraamelektrode is bevestigd aan de negatieve en het mondstuk is bevestigd aan de positieve pool. Er ontstaat een boog tussen de wolfraamelektrode en het mondstuk in de toorts.
Dit zal de ionisatie van het gas in de toorts verhogen. De toorts brengt dit geïoniseerde gas over voor verdere verwerking. Het wordt gebruikt om dunne platen te lassen.
Voor- en nadelen van plasmabooglassen
Hier volgen de voordelen van PAW:
- Vereist minder vaardigheid van de operator vanwege de goede tolerantie van boog voor verkeerde uitlijning.
- Hoge lassnelheid.
- Het heeft een hoog penetrerend vermogen (sleutelgateffect).
- Er is veel energie beschikbaar voor lassen. Het kan gemakkelijk harde en ruwe werkstukken lassen.
- De afstand tussen het gereedschap en het werkstuk heeft geen invloed op de boogvorming.
- Het heeft een laag stroomverbruik voor lassen van dezelfde grootte.
- De stabielere boog die wordt geproduceerd door plasmabooglassen.
- Het kan werken met een lage stroomsterkte.
Hier volgen de nadelen van PAW:
- Dure apparatuur.
- Hoge vervorming en breed als gevolg van hoge warmte-inbreng.
- Het is een luidruchtige operatie dus kans op geluidsoverlast.
- Het heeft meer straling.
- Plasmabooglassen vereist hooggekwalificeerde arbeidskrachten.
- De onderhoudskosten zijn hoog.
Toepassingen van plasmabooglassen
U vraagt zich misschien af waar plasmabooglassen voor wordt gebruikt. Hieronder volgen de toepassingen van PAW:
- Dit type lassen wordt gebruikt in de zee- en ruimtevaartindustrie.
- Het wordt veel gebruikt om buizen en pijpen van roestvrij staal of titanium te lassen.
- Het plasmabooglassen dat vaak wordt gebruikt in de elektronische industrie.
- Het wordt meestal gebruikt om gereedschappen, kleurstoffen en mallen te repareren.
- Het wordt ook gebruikt voor het lassen of coaten van turbinebladen.
Download PDF van dit artikel

Conclusie
Dus nu hopen we dat we al uw twijfels over het Plasmabooglassen hebben weggenomen . Als je nog twijfels hebt over de "PAW ” kunt u contact met ons opnemen of vragen in de opmerkingen.
We hebben ook een Facebook-community voor jullie. Als je wilt, kun je lid worden van onze community, hier is de link naar onze Facebook-groep.
Dat was het, bedankt voor het lezen. Als je ons artikel leuk vindt, deel het dan met je vrienden. Als je vragen hebt over welk onderwerp dan ook, kun je die stellen in het commentaargedeelte.
Abonneer u op onze nieuwsbrief om een melding te krijgen wanneer we nieuwe berichten uploaden.
Industriële technologie
- Laserstraallassen versus plasmabooglassen
- Elektronenstraallassen:definitie, constructie, werking, toepassingen, voordelen en nadelen [Opmerkingen bij PDF]
- Wat is plasmabooglassen? - Onderdelen en werking?
- Wat is lassen? - Definitie | Soorten lassen
- Wat is plasmaboogbewerking? - Onderdelen en werking?
- Wat is koolstofbooglassen? - Apparatuur en werken?
- Werkingsprincipes van het booglasproces:
- Inzicht in plasmabooglassen (PAW)
- Werkingsprincipes van SMAW, de voor- en nadelen ervan
- Toepassingen, voor- en nadelen van ondergedompeld booglassen
- Toepassingen, voor- en nadelen van plasmabooglassen