


Verschil tussen fusielassen en solid-state lassen
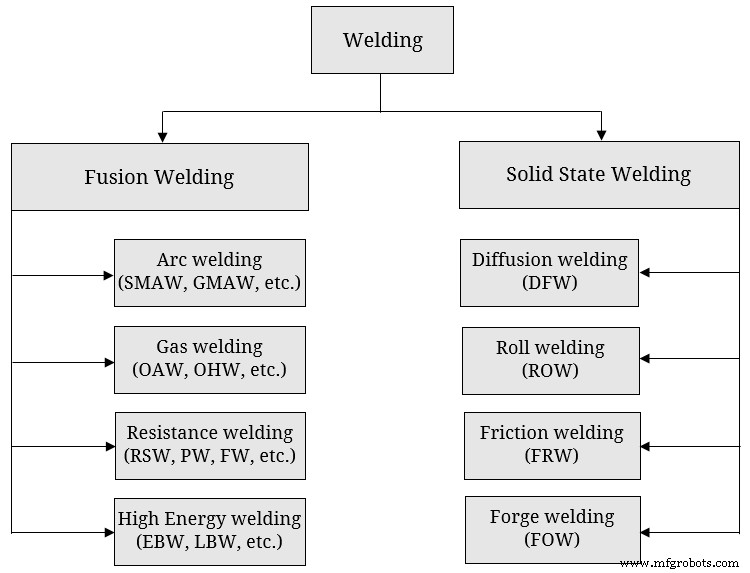
Vereiste voor het verbinden van twee of meer componenten is inherent aan de productie. Er bestaan verschillende verbindingstechnieken om een grote verscheidenheid aan materialen op verschillende manieren te assembleren. Sommige van deze processen zorgen voor blijvende gewrichten, terwijl andere zorgen voor tijdelijke gewrichten. Net als klinken, koppelen en lijmen, is ook lassen een permanent verbindingsproces. Per definitie is lassen een van de verbindingsprocessen waarmee twee of meer vaste componenten permanent kunnen worden verbonden door middel van coalescentievorming, al dan niet met toepassing van externe druk, warmte en toevoegmetaal. Dus zowel warmte als druk zijn niet verplicht omwille van het verbinden door lassen; in feite worden ze alternatief toegepast. Dus bij sommige lasprocessen wordt externe warmte toegepast; terwijl bij andere processen externe druk wordt uitgeoefend. Op grond hiervan kunnen lasprocessen grofweg in twee groepen worden ingedeeld:smeltlassen en solid-state lassen.
In al die lasprocessen waarbij voldoende warmte van een externe bron wordt toegepast voor het samensmelten of smelten van faying-oppervlakken van de basiscomponenten om een lasrups te vormen, worden smeltlasprocessen genoemd. . Bij dergelijke processen is meestal geen druk gewenst. Alle lasprocessen van booglassen, gaslassen en weerstandslassen vallen onder smeltlassen. Het is ook vermeldenswaard dat het smelten van faying-oppervlakken van de grondplaat optreedt als gevolg van directe toepassing van warmte en niet als gevolg van druk, wrijving, enz.
Aan de andere kant, in solid state lasprocessen , er wordt niet direct warmte toegepast; in plaats daarvan wordt in de meeste gevallen voldoende druk uitgeoefend. Als gevolg van druk kan er warmte ontstaan in de contactzone; gewoonlijk blijft deze temperatuur echter ruim onder het smeltpunt van basiscomponenten. Diffusielassen, smeedlassen, explosielassen, druklassen, wrijvingslassen, etc. zijn voorbeelden van deze categorie. Belangrijke verschillen tussen smeltlassen en solid-state lassen worden hieronder in tabelvorm gegeven.
