


Veelvoorkomende problemen en oplossingen bij 3D-printen

Bij het gebruik van 3D-printers (FFF/FDM) kunnen problemen en onvoorziene gebeurtenissen (vooral bij niet-professionele 3D-printers) optreden bij het printen van de modellen die de gebruiker nodig heeft. Dit zorgt voor overlast, vertragingen en andere ongemakken die de gebruiker van de 3D-printer hem nooit wil overkomen. Dit artikel geeft vervolgens een aantal adviezen over het oplossen van deze typische problemen.
Afwezigheid van filament aan het begin van het printen
Wanneer het printen begint, kan het zijn dat er geen hoeveelheid filament wordt vrijgegeven. Dit kan komen door:
Basishoogte zeer dicht bij het mondstuk
Dit wordt opgelost door een nivellering van de basis te maken.
Extruder te hoge temperatuur
Als gevolg van wachten aan het begin van het printen, kan het zijn dat het materiaal dat zich aan het einde van HotEnd bevindt in de basis wordt gedeponeerd door het effect van de zwaartekracht zelf, waardoor er geen materiaal is op het moment van printen.
P>Slechte regulatie van extruderspanning
Als de spanner erg los zit, kan het gebeuren dat het filament niet door de extruder beweegt, maar als het erg strak zit, zal het het filament markeren, wat een slechte oppervlaktekwaliteit van slechte kwaliteit veroorzaakt.
Verstopte extruder
Dit probleem is een van de ergste die een 3D-printer kan overkomen. Wanneer dit gebeurt, is de eerste stap om de temperatuur te oververhitten tot ongeveer 10 - 20 °C ten opzichte van het laatst gebruikte materiaal en een reinigingsfilament (Smart Clean-reinigingsfilament) te introduceren totdat het er schoon en continu uitkomt.
Een goede truc is om de optie van de contourlijn rond het stuk (rok) te activeren en zo te zorgen dat het materiaal uit de extruder komt voordat het printen begint van het stuk zelf.
Afbeelding 1:Afwezigheid van filament aan het begin van het printen. Bron:Simplify3D.
Problemen met de eerste laag
Nadat het probleem van het ontbreken van filament aan het begin van het printen is opgelost, kan het gebeuren dat de eerste bedrukte laag niet aan de basis hecht. Dit kan komen door:
Te veel hoogte tussen de extruder en de basis
Dit probleem wordt waargenomen door deze afstand visueel te controleren wanneer de 3D-printer de eerste laag aan het maken is.
Onvoldoende basistemperatuur
Bepaalde soorten filamenten hebben een basistemperatuur nodig die hoger is dan die van de omgeving, bijvoorbeeld ABS. Als niet aan deze parameter wordt voldaan, verschijnt dit probleem zeker. Afgezien van de temperatuur zijn er materialen die een lijm voor de basis nodig hebben (DimaFix of Magigoo). Voordat u deze lijmen aanbrengt, is het raadzaam om de ondergrond goed te wassen.
Te hoge afdruksnelheid
Voor de meeste 3D-printers wordt een snelheid van de eerste laag van 25 mm/s aanbevolen. Als deze snelheid aanzienlijk wordt overschreden, is het risico dat de eerste laag niet hecht aan de ondergrond zeer groot.
Afbeelding 2:Problemen met de eerste laag. Bron:Simplify3D
Draden rond het stuk/de stukken
Het is gebruikelijk om in 3D-afdrukken materiaaldraden te zien die het stuk omringen of tussen de stukken die tegelijkertijd worden gemaakt. Deze fout is meestal te wijten aan parameters die verband houden met het terugtrekken van de extruder:
Onvoldoende intrekafstand
Deze fout komt veel voor bij "bowden"-systemen, waarbij er een lange afstand is tussen de extrudermotor en de Hotend. Deze afstand varieert met het type materiaal, 8 mm is een goede maatstaf om mee te beginnen en te vergroten als het probleem aanhoudt.
Intreksnelheid
Voor deze parameter moet rekening worden gehouden met de grootte van het stuk en de afstand tussen de stukken. Als het onderdeel of de afstand klein is, is er meer snelheid nodig om de extrudermotor de tijd te geven om het filament terug te laten kaatsen. Als de snelheid te hoog is, ontstaan er belletjes in de HotEnd en zal de extruderpoelie het filament veel markeren.
