


Beste werkwijzen voor contactpunten en mondstukken voor lassen
Er zal veel tijd en geld worden besteed aan contacttips en spuitmonden, dus het is belangrijk om te kijken hoe u de meeste waarde aan dit proces kunt toevoegen. Dit artikel zal helpen om meer kennis te vergaren over contacttips en mondstukken voor lassen.

Contacttips
Contacttips zijn verantwoordelijk voor het geleiden van de draad en het overbrengen van de stroom van de geleidingsbuis (ook wel zwanenhals genoemd) door de toevoegdraad en naar het werkstuk. Zij zijn verantwoordelijk voor de huidige overdracht en wire targeting.
Begrijpen hoe u uw contacttip optimaal kunt laten presteren, is van cruciaal belang voor uw behoeften op het gebied van lastoepassingen.
Het gekozen materiaal voor de contacttip is belangrijk omdat een verbruiksartikel van een toorts de laatste geleidbaarheidslijn is in het lascircuit tussen het onderdeel. Dit betekent dat het kiezen van het juiste materiaal voor uw productielijn een lasproduct van hogere kwaliteit oplevert.
De populaire materialen om uit te kiezen zijn koper, beryllium, koperzirkonium, verzilverd en zwaar zilver.
Berylliumkoper: gunstige eigenschappen, waaronder duurzaamheid, maar het wordt als giftig beschouwd als verbruiksartikel om te produceren, dus ingenieurs schrikken ervoor terug om het te gebruiken.
Koper: groot geleidingsvermogen, maar mist hardheid, betere boogkarakteristieken die leiden tot een betere laskwaliteit en minder bijwerken of nabewerking. U zult een punt van puur koper echter veel vaker vervangen dan koperzirkonium. Verhoogde uitvaltijd en minder doorvoer op de lascel.
Koper Zirkonium :grotere hardheid maar minder geleidend.
Verzilverde contacttips :Maakt gebruik van een micron verzilvering omdat het erg hard en geleidend is. Dit kan de levensduur van het contact 9 keer verlengen in vergelijking met een standaard koperen punt. Het heeft een lagere spataanhechting en een gladdere boring als gevolg van het boorproces, waardoor een betere warmte- en stroomoverdracht ontstaat.
De contacttips van BINZEL hebben het volgende als referentiepunt:
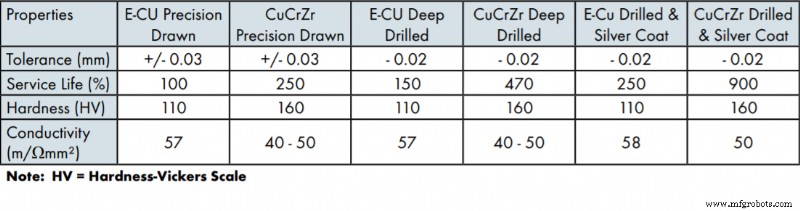 Picture Credit:de definitieve gids voor robotlasbranders door Abicor Binzel
Picture Credit:de definitieve gids voor robotlasbranders door Abicor Binzel
Beslissen tussen getrokken of geboorde contactpunten
Getrokken:is een algemeen proces voor het maken van contacttips; er is meer variatie en minder tolerantiecontrole. Koper wordt uit een lange koperen staaf getrokken en geëxtrudeerd en vervolgens afgekoeld tot in de contacttip. Dit is goedkoper omdat de boorstap uit het productieproces wordt gehaald.
Geboord:De boring is geïndexeerd, geboord en machinaal bewerkt vanuit een vaste vorm die de opening een grotere integriteit geeft. Geëxtrudeerde contacttips gaan niet zo lang mee als geboorde tips.
Verschillen tussen getekend en geboord:
De integriteit en herhaalbaarheid van de maat van de contacttip is het echte verschil tussen getekende en geboorde contacttips.
Een contacttip van 0,045' die is gemaakt van een getrokken proces, is bijvoorbeeld vatbaarder voor fouten in zowel de boringmaat als de afwerking. De draad, die altijd een cast heeft, raakt alleen de hoge punten van de puntafwerking, dus hij zal meestal aan één kant slijten.
Ook is het getrokken proces niet zo betrouwbaar herhaalbaar of nauwkeurig als het geboorde proces. Er bestaan foutmarges in de tipboring aangezien een .045" contacttipboring zo groot kan zijn als .049" of zo klein als .042".
Deze inconsistentie kan leiden tot boogstarts van lage kwaliteit, herbewerking en verminderde doorvoer. Het kan ook leiden tot het omslaan van de draad, waarbij de draad buiten de lasnaad dwaalt en volledig schroot veroorzaakt in het onderdeel vanwege inconsistente toleranties.
Spuitstukken
Een van de meest voorkomende problemen met spuitmonden is de opbouw van spatten. Een slecht mondstuk zal in korte tijd grote hoeveelheden spatten veroorzaken. Zie hieronder.

