


Het belang van uniforme wanddikte bij spuitgieten [Gids]
Als je ooit een plastic onderdeel uit elkaar hebt gehaald, zul je merken dat deze onderdelen wanddiktes hebben die even groot zijn. Nou, dat is geen toeval. De wanddikte bepaalt in grote mate het succes of falen van het onderdeel. Het is een van de belangrijkste regels van spuitgietontwerp. Als dit niet goed wordt gedaan, kan dit leiden tot tal van problemen bij het bewerken van het onderdeel. In dit artikel bespreken we waarom uniforme spuitgietdikte belangrijk is, welke defecten dit kan veroorzaken als het niet goed wordt uitgevoerd, en wat de relatie is tussen materiaalkeuze en het bewerken van spuitgietwanden.
De principes waarmee u rekening moet houden bij het ontwerpen van wanden voor injectieonderdelen
Na het afwerken van de bewerking moet het onderdeel krimpen om het gemakkelijk uit de mal te kunnen halen. De snelheid waarmee kunststof onderdelen in een spuitgietproces krimpen, is afhankelijk van twee belangrijke factoren:de dikte van de wanden en de kunststofdikte van het gebruikte materiaal. Alle plastic onderdelen krimpen als ze afkoelen. Daarom is het ontwerp voor deze kunststof onderdelen zo gedaan dat dit krimpen uniform is. Verschillende krimpsnelheden leiden tot verschillende defecten, zowel cosmetisch als fataal. Tijdens het plastic ontwerp voor wanddikte, zijn hier enkele regels waar ontwerpers rekening mee houden:
Scherpe hoeken
De hoeken van een onderdeel zijn erg belangrijk om te bepalen of het onderdeel zal falen of niet. Dit komt omdat onderdelen met scherpe hoeken een hoge mate van spanningsconcentratie zullen hebben. Dit kan de kunststofstroom belemmeren en defecten aan het onderdeel veroorzaken. Om dit te voorkomen, maken de meeste ontwerpers de binnenradius van een hoek 0,5 keer de plastic dikte, terwijl de buitenradius 1,5 keer de plastic dikte is.
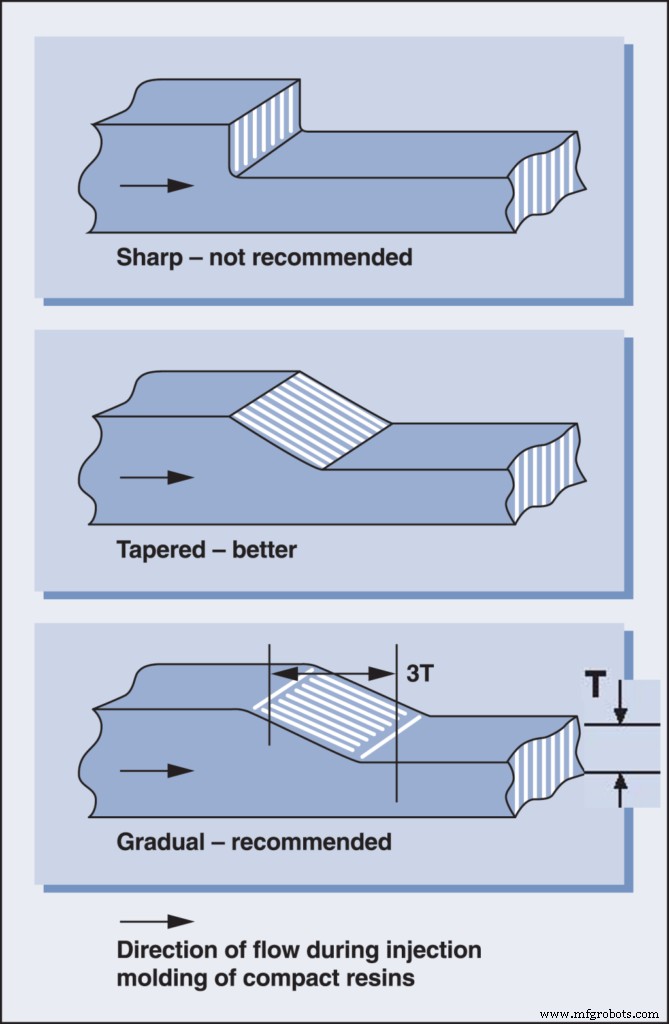
Aangrenzende wanddikte
Voor aangrenzende muren mag de dikte van de ene muur niet minder zijn dan 40 tot 60 procent van de andere. Ook moeten beide wanddiktes binnen de drempel voor het betreffende materiaal liggen.