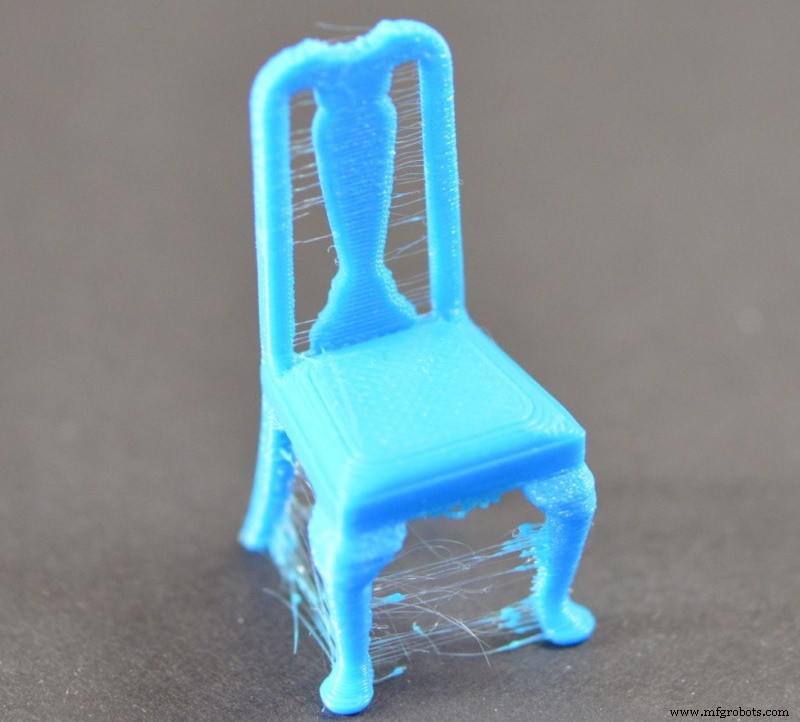
Afbeelding 3:Draden rondom het stuk. Bron:Simplify3D
Zwarte stippen (verkoold) op het afgedrukte stuk
Wanneer deze printfout zichtbaar is, komt dat omdat er filamentresten aan de buitenkant van de nozzle zaten. Deze afzettingen worden stroperig met de temperatuur en met de beweging van de extruder worden ze overgebracht totdat ze aankomen bij het stuk dat wordt bedrukt. Deze afzettingen vinden meestal plaats aan het begin van het printen, op het moment dat de extruder in het "thuis" van de z-as presteert, worden de overblijfselen die aan het mondstuk hangen aan de buitenkant ervan geplaatst. Om dit probleem te voorkomen, moet u aan het begin van het afdrukken controleren of dit niet gebeurt, en als dit toch gebeurt, verwijdert u het filament met een pincet uit het mondstuk.
Stukjes half klaar
Dit probleem is een van de ergste vanwege de vertraging die optreedt bij het afdrukken van een stuk en omdat het optreedt om redenen die gemakkelijk te corrigeren zijn. Voordat u met een afdruk begint, moet u ervoor zorgen dat er voldoende filament beschikbaar is door het filament te wegen. Een praktische tip (kleine of middelgrote stukken) om de beschikbare filamentlengte te benaderen, is door de diameter van het opgerolde filament te meten, de omtrek ervan te berekenen en dit te vermenigvuldigen met het aantal windingen in de spoel. Een andere reden kan zijn dat er een overlapping van het filament optreedt, waardoor wordt voorkomen dat het materiaal de poelie van de extrudermotor binnendringt. Ten slotte, als de spanner van de extruderpoelie niet voldoende strak is, zal het filament er niet doorheen gaan, waardoor de uitvoer van materiaal door het mondstuk wordt gestopt.