Afbeelding tegoed:de definitieve gids voor robotlasbranders door Abicor Binzel
Materiaalkeuze is ook absoluut noodzakelijk bij het kiezen van de juiste spuitmonden; hoe beter het materiaal bestand is tegen hitte, hoe minder spatten zich ophopen in de zijkant van het mondstuk. Zie onder.

Afbeelding tegoed:de definitieve gids voor robotlasbranders door Abicor Binzel
Materiaal op basis van puur koper of messing met het lasmondstuk gaat bijvoorbeeld niet zo lang mee als een harder geplateerd mondstukmateriaal zoals een vernikkeld of verchroomd mondstuk vanwege hun spat- en hittebestendige eigenschappen (vergelijk de eerste foto van een koperen mondstuk hierboven met de tweede foto).
Meestal zult u een harder geleidend materiaal vinden dat beschermt tegen spatten en minder last heeft van aanslag, zoals nikkel. Dit biedt minder riemcycli en uiteindelijk een hogere productiviteit.
Slip-on versus schroefdraadnozzles
Er zijn twee soorten mondstukken:slip-on en schroefdraad. De kosten-batenanalyse komt meestal neer op downtime, aangezien het geld kost, de doorvoer opoffert en de robot ervan weerhoudt Return on Investment (ROI) te behalen.
Instapper :Aangenomen wordt dat opsteekmondstukken gemakkelijker aan en uit te trekken zijn, maar ze kunnen na verloop van tijd losraken en porositeit in de las veroorzaken. Ze zijn ook niet effectief voor toortsruimen.
Geschroefd: Het risico wordt geminimaliseerd tot onbestaande. Er is een optie voor fijne draad en een optie voor grove draad. Beide stijlen bieden meer voordelen aan slip-on spuitmonden omdat ze minder snel defect raken.
Sproeiers met fijne schroefdraad zijn moeilijker te installeren en te verwijderen (binding), terwijl ze ook moeilijker omgaan met vuil en spatten.
Mondstukken met grove schroefdraad hebben niet veel invloed van spatten en vuil.
Neem vandaag nog contact op met RobotWorx!
Samenvattend is het belangrijk om het volgende te begrijpen:gebruikt u getekende of geboorde contacttips? Wat zijn de hardheid en geleidbaarheidsniveaus voor contacttips? Wat is het tipmateriaal en hoe vaak wisselen contacttips? mondstuk materiaal? Zijn de spuitmonden voorzien van schroefdraad of slip-on? Hoe vaak moeten de spuitmonden worden vervangen en wat zijn de kosten?
Bron:https://cdn2.hubspot.net/hubfs...
Industriële robot
- Best practices voor synthetische monitoring
- Best practices voor onderhoudssupervisors
- 6 lastips voor fabrieksonderhoud
- 12 best practices voor een succesvolle CMMS-implementatie
- Tips en trucs voor het lassen van Inconel
- Productiviteit bij robotlassen:tips om slechte draadaanvoer te voorkomen
- Beste praktijken en onderhoudstips voor hydrauliek
- Best practices voor productiemarketing voor 2019
- Bestanden nesten voor het snijden van plaatwerk:tips en praktische tips
- Toptips voor het lassen van aluminium
- Veiligheidstips voor het lassen van brandstoftanks