Concepthoeken
Tocht helpt bij het gemakkelijk verwijderen van onderdelen uit de mal. Over het algemeen moet u rekening houden met zoveel tocht als de kunststofdikte toelaat. In de meeste gevallen is één tot twee graden tocht naast een extra 1,5 graad per 0,25 mm kunststofdikte voldoende. Dit kan variëren, afhankelijk van het vormontwerp, de wanddikte en de onderdeeldikte.
Bazen
Richtlijnen voor vormontwerp op wanddikte moeten van toepassing zijn op nokken (de cilindrische structuur die de opening omringt die bedoeld is voor een schroef). Ze moeten een dikte hebben van 40 tot 60 procent van die van het omringende gebied.
Velgen en bochten
Ook de dikte van velgen en bochten moet zo gelijkmatig mogelijk zijn. Een manier om dit te waarborgen is door voldoende radii aan de curven toe te voegen. Dit helpt ervoor te zorgen dat het plastic materiaal soepel door de vormholte stroomt.
Ribbetjes
Ribben kunnen worden uitgevoerd in delen die kracht vereisen. Het voordeel van het gebruik van ribben boven het verdikken van het onderdeel is dat ze het risico op kromtrekken verminderen. Ribben zijn ook kosteneffectiever omdat ze sneller afkoelen en minder materiaal nodig hebben om te produceren.
Waarom is het belangrijk om een uniforme wanddikte te behouden?
Uiterlijk
Een ongelijke wanddikte beïnvloedt de esthetiek van een spuitgegoten onderdeel. Door ongelijkmatige wanddikte kunnen gebreken zoals kromtrekken en verzakkingen ontstaan. Oppervlakkige problemen zoals stroomlijnen kunnen ook worden opgemerkt.
Gating-uitdagingen
Gating wordt gedaan van dikke secties naar dunnere secties. Een ongelijke wanddikte kan ertoe leiden dat gesmolten plastic van dunne delen naar dikkere delen stroomt. Dit leidt tot problemen omdat het plastic materiaal kan beginnen af te koelen in het dunne gedeelte, waardoor de stroom naar het dikkere gedeelte effectief wordt geblokkeerd. Hierdoor ontstaan gebreken als zinken en kromtrekken.
Afschuifspanning
De schuifspanning van de kunststof in stroming kan worden beïnvloed door variërende wanddikte. De schuifspanning van de stromende kunststof die met een constante vulsnelheid beweegt, neemt toe naarmate de wanddikte afneemt. Ongelijke wanddikte resulteert dus in verschillende graden van schuifspanning. Dit is een belangrijke oorzaak van kromtrekken in kunststoffen.
Koelsnelheid
Dikkere secties hebben meer tijd nodig om af te koelen. Een deel met ongelijke wanddikte zal in de mal moeten blijven totdat het hele deel is afgekoeld. Dit leidt tot een toename van de cyclustijd en het algehele productieproces.
Kosten
Dikkere muren vereisen meer plastic materialen om te vullen. Ze hebben ook meer tijd nodig om af te koelen. Meer materialen en een langere tijd op de spuitgietmachine zullen de productiekosten alleen maar verhogen.
Defecten veroorzaakt door ongelijke wanddikte
Hoewel spuitgieten een van de beste methoden is voor het vervaardigen van onderdelen, zijn er nog steeds factoren die kunnen leiden tot defecten in uw eindproduct. Door het vormproces en de kunststofdikte van de gebruikte materialen kunnen verschillende defecten ontstaan. Hieronder worden enkele van de defecten gemarkeerd die worden beïnvloed door de wanddikte.
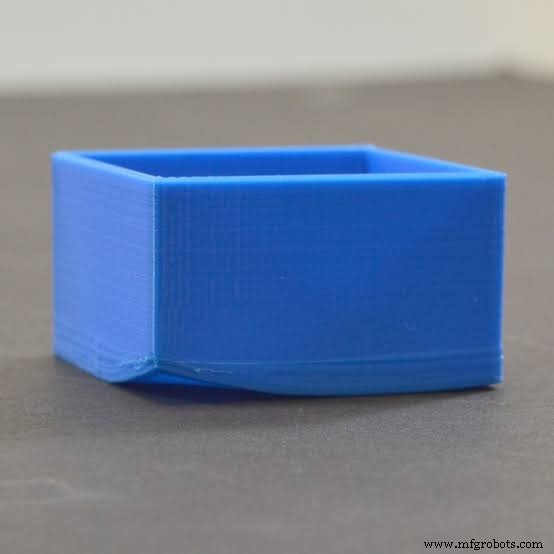
Warpage
Kromtrekken ontstaat als gevolg van het ongelijkmatig krimpen van de verschillende onderdelen van een product. Dit veroorzaakt kronkels en buigingen in de vorm van het product bij voltooiing. Zoals is benadrukt, zorgt een ongelijke wanddikte ervoor dat delen van een product met verschillende snelheden afkoelen, wat leidt tot kromtrekken.
