Fanuc G86 boorcyclus
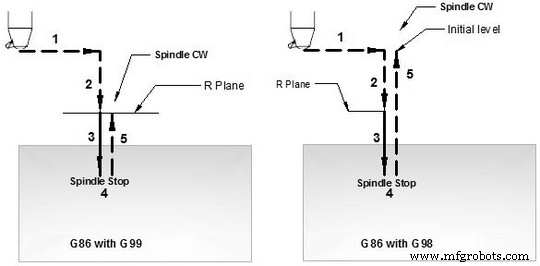
G86 kottercyclus wordt gebruikt om een gat te boren.
Syntaxis
G86 X... Y... Z... R... F... K...

G86 kottercyclus wordt gebruikt om een gat te boren.
G86 X... Y... Z... R... F... K...