Tabel:Verschillen tussen smeltlassen en solid-state lassen
| Fusielassen | Solid-state lassen |
|---|---|
| Bij smeltlasprocessen smelten de oppervlakten van de basiscomponenten samen om een lasrups te vormen. | Een dergelijk smelten vindt niet plaats; de temperatuur van de faying-oppervlakken blijft altijd onder het smeltpunt van het moedermateriaal. |
| Warmte wordt rechtstreeks van buitenaf toegepast. Druk is echter niet nodig. | Er wordt geen directe warmte toegepast om het verbinden te vergemakkelijken; in plaats daarvan wordt in de meeste gevallen voldoende druk uitgeoefend. |
| Extern vulmateriaal kan, indien nodig, eenvoudig worden aangebracht. | Solid-state lasprocessen zijn meestal autogeen en ook toevoegmetaal kan niet gemakkelijk worden aangebracht. |
| Er bestaat een bredere warmtebeïnvloede zone (HAZ) rondom de lasrups vanwege de hoge warmte-inbreng. | HAZ is smal omdat er geen smelten optreedt. In de meeste gevallen is HAZ verwaarloosbaar en vormt het geen probleem op de gelaste structuur. |
| Door intense verhitting en daaropvolgend smelten worden verschillende mechanische en metallurgische eigenschappen aangetast. | Mechanische en metallurgische eigenschappen worden niet ernstig aangetast. |
| Verschillende metalen verbindingen door smeltlassen is gemakkelijker. | Verschillende metalen verbindingen door solid state lassen is erg moeilijk. |
| Hoge vervorming vindt plaats vanwege overmatige warmte-inbreng. De juiste bevestiging moet worden gebruikt om dit te voorkomen. | Niveau van vervorming is laag en vereist meestal geen voorzorgsmaatregelen om dit te vermijden. |
| Alle booglassen, gaslassen, weerstandslassen en lasprocessen met intense energie zijn smeltlassen. | Diffusielassen, druklassen, rollassen, koudlassen, wrijvingslassen, smeedlassen, enz. zijn voorbeelden van lassen in vaste toestand. |
Smelten van faying-oppervlakken: Zoals de naam al doet vermoeden, mogen bij smeltlassen de faying-oppervlakken van de moedercomponent samensmelten om een lasrups of samensmelting te creëren. Vulmetaal, indien toegepast, smelt ook weg en vermengt zich met gesmolten moedermetaal. In tegenstelling hiermee vindt bij solid state lassen geen fusie of smelting plaats en vindt dus het verbinden plaats terwijl de componenten in solid state zijn. Hoewel door gelijktijdige toepassing van druk en wrijving de temperatuur van de moedercomponenten kan stijgen; het blijft echter altijd onder het smeltpunt van onedel metaal en er vindt dus geen fusie plaats. Dit is in feite het belangrijkste verschil tussen twee soorten lassen.
Toepassing van warmte en druk: Het is duidelijk dat bij smeltlassen warmte van buitenaf moet worden toegepast. Deze warmtebron kan van verschillende typen zijn, zoals een elektrische boog in het geval van booglassen, verbranding van autogeengas in het geval van gaslassen, elektrische weerstandsverwarming in het geval van weerstandslassen en zelfs een intense energiestraal zoals plasma-, laser- of elektronenstraal in het geval van PAW, LBW of EBW. Aan de andere kant vereisen lasprocessen in vaste toestand gewoonlijk het uitoefenen van druk. Er is geen directe toepassing van warmte gewenst; er kan echter warmte ontstaan als gevolg van druk, wrijving, enz.
Toepassing van vulmateriaal: Opvulmateriaal is gewenst om de wortelopening tussen de oudercomponenten te vullen. Op basis van de toepassing van het vulmiddel en de samenstelling ervan, kan lassen worden ingedeeld in drie categorieën:autogeen, homogeen en heterogeen. Als de wortelopening erg klein is, is er geen vulmiddel nodig en wordt een dergelijk proces autogeen genoemd. Solid-state lassen worden meestal uitgevoerd in autogene modus. Aan de andere kant, wanneer vulmiddel wordt aangebracht en de metallurgische samenstelling van het vulmiddel vergelijkbaar is met die van het moedermetaal, wordt dit homogeen lassen genoemd; terwijl als de metallurgische samenstelling van het vulmiddel verschilt van die van het moedermetaal, dit heterogeen lassen wordt genoemd. Fusielassen kan met voordeel in alle drie de modi worden uitgevoerd; er moeten echter extra voorzorgsmaatregelen en optimale parameters worden gebruikt om heterogene samen te voegen.
Aanwezigheid van HAZ: Heat Beïnvloede Zone (HAZ) is de smalle laag in de gelaste componenten rond de lasrups waar het materiaal niet is gesmolten, maar verschillende fysieke en mechanische eigenschappen zijn aangetast als gevolg van verwarming en daaropvolgende koeling. Deze HAZ wordt beschouwd als een zwak gebied omdat het zeer gevoelig is voor mechanisch en chemisch falen. Als gevolg van extreme verhitting bij een temperatuur boven het smeltpunt van het betreffende materiaal, bestaat er een bredere HAZ rond de lasrups wanneer componenten worden verbonden door smeltlasprocessen; terwijl een smalle (soms verwaarloosbare) HAZ kan worden waargenomen wanneer componenten worden verbonden door lasprocessen in vaste toestand, omdat er tijdens het lassen minder warmte wordt gegenereerd.