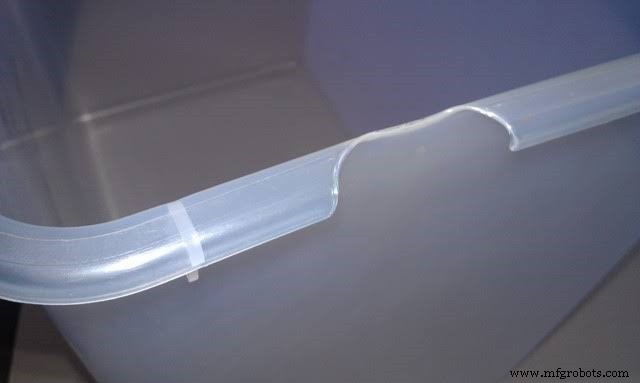
Stroomlijnen
Vloeilijnen zijn esthetische gebreken die optreden op kunststof producten. Ze verschijnen als golven of lijnen, meestal met een andere kleurtint dan de omgeving. Ze ontstaan als gevolg van verschillende stroomsnelheden van gesmolten plastic in de vormholte.
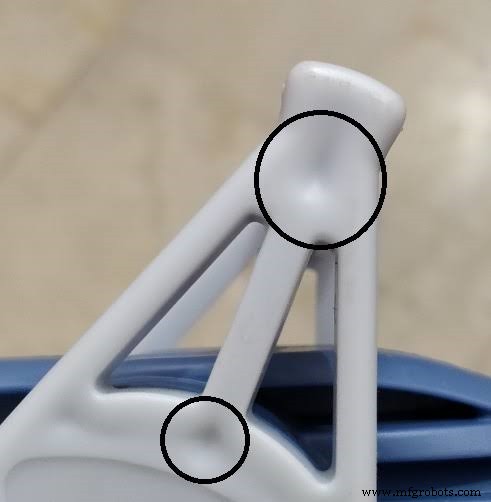
Sink Marks
Sink marks zijn als kleine kraters gevormd op een spuitgegoten product. Deze kraters worden gevormd wanneer het plastic materiaal in de mal niet volledig kan worden afgekoeld. Krimpsporen worden vaker gevormd op de dikkere delen van het product omdat ze meer tijd nodig hebben om af te koelen.
Korte schoten
Een short shot doet zich voor wanneer een onderdeel van een product ontbreekt. Dit gebeurt omdat het gesmolten plastic niet alle delen van de mal bereikt. Een ongelijkmatige wanddikte kan tot dit defect leiden. Wanneer de wanddikte ongelijk is, kan plastic dat van een dunne sectie naar een grotere stroomt, voortijdig afkoelen. Dit voorkomt dan dat het gesmolten plastic in het dikkere gedeelte terechtkomt.
Een materiaal kiezen voor kunststof spuitgieten
Een van de belangrijkste factoren voor het bepalen van de wanddikte is het gebruikte materiaal. Dit komt omdat het materiaal een beperkende factor zal zijn voor hoe dun het plastic ontwerp voor wanddikte kan zijn. Verschillende materialen laten verschillende wanddiktes toe. Het is belangrijk om vóór de start van een grote productie een testfase te doorlopen waarin u verschillende materialen en kunststofontwerpen voor wanddikteconfiguraties kunt uitproberen.
Ook uw materiaalkeuze is bepalend voor de kunststofdikte. Er is keuze uit verschillende materialen. Met sommige materialen kunt u zeer dunne wanden ontwerpen, terwijl andere juist dikkere wanden nodig hebben. Probeer bij het kiezen van materialen een balans te vinden tussen functionaliteit, prestaties en kosten.
Bij RapidDirect bieden we verschillende materialen die een verscheidenheid aan wanddiktes voor uw onderdelen mogelijk maken. Meer informatie over materialen vindt u in onze rubriek materialen. Ook vindt u hieronder de aanbevolen wanddiktes voor diverse kunststof onderdelen.
