


Ultrasoon verspanen (USM) - Belangrijkste onderdelen, werkingsprincipe, voor- en nadelen met toepassing
Ultrasone bewerking (USM) ook wel ultrasone vibratiebewerking genoemd, is een bewerkingsproces waarbij materiaal van het oppervlak van een onderdeel wordt verwijderd door trillingen met lage amplitude en hoge frequentie van een gereedschap tegen het oppervlak van het materiaal in de aanwezigheid van schurende deeltjes.
- De beweging van het gereedschap vindt verticaal of loodrecht op het oppervlak van het onderdeel plaats. De gereedschapsbeweging met een amplitude van 0,05 mm tot 0,125 mm (0,002 inch tot 0,005 inch).
- De slurry wordt gevormd door fijne slijpkorrels in het water te mengen. Deze slurry wordt gemaakt om over de w/p en de punt van het gereedschap te stromen tijdens het bewerkingsproces. De schurende versterkingsdeeltjes in de slurry helpen bij het verwijderen van het materiaal van het oppervlak van de w/p. De korrelgroottes van het schuurmateriaal liggen doorgaans in het bereik van 100 tot 1000. De kleinere korrels (d.w.z. een hoger aantal korrels) resulteren in gladde oppervlakteafwerkingen.
- Dit bewerkingsproces wordt meestal gebruikt om brosse materialen en materialen met een hoge hardheid te bewerken.
Werkingsprincipe van ultrasoon bewerken
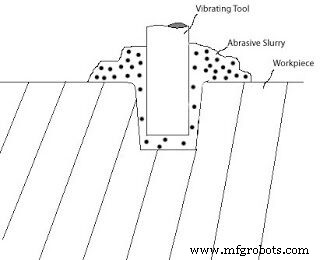
Een elektrische stroom met hoge frequentie (in het ultrasone bereik, d.w.z. 18 kHz tot 40 kHz) wordt gebruikt om mechanische trillingen met lage amplitude en hoge frequentie te genereren. De opgewekte mechanische vibratie wordt gebruikt voor het machinaal bewerken van het oppervlak van een onderdeel in aanwezigheid van schurende korreldeeltjes in de vorm van slurry. De slurry stroomt over het gereedschap en het werkstuk. Wanneer het gereedschap tegen de w/p drukt, schilfert de slurry met schurende deeltjes van de materialen van het oppervlak.
Lees ook:
- Laserstraalbewerking - belangrijkste onderdelen, principe, werken met toepassingen
- Hoe werkt het bewerkingsproces met elektronenstralen?
- Elektrochemische bewerking (ECM) - werkingsprincipe, uitrusting, voor- en nadelen bij toepassing
Hoofdonderdelen
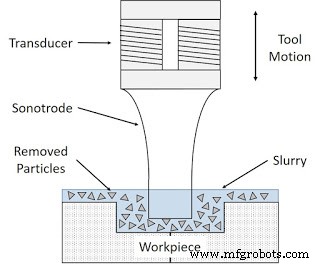
De ultrasone bewerkingsmachine bestaat uit twee hoofdonderdelen transducer en sonotrode (ook wel hoorn genoemd), verbonden met een elektronische besturingseenheid met kabels.
De functie van verschillende onderdelen wordt hieronder beschreven
1. Omvormer:
De transducer bestaat voornamelijk uit een cilinder die is gemaakt van piëzo-elektrisch keramiek. Het zet elektrische energie om in mechanische trillingen. Transducer trilt vervolgens sonotrode met lage amplitude en hoge frequentie.
2. Sonotrode:
Het is gemaakt van koolstofarm staal. Het ene uiteinde ervan is verbonden met de transducer en het andere uiteinde bevat gereedschap. De sonotrode trilt met lage amplitude en hoge frequentie en verwijdert materiaal van de w/p door schuren waar het ermee in contact komt.
3. Besturingseenheid:
De regeleenheid bestaat uit een elektronische oscillator die een hoogfrequente wisselstroom produceert. De geproduceerde frequentie ligt gewoonlijk tussen 18 kHz en 40 kHz in ultrasoon bereik.
