Fanuc G84 tapcyclus
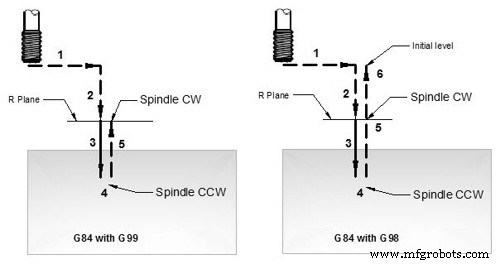
G84-tapcyclus voert een tapbewerking uit, tappen wordt uitgevoerd door de spil met de klok mee te draaien, wanneer de bodem van het gat is bereikt, wordt de spil in de omgekeerde richting gedraaid voor terugtrekking. Deze hele operatie creëert threads.
Syntaxis
G84 X... Y... Z... R... P... F... K...
| Parameter | Beschrijving |
|---|---|
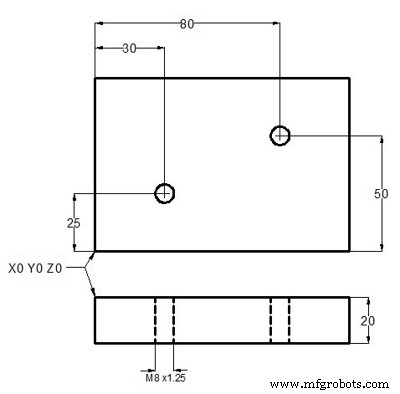
| X | Gatpositie in x-as. |
| J | Positie van gat in y-as. |
| Z | Diepte, tikken van R-vlak naar Z-diepte. |
| R | Positie van het R-vlak. |
| P | Dwell-tijd. |
| K | Aantal cyclusherhalingen (indien nodig). |
| F | Voedingssnelheid. |