Algemene richtlijnen voor materiaaldikte.
| Materiaal | Aanbevolen wanddikte |
| ABS | 0,045 – 0,140 |
| Acetaal | 0.030 – 0.120 |
| Acryl | 0,025 – 0,500 |
| Vloeibaar kristalpolymeer | 0.030 – 0.120 |
| Lang vezelversterkte kunststof | 0.075 – 1.000 |
| Nylon | 0.030 – 0.115 |
| Polycarbonaat | 0.040 – 0.150 |
| Polyester | 0,025 – 0,125 |
| Polyethyleen | 0.030 – 0.200 |
| Polyfenyleensulfide | 0.020 – 0.180 |
| Polypropyleen | 0,025 – 0,150 |
| Polystyreen | 0,035 – 0,150 |
| Polyurethaan | 0.080 – 0.750 |
| Stijve PVC | 0.090 – 0.250 |
| Zacht PVC | 0,025 – 0,150 |
Dikkere muren zorgen voor sterkere onderdelen. Ze verhogen ook het risico op kromtrekken, voegen extra gewicht toe aan het product, extra tijd aan het product en vereisen ook meer materialen. Dunne wanden daarentegen, hoewel goedkoper, kunnen leiden tot scheuren en breken van het product. Het is belangrijk om de juiste balans te vinden tussen wanddikte en prestatie.
Ontwerp voor maakbaarheid
Ook na het corrigeren van het kunststof ontwerp op wanddikte voor uw onderdelen, is het raadzaam om te kijken hoe de onderdelen zullen functioneren met de nieuwe correcties. Dit is waar het Design for Manufacturability-proces van pas komt. Met DfM kunt u gemakkelijk nieuwe defecten of andere ontwerpaanpassingen identificeren om de wanddikte te helpen verminderen.
Vanwege het belang van deze fase is het ook essentieel dat u deze overdraagt aan experts die experts zijn op dit gebied en de beste resultaten zullen geven. Als alternatief zou je het zelf kunnen doen. Dit zal echter alleen de doorlooptijd van het product verlengen. Daarom, waarom zou u het niet uitbesteden aan de experts op dit gebied.
Met RapidDirect-spuitgietservices heeft u toegang tot een team van deskundige DfM-analisten die ervoor zorgen dat uw productontwerp het beste is. Onze ontwerpers zullen ook samenwerken met de DfM-analisten om ervoor te zorgen dat het plastic ontwerp voor de wanddikte van uw onderdeel in zijn optimale vorm is.
Conclusie
Het uniform houden van de wanddikte in een kunststof spuitgietproces is geweldig voor zowel de esthetiek als de structurele integriteit van uw product. Dit kan een behoorlijke uitdaging zijn, omdat er veel overwegingen zijn die u moet maken. Om dit proces te vereenvoudigen, moet u samenwerken met een spuitgietbedrijf met de nodige ervaring en vaardigheden om uw project zonder complicaties tot leven te brengen. RapidDirect is de perfecte keuze om ervoor te zorgen dat uw spuitgietwerk zonder gebreken in de wanddikte verloopt.
RapidDirect kunststof spuitgietdiensten
Bij RapidDirect is er een breed scala aan materialen om uit te kiezen. Hierdoor kunt u het materiaal kiezen met de beste functionaliteit, prestaties en prijs voor uw projecten. Op deze manier staat ook een verscheidenheid aan kunststofdiktes tot uw beschikking. We hebben ook een breed scala aan spuitgietprocessen om aan uw verschillende behoeften te voldoen.
Onze geavanceerde capaciteitsfaciliteiten maken het voor ons mogelijk om u snel van dienst te zijn. Offertes maken wij binnen één werkdag. Je hebt ook toegang tot onze gratis DFM-feedback, zodat je eventuele ontwerpproblemen kunt oplossen voordat de productie begint.
Bezoek vandaag nog onze website om aan de slag te gaan.
Samengesteld materiaal
- Hoe spuitgieten wordt uitgevoerd
- Compressiegieten versus spuitgieten:wat is het verschil?
- Plastic spuitgieten kan uw bedrijf helpen
- Kunststof spuitgieten in de auto-industrie
- Beste kunststof spuitgietmaterialen
- Het belang van spuitgiettechniek
- De meest populaire kunststof spuitgietmaterialen
- De effectieve prestaties van snel spuitgieten
- Stroom door de details van China's kunststof spuitgietproces
- Veelgebruikte kunststof spuitgietmaterialen
- De beperkingen van spuitgieten met een laag volume