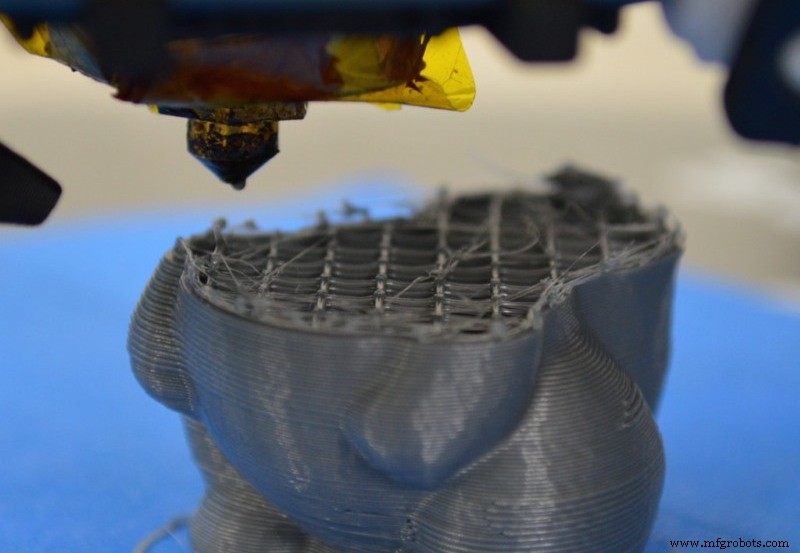
Afbeelding 4:Half gemaakte stukken. Bron:Simplify3D
Scheiding tussen lagen
3D FDM-printen werkt door objecten laag voor laag op te bouwen totdat de gewenste vorm is verkregen. Als de aangrenzende lagen niet goed op elkaar aansluiten, kan het laatste stuk worden gebroken door de lagen samen te voegen. Dit probleem kan twee redenen hebben:
Te hoge laagdikte
Tijdens het 3D-printen van een onderdeel moet ervoor worden gezorgd dat elke laag die wordt vervaardigd voldoende op de onderste laag drukt, zodat de twee lagen op een resistente manier met elkaar worden verbonden. Als algemene regel kan worden aangenomen dat de laaghoogte niet meer mag zijn dan 80 % van de diameter van de mondstukuitlaat. Bij gebruik van bijvoorbeeld een mondstuk van 0,4 mm mag de laaghoogte niet groter zijn dan 0,32 mm. Als tijdens het afdrukken een scheiding tussen de lagen wordt gedetecteerd, wordt aanbevolen de laaghoogte te verkleinen.
Extrusietemperatuur te laag
Zodra is geverifieerd dat de laaghoogte correct is, maar de scheiding tussen de lagen blijft bestaan, zit het probleem in de extrusietemperatuur. Als de temperatuur die door het filament wordt bereikt niet heet genoeg is, zal de hechting met de onderste laag slecht zijn, waardoor het stuk gemakkelijk kan breken. De PLA kan bijvoorbeeld worden geprint bij 180 °C, maar wanneer een gebruiker onderdelen maakt met hoge snelheden (60 mm/s), is de extrusietemperatuur niet voldoende om de lagen sterk te laten hechten, dus moet de temperatuur worden verhoogd met intervallen van 10 °C tot een goede verbinding tussen de lagen is bereikt.
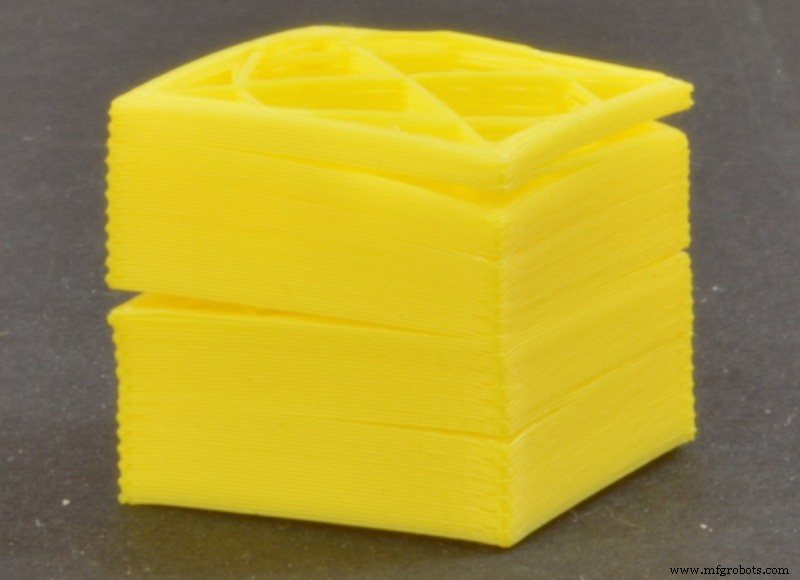
Afbeelding 5:Scheiding tussen lagen. Bron:Simplify3D
Gebrek aan materiaal tussen de buitenste lagen en de vulling (overlap)
Dit symptoom is gemakkelijk vast te stellen, omdat je het stuk maar een paar seconden vastberaden hoeft te observeren en de scheiding tussen de buitenste lagen en de vulling kunt zien. Om het op te lossen, moet u het percentage "overlapping" verhogen, wat meestal 15% is, en verhoog het naar 20% of 25% als u dit probleem heeft.
