


MMF #5:een gids voor het insluiten van componenten in 3D-geprinte onderdelen
Markforged Mechanical Features [MMF] is een serie blogposts waarin de beste werkwijzen worden beschreven voor het ontwerpen van veelvoorkomende traditionele technische onderdelen en mechanische functies voor composiet versterkt 3D-printen met Markforged-printers.
Vorige week hebben we het overprinten van moeren onderzocht als een methode voor sterke verbindingen binnen uw industriële 3D-geprinte onderdelen. In dit bericht gaan we nog een stap verder:door overdruk te gebruiken om onderdelen uit meerdere materialen te ontwerpen wanneer verschillende materialen nodig zijn in verschillende onderdelen van een onderdeel. Kort samengevat:het proces voor overdrukken is vrij eenvoudig. U start een afdruk, pauzeert deze halverwege, sluit componenten in de 3D-printtaak in en hervat de afdruk, zodat deze kan 3D-printen over de componenten die u hebt ingesloten.

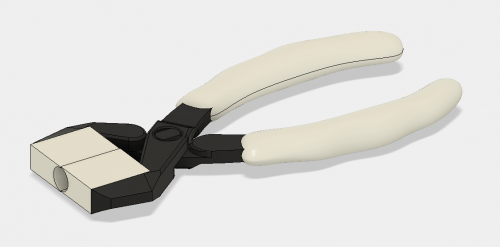
Dit kan worden gebruikt om een meer geïntegreerd product te ontwikkelen, met elektronische componenten ingebed in 3D-geprinte onderdelen, het kan worden gebruikt wanneer twee materialen in hetzelfde onderdeel nodig zijn voor de gewenste materiaaleigenschappen, of, in het geval dat ik hieronder zal uitleggen, kan worden gebruikt om prototypen te maken van onderdelen die moeten worden gemaakt met duurdere productieprocessen voordat wordt besloten tot grote batchhoeveelheden. Voor deze post heb ik een 3D-geprinte tang ontworpen met aanpasbare kaken en een ergonomische handgreep.
Voor deze tang wilde ik een stijf lichaam, maar comfortabele grepen. De Onyx is een beetje ruw voor grip, maar behoorlijk stijf (vooral met vezelversterking), dus ik gebruikte Onyx en glasvezel om de body van de tang en de kaken van de tang te 3D-printen en een comfortabele, stevige nylon 3D-geprinte grip.
Ontwerpen voor overdrukken vertakt zich fundamenteel van ontwerp voor assemblage:hoe maak je het samenstellen van componenten eenvoudig en snel? Omdat u componenten midden in de print inbedt, de printer een vlak oppervlak nodig heeft om op te printen en de printkop het onderdeel dat wordt ingebed niet kruist, komt het ontwerpen voor overdruk dus neer op het ontwerpen van een goede caviteit. Dus hier is een gids over het modelleren en 3D-printen van onderdelen met ingebedde componenten.
De leegte ontwerpen:
Bij het ontwerpen voor overdruk, zoals ik al eerder zei, zul je delen in een leegte insluiten. Wanneer u begint met het ontwerpen van uw onderdeel, moet u vanaf het begin nadenken over vanaf welke zijde het onderdeel wordt afgedrukt, omdat u dit moet weten om een onderdeel correct in te sluiten. Voor dit deel wil ik het hoofdgedeelte van een kant van de tang in de grepen inbedden. Al deze onderdelen zijn toevallig 3D-geprint, maar alleen de grepen hoeven voor dit geval te zijn. Als je een onderdeel overdrukt, heb je misschien nodig dat het volledig in het bedrukte stuk past, of zoals in het geval van deze tang, wil je misschien gewoon een deel van het onderdeel erin plaatsen, in welk geval je ribben nodig hebt of een ander soort functie om het onderdeel beperkt te houden, zoals hieronder getoond.

