Fanuc G82 boorcyclus
De G82-boorcyclus wordt ook wel de G82-boorcyclus genoemd.
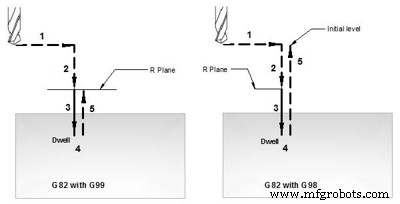
G82 is een normale boorcyclus, het enige verschil is dat het gedurende een bepaalde tijd op de bodem van het gat blijft staan, normaal gesproken gebruikt voor nauwkeurige diepteboringen.
Syntaxis
G82 X... Y... Z... R... P... F... K...