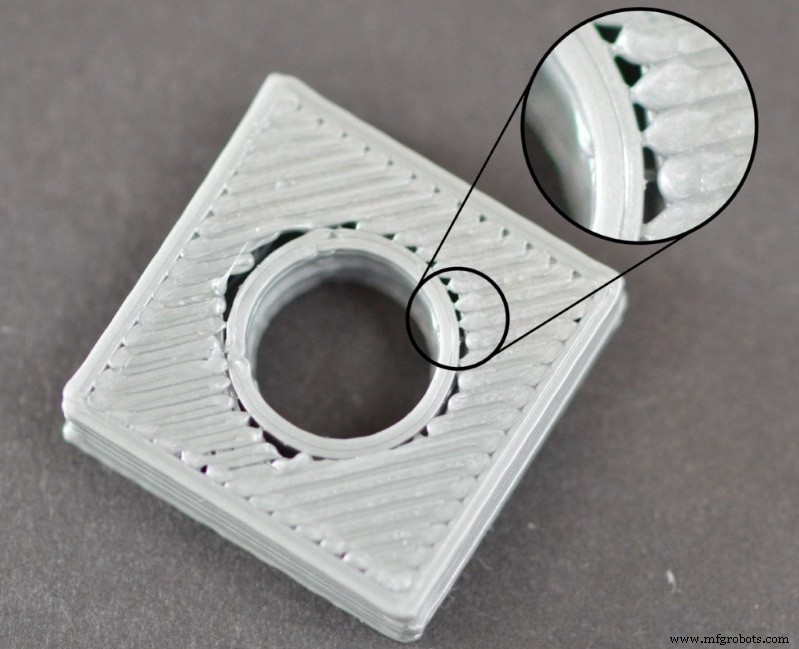
Afbeelding 6:Overlap. Bron:Simplify3D
Kromtrekken
Het wordt "warping" genoemd om de lagen van een stuk die in contact zijn met de basis te knikken. Dit knikken komt vaak voor bij materialen zoals ABS, materialen met hoge extrusietemperaturen en die de neiging hebben om te vervormen als ze afkoelen. Om dit probleem te voorkomen, nemen we meestal onze toevlucht tot:
Hot printbasis
Momenteel hebben de meeste 3D FDM-printers een hotbase om te printen. Voor materialen die gevoelig zijn voor temperatuurveranderingen, zoals ABS, is het gebruik van een basistemperatuur van 100 - 120 ºC de sleutel tot het behoud van maatvastheid.
Afgesloten
Wanneer een gebruiker onderdelen van middelgroot of groot formaat ABS wil maken, is het gebruik van alleen een hete basis niet voldoende om kromtrekken te voorkomen. In dit geval moet de 3D-printer een afgesloten ruimte hebben en als u onderdelen met een groot volume moet maken, wordt een verwarmde omgeving aanbevolen.