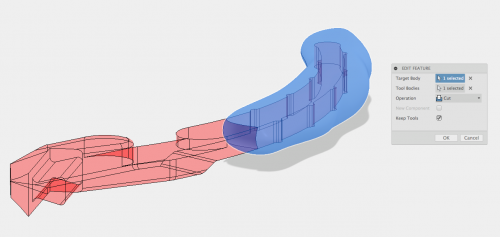
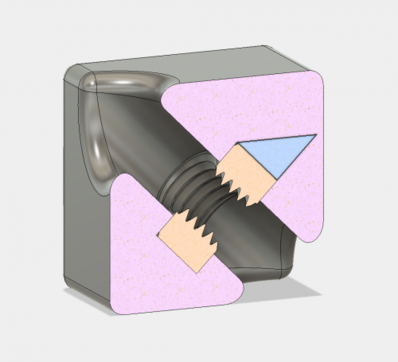
Om de leegte te creëren, heb je een goed CAD-model nodig van zowel het deel dat je in 3D gaat printen als het deel dat je gaat insluiten. bedrukte deel. Als het onderdeel dat u insluit, afgeronde of afgeschuinde bovenranden heeft, moeten deze functies worden verwijderd uit het onderdeel dat u 3D-print - een vlak plafond is noodzakelijk.
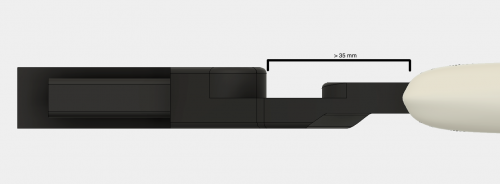
In CAD moet u ook controleren op kenmerken in het ingebedde deel die de bouwplaat of de extruderkop zullen kruisen. Als een deel van het onderdeel dat u gaat inbedden boven de holte uitsteekt, bestaat de kans dat de bouwplaat deze raakt. Om hier rekening mee te houden, moet u ofwel proberen ervoor te zorgen dat het onderdeel dat u insluit een vlak bovenoppervlak heeft, of dat de extrusie ver genoeg weg is zodat er geen kans is dat de extruderkop het raakt, rekening houdend met alle bewegingen van de extruderkop, inclusief nulstelling en dislocatiecontrole. Op de Mark Two composiet 3D-printer bevindt het plastic mondstuk zich ongeveer 35 mm van de voorkant van de printkop, dus alles wat zich in uw ingebedde onderdeel bevindt dat dichterbij is dan dat, kan geraakt worden door de printkop. In deze gevallen moet u uw onderdeel zo oriënteren dat het ingebedde deel naar de voorkant van de printer uitsteekt. Als het aan de zijkant of achterkant uitsteekt, heeft de printkop een grotere kans om erin te kloppen vanwege de manier waarop de printkop op nul stelt en dislocatiecontroles uitvoert. In de tang die ik heb ontworpen, zijn de kaken bijvoorbeeld hoger geheven dan de platte kant waar de grepen omheen worden gedrukt. De kaken waren op een afstand van iets meer dan 35 mm geplaatst om de extruderkop vrij te maken.
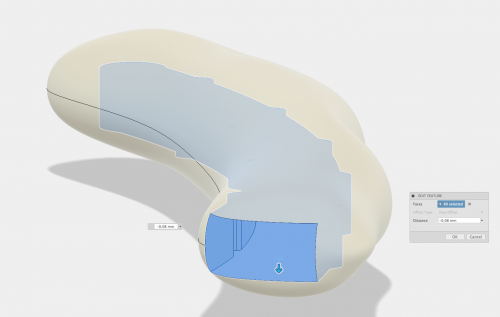
Een heel belangrijke stap om te onthouden bij het ontwerpen van uw 3D-geprinte onderdeel is het rekening houden met tolerantie. Nadat u de booleaanse bewerking hebt uitgevoerd, moet u elk vlak met ongeveer 0,08 mm op elk vlak verschoven om ervoor te zorgen dat u een oppervlak krijgt dat gelijk ligt met de laag waarop dit deel wordt gepauzeerd. Dit geldt ook voor de wanden van de holte - als je je onderdeel niet in de holte kunt passen omdat de holte net iets te klein is, dan kun je het niet repareren tenzij je een nieuwe print! Better safe than sorry en ontwerp de holte een beetje te groot.
Als uw bovenoppervlak een vreemde geometrie heeft, moet u een secundair inzetstuk ontwerpen om aan de holte toe te voegen om te zorgen voor een stevige pasvorm die zich vormt op het bovenoppervlak van het ingebedde onderdeel. Dit proces wordt uitgelegd in de tweede helft van mijn ingesloten notenblogpost van vorige week, en exact hetzelfde proces kan worden geïmplementeerd voor andere componenten. Als u dit liever niet doet, kunt u dit omzeilen door het plafond van de holte boven het ingevoegde deel te kantelen, maar dat betekent dat het onderdeel, afhankelijk van de geometrie, los kan zitten in het 3D-geprinte deel.
Meestal probeer ik bij het ontwerpen voor overdruk het gebruik van ondersteunend materiaal te vermijden. In sommige gevallen is het echter nodig voor het ontwerp en dat is geen probleem:ondersteuningsmateriaal kan eenvoudig uit de holte worden verwijderd voordat het in het ingebedde onderdeel wordt geplaatst.
Pauzes toevoegen in Eiger:
In het interne weergavemenu van Eiger kunt u eenvoudig een pauze toevoegen na een geselecteerde laag, waardoor het gemakkelijk wordt om onderdelen in uw 3D-geprinte componenten in te bedden. Zoek de laag net voordat het dak van de holte begint af te drukken en klik op "Pauze na laag". Bij die laag kunt u de tijd noteren die nodig is om de pauze te bereiken en die gebruiken om te bepalen wanneer u moet inchecken op uw afdruk baan.

