


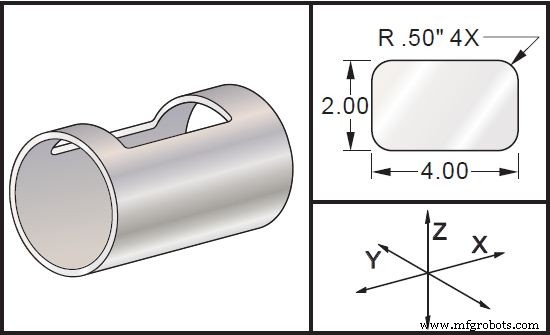
Voorbeeld Haas Mill G107 cilindrisch mappingprogramma
Ingediend door:Machinist
Tekening/Afbeelding
CNC-programma
(G170 parameters) (X X-axis command) (Y Y-axis command) (Z Z-axis command) (A A-axis command) (Q Diameter of cylindrical surface) (R Radius of rotary axis) % O0079 (G107 TEST) T1 M06 (.625 DIA. 2FL E.M.) G00 G40 G49 G80 G90 G28 G91 A0 G90 G00 G54 X1.5 Y0 S5000 M03 G107 A0 Y0 R2. (IF NO R OR Q VALUE, MACHINE WILL USE VALUE IN SETTING 34) G43 H01 Z0.25 G01 Z-0.25 F25. G41 D01 X2. Y0.5 G03 X1.5 Y1. R0.5 G01 X-1.5 G03 X-2. Y0.5 R0.5 G01 Y-0.5 G03 X-1.5 Y-1. R0.5 G01 X1.5 G03 X2. Y-0.5 R0.5 G01 Y0. G40 X1.5 G00 Z0.25 M09 M05 G91 G28 Z0. G28 Y0. G90 G107 M30 %
Socket met schroefdraad Fanuc 21i CNC-programmaoefening
Voorbeeld Mitsubishi CNC G07.1 cilindrisch interpolatieprogramma
CNC machine
- Fanuc CNC-programmavoorbeeld
- Haas G71 voorbeeldprogramma
- Haas CNC G71 Bolt Hole Arc Command Voorbeeldprogramma
- Haas M98 subprogramma-oproep met basisvoorbeeldcode
- Haas CNC M97 lokale subprogramma-oproep met CNC-programmavoorbeeld
- Hoe een volledige cirkel CNC-programma voorbeeldcode te frezen
- G Code Voorbeeld Mill – Voorbeeld G Code Programma voor beginners
- Haas Mill-handleiding – Bediening en programmering
- Haas Mill M-codes
- Sinumerik 810 CNC freesradius/afschuiningsprogramma voorbeeld
- G41 G40 Freesradiuscompensatie Voorbeeld CNC-freesprogramma