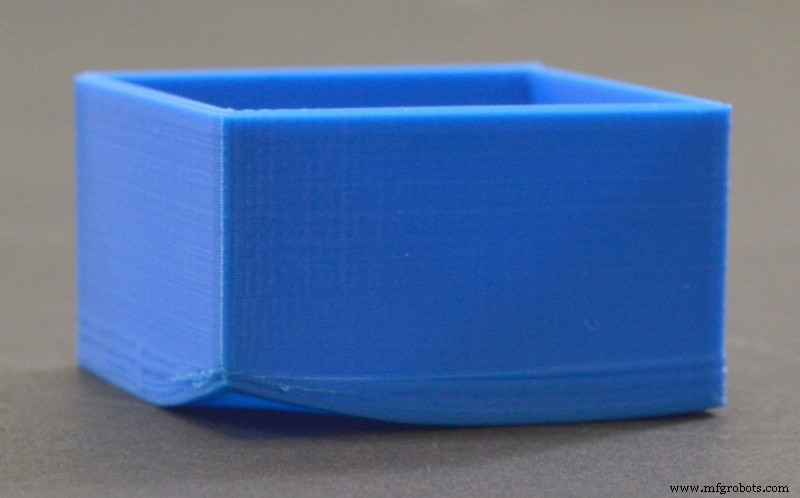
Afbeelding 7:kromtrekken. Bron:Simplify3D
Hiaten tussen de passages van de laatste laag
Wanneer een slechte afwerking van de bovenste laag wordt waargenomen, met een aspect dat een gevoel van gebrek aan materiaal uitstraalt, kan dit te wijten zijn aan een enigszins dichte binnenvulling, met gaten die te groot en moeilijk te bedekken zijn. Een andere factor die dit veroorzaakt, is een onvoldoende aantal lagen na het vullen om het oppervlak volledig te bedekken. Deze fout kan ook optreden als gevolg van onvoldoende filamentstroom, vooral in grote stukken, waar continue passages groot zijn. Om te controleren of er een probleem is met een laag debiet, worden externe metingen gecontroleerd. Als deze kleiner zijn, moet het debiet worden verhoogd van 5% naar 5% totdat het onderdeel de ontwerpmaat heeft.
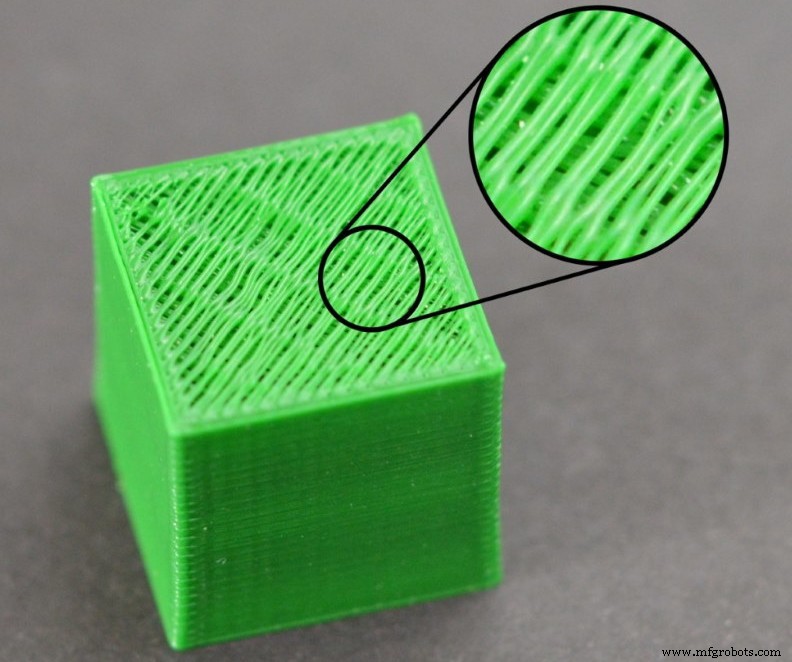
Afbeelding 8:Openingen tussen de doorgangen van de laatste laag. Bron:Simplify3D
Conclusie
Nu alles hierboven is uitgelegd, zouden gebruikers van een 3D FDM-printer moeten weten hoe ze de meeste problemen kunnen oplossen die kunnen optreden bij het dagelijkse 3D-printen.
3d printen
- De meest voorkomende knelpunten in de 3D-printworkflow - en hoe u ze kunt oplossen
- 5 veelvoorkomende problemen met 3D-metaalprinten - en hoe u ze kunt oplossen
- Snel en betrouwbaar:MedTech-oplossingen te midden van de COVID-19-pandemie
- Reactief onderhoud uitgelegd:veelvoorkomende uitdagingen en oplossingen
- Agile productie en 3D-printen
- 3D-printoplossingen voor olie- en gasbedrijven
- De 19 meest voorkomende problemen en oplossingen voor lasergraveermachines
- De 22 meest voorkomende problemen en oplossingen voor CNC-routers
- 13 meest voorkomende problemen en oplossingen voor CNC-plasmasnijders
- 9 Veelvoorkomende lasproblemen en hoe u ze kunt oplossen
- Meest voorkomende problemen en oplossingen met Gerber-bestanden