Soorten USM
1. Roterende ultrasone vibratiebewerking (RUM):
In RUM mag een verticaal roterend gereedschap om de as van de sonotrode draaien. Het oppervlak van het gereedschap is geïmpregneerd met diamanten die worden gebruikt om het oppervlak van het onderdeel te slijpen. Bij dit type machines wordt geen schurende slurry gebruikt voor het verwijderen van materiaal.
2. Chemisch ondersteunde USM:
Bij deze bewerking wordt een chemisch reactieve schuurvloeistof gebruikt voor het bewerkingsproces.
Werking van ultrasoon bewerkingsproces
- De transducer en sonotrode zijn met een kabel aan de besturingseenheid bevestigd.
- De besturingseenheid heeft een elektronische oscillator die een wisselstroom produceert met hoge ultrasone frequentiebereiken tussen 18 kHz en 40 kHz.
- Deze hoogfrequente wisselstroom wordt aan de transducer geleverd. De transducer zet deze wisselstroom om in mechanische trillingen en geeft deze mechanische trillingen door aan de daaraan bevestigde sonotrode.
- De sonotrode wordt getrild door de transducer met lage amplitude en hoge frequentie. Wanneer deze vibrerende sonotrode het oppervlak van de w/p raakt, verwijdert het het materiaal ervan. De slurry stroomt tussen het gereedschap en het werkstuk en helpt bij het verwijderen van het materiaal van het oppervlak.
- De slurry die bij de ultrasone bewerking wordt gebruikt, bevat 20 tot 60 vol.% water, aluminiumoxide, boorcarbide en siliciumcarbidedeeltjes.
- Dit is hoe ultrasoon bewerken werkt.
Voordelen
- Deze bewerkingsmethode is in staat om bros en hard materiaal met hoge precisie te bewerken.
- Het kan kwetsbare materialen zoals glas en niet-geleidende metalen bewerken die niet zijn bewerkt met niet-traditionele methoden zoals elektrochemische bewerking of bewerking met elektrische ontlading.
- Het is in staat onderdelen met een hoge tolerantie te produceren.
- Er is geen vervorming in het bewerkte materiaal. En dit komt omdat er geen warmte wordt gegenereerd door de sonotrode tegen de w/p.
- Er is geen verandering waargenomen in de fysieke eigenschappen van het materiaal.
- De geproduceerde machinaal bewerkte onderdelen vereisen minder nabewerkingsproces vanwege het ontbreken van bramen in het proces.
Nadelen
- Het verwijderen van metaal is traag vanwege microchips of erosiemechanisme.
- De slijtage van de sonotrode-tip treedt sneller op.
- Het machinaal bewerken van diepe gaten is met deze methode niet eenvoudig vanwege het onvermogen van schurende slurry om op de bodem van het gat te stromen (behalve roterende ultrasone bewerking).
- Ultrasone vibratiebewerking kan alleen worden gebruikt om materialen te bewerken met een hardheidswaarde van ten minste 45 HRC (HRC:Rockwell Scale om de hardheid van een materiaal te meten).
Toepassing
- Het wordt vaak gebruikt om brosse en harde materialen te bewerken. Glas, carbiden, keramiek, edelstenen en gehard staal zijn de meest voorkomende materialen die door USM worden bewerkt.
- Het is een zeer nauwkeurige bewerkingsmethode en wordt gebruikt bij het maken van micro-elektrochemische systeemcomponenten zoals microgestructureerde glaswafels.
Referentie: wikipedia.org
Industriële technologie
- Hoonproces:definitie, onderdelen of constructie, werkingsprincipe, voordelen, toepassing [Opmerkingen bij PDF]
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Laserstraalbewerking ::Principe, Werking, Apparatuur, Toepassing, Voor- en Nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektrochemische bewerking:principe, bewerking, uitrusting, toepassing, voor- en nadelen
- Elektrische ontladingsbewerking:principe, werking, uitrusting, voor- en nadelen met diagram
- Elektroslaklassen:principe, werking, toepassing, voor- en nadelen
- Ultrasoon bewerken:onderdelen, werking, toepassingen, voordelen met PDF