Onthoud dat als uw onderdelen geen ondersteuningsmateriaal nodig hebben, het een goed idee is om ondersteuningen uit te schakelen. Als ze dat echter wel doen, is dat prima! Je kunt ze verwijderen, zoals ik later zal uitleggen.

Houd bij het oriënteren van uw onderdeel op de bouwplaat rekening met de toegankelijkheid van het onderdeel. U wilt het onderdeel er snel in kunnen stoppen en de afdruk kunnen hervatten, zodat u uw onderdeel zo kunt oriënteren dat u er gemakkelijk bij kunt. Voor dit onderdeel heb ik het helemaal naar voren geplaatst, zodat ik gemakkelijk in het lichaam van de tang kon klikken.

Het onderdeel toevoegen:
Als het tijd is om het onderdeel aan de print toe te voegen, zijn timing en snelheid de sleutelwoorden. Omdat Markforged-printers FFF-machines (Fused Filament Fabrication) zijn, wordt het plastic verwarmd, geëxtrudeerd en gekoeld. Als het afkoelt, krimpt het een beetje, wat, als de afdruk lang genoeg wordt gepauzeerd, een veel zwakkere laaghechting op dat vlak kan veroorzaken. Wanneer u een onderdeel in een printopdracht plaatst, wilt u dit zo snel mogelijk doen om dit risico te verkleinen. Met Eiger kunt u inschatten wanneer uw printer pauzeert, zodat u op tijd kunt komen en voorbereid bent op wanneer uw printer pauzeert. Zoals ik eerder heb uitgelegd, kan ondersteunend materiaal nodig zijn vanwege andere functies in uw ontwerp. Deze grip heeft bijvoorbeeld ondersteuning nodig omdat deze een complex bodemoppervlak heeft. In mijn geval zal de leegte die ik heb ontworpen zich vullen met steunen, maar dat is geen probleem - als dit gebeurt, kun je ze er gewoon uittrekken voordat je het onderdeel plaatst.