Veranderingen in mechanische en metallurgische eigenschappen: Verschillende metallurgische eigenschappen zoals korreloriëntatie, korrelstructuur, atomaire defecten, enz. Worden meestal beïnvloed tijdens het lassen. Veel mechanische eigenschappen zoals sterkte, hardheid, taaiheid, enz. worden ook beïnvloed als gevolg van metallurgische veranderingen. Gewoonlijk houden dergelijke veranderingen verband met het niveau van verwarming en daaropvolgende koeling van componenten. Bij smeltlasprocessen wordt hoge warmte toegepast en worden materialen gesmolten, zodat dergelijke processen verschillende eigenschappen tot een extreem niveau kunnen veranderen. In tegenstelling hiermee zijn dergelijke veranderingen mager en meestal binnen acceptabele limieten wanneer het verbinden wordt uitgevoerd met behulp van solid-state lasprocessen.
Mogelijkheid tot het verbinden van verschillende metalen: Een van de grootste voordelen van lassen bij alle verbindingsprocessen is het lekvrij en degelijk verbinden van ongelijksoortige materialen. Niet elk lasproces is hiervoor echter geschikt. Aangezien ongelijksoortige metaalverbindingen in feite heterogeen lassen zijn, kunnen slechts enkele smeltlasprocessen aan deze vereiste voldoen. Het vereist echter uiterste zorg en optimale procesparameters om een goede verbinding te verkrijgen. Solid state lassen is helemaal niet geschikt voor ongelijksoortige metaalverbindingen.
Niveau van vervorming in gelaste constructies: Door ongelijkmatige uitzetting en samentrekking tijdens verwarming en afkoeling bij het lassen, vervormen de geassembleerde structuren naar een ander vlak, wat leidt tot lasfouten. Een dergelijke vervorming in samengevoegde constructies veroorzaakt onnauwkeurigheid in de afmetingen en afgekeurde onderdelen. De neiging tot vervorming in gelaste constructies neemt toe met de toename van de warmte-invoer. Dus als de juiste bevestiging niet wordt gebruikt of als de juiste techniek voor het minimaliseren van vervorming (zoals lassen overslaan, vooraf instellen van de onderdelen in tegengestelde richting, enz.) voormalige zaak.
Voorbeelden van de processen: Alle booglasprocessen (MMAW, GMAW, TIG, SAW, FCAW, ESW, etc.), gaslasprocessen (OAW, OHW, AAW, PGW, etc.), weerstandslasprocessen (RSW, RSEW, PW, PEW, FW , enz.) en lasprocessen met intense energiebundels (PAW, LBM en EBW) zijn voorbeelden van smeltlassen. Diffusielassen (DFW), druklassen (PW), rollassen (ROW), koudlassen (CW), wrijvingslassen (FRW), smeedlassen (FOW), enz. zijn voorbeelden van solid state lassen.
In dit artikel wordt een wetenschappelijke vergelijking tussen smeltlassen en solid-state lassen gepresenteerd. De auteur raadt u ook aan de volgende referenties door te nemen voor een beter begrip van het onderwerp.
- Verschil tussen smeltlassen en solid-state lassen door different.minaprem.com.
- Lasfouten door M. Preto (1 st editie, Aracne).
- Fysische chemie van fusielassen door G.F. Deyev en D.G. Deyev (1 st editie, DGD Press).
Industriële technologie
- Verschil tussen volhardmetaal en wolfraamstaal
- Verschil tussen kettingaandrijving en tandwielaandrijving
- Verschil tussen riemaandrijving en kettingaandrijving
- Verschil tussen draaiproces en freesproces
- Verschil tussen metaalinert gas en metaalactief gaslassen
- Verschil tussen GMAW- en GTAW-lasprocessen
- Verschil tussen MIG-lassen en TIG-lassen
- Verschil tussen Forehand &Backhand lassen
- Wat is het verschil tussen metaalfabricage en metaallassen?
- Wat is het verschil tussen metaalfabricage en lassen?
- Het verschil tussen temperen en gloeien