Nu is het tijd om het onderdeel in de print te plaatsen. Daarom zijn toleranties zo belangrijk. U moet ervoor zorgen dat het ingesloten onderdeel perfect vlak ligt of iets onder de laag ligt waarop de afdruk is onderbroken. Als het iets omhoog staat, zal uw printkop vastlopen tegen het ingebouwde onderdeel en de hele print verpesten, of het filament zal vastlopen wanneer u probeert over het onderdeel te printen.
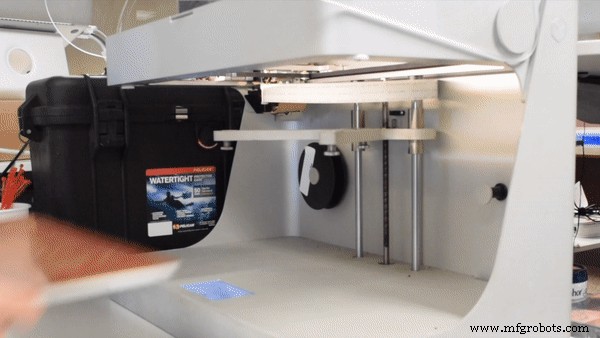
Wanneer een afdruk pauzeert op de Markforged 3D-printer, beweegt de printkop uit de weg, zodat u eenvoudig de bouwplaat van de printer kunt verwijderen en uw onderdeel kunt toevoegen. De kinematisch gekoppelde bouwplaat zorgt ervoor dat het printbed meteen weer op zijn plaats klikt wanneer u verder wilt gaan.

Als u een onderdeel toevoegt dat geen Markforged 3D-geprint onderdeel is, moet u een laag lijm op het bovenoppervlak van het onderdeel aanbrengen. Deze lijm wordt normaal gesproken aan het begin van een afdruk op de bouwplaat aangebracht om te helpen bij de hechting van de bouwplaat, en in deze context gebruiken we het om precies dezelfde redenen:het nylon hecht beter aan het bovenoppervlak van het onderdeel.

En na het printen van twee van deze en het vastklikken van een kleine pin bij het gewricht, heb ik nu een 3D-geprinte tang met aanpasbare, verwisselbare kaken en ergonomische handgrepen!


Als je deze zelf wilt maken, zijn hier de bestanden:
Tang en pin MFP (vereist Onyx en glasvezel)
Handvatten MFP (vereist nylon)
Aangepaste JAW MFP (vereist nylon)
Tang STL
Pin STL
Grip STL
Aangepaste kaak STL
Andere toepassingen:
De toepassingen van overdruk zijn wijd en zijd, omdat u hiermee volledig geïntegreerde assemblages kunt maken die op geen enkele andere manier hadden kunnen worden gemaakt. Hoewel dit voorbeeld het insluiten van een gedeelte van een onderdeel voorstelt om een ergonomische grip te creëren, kunt u ook hele onderdelen insluiten en zijn dezelfde regels van toepassing. U wilt bijvoorbeeld een prototype maken van een onderdeel dat uiteindelijk zal worden overgoten, of u wilt misschien een onderdeel maken met ingebouwde elektronica voor een geïntegreerd elektromechanisch systeem. Misschien wilt u verborgen moeren of lagers insluiten in een 3D-geprint onderdeel, of een multimateriaal-build maken met een enkele plastic extruder 3D-printer. Als je het overprinten en inbedden van componenten in 3D-geprinte onderdelen hebt uitgeprobeerd, deel het dan met ons op Twitter, Instagram of Facebook!
3d printen
- Nou, dat ging niet samen:een handleiding over passende technische onderdelen
- Metalen voor uw 3D-geprinte onderdelen — Een praktische gids
- TPU 3D-printen:een gids voor 3D-printen van flexibele onderdelen
- Metalen 3D-printtoepassingen (deel 1)
- Een 3D-geprinte Tesla-turbine ontwerpen – deel 1
- 3D-geprinte extreme drones
- Maatnauwkeurigheid van 3D-geprinte onderdelen
- Een gids voor windturbinecomponenten
- Hoe krijg je sterkere 3D-geprinte onderdelen
- Inspectiemethode voor 3D-geprinte onderdelen (deel 3)
- De ultieme gids voor het ontwerpen van bewerkte onderdelen