G81-boorcyclus wordt gebruikt voor eenvoudige boor-/puntboorbewerkingen.
| Parameter | Beschrijving |
|---|
| X | Gatpositie in x-as. |
| J | Positie van gat in y-as. |
| Z | Diepte, gereedschap beweegt met voeding naar Z-diepte vanaf R-vlak. |
| R | Positie van het R-vlak. |
| K | Aantal cyclusherhalingen (indien nodig). |
| F | Voedingssnelheid. |
Zodra de G81-boorcyclus is gedefinieerd, wordt de voorgeprogrammeerde cyclus herhaald op elke X-Y-positie in opeenvolgende blokken. De boorcyclus G81 moet dus worden geannuleerd met G80.
Gebruik
N30 G81 X10 Y30 Z-17 R2 F75
N40 Y10
N50 X30
N60 Y30
N70 X90
N80 Y10
N90 G80
In het bovenstaande voorbeeld begint het boren met de boorcyclus G81 op X10 Y30, dus de eerste boor vindt plaats op X10 Y30, dan de tweede op Y10, de derde op X30, de vierde op Y30, de vijfde op X90 en de laatste op Y10, omdat het volgende blok hebben G80-code, dus de boorcyclus wordt niet meer herhaald.
Werken
Hier wordt kort beschreven hoe de G81-boorcyclus werkt,
1- ijlgang naar de gespecificeerde x-, y-aspositie (boorpositie).
2- ijlgang naar de R-vlakpositie.
3- Boren met gespecificeerde voeding van R-vlakpositie naar Z-diepte positie.
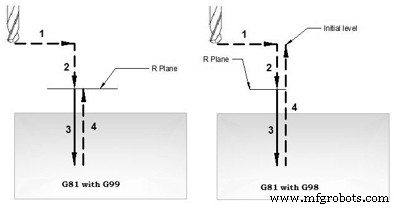
4- IJlgang naar beginniveau of R-vlak hangt af van G98-, G99-modi.
G81 boorcyclus werken
G98 G99-modi
Na het voltooien van de boordiepte wordt de retour uitgevoerd met Rapid feed, de retourhoogte kan worden geregeld met behulp van G98 of G99.
G98 Drill keert terug naar het initiële niveau
G99 Drill keert terug naar R-vlak.
G98, G99 kan meerdere keren worden gebruikt tijdens de G81-boorcyclus.
Voorbeeld
N30 G81 X10 Y30 Z-17 R2 F75
N40 Y10
N50 G98 X30
N60 G99 Y30
N70 X90
N80 Y10
N90 G80
Herhaal het boren
Met de G81-boorcyclus kan de boorbewerking meerdere keren worden herhaald. Het boren wordt K keer herhaald wanneer die parameter wordt gegeven met G81 boorcyclus.
Herhaald boren wordt normaal gesproken gebruikt met G91 Incrementele modus, en een goed voorbeeld van herhaald boren is rasterplaatboren. het voorbeeld voor herhaald boren wordt hieronder gegeven.
Werkvoorbeelden
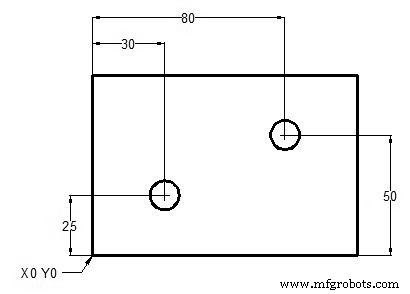
G81 Voorbeeld boorcyclus
N10 T1 M06
N20 G90 G54 G00 X30 Y25
N30 S1200 M03
N40 G43 H01 Z5 M08
N50 G81 Z-10 R2 F75
N60 X80 Y50
N70 G80 G00 Z100 M09
N80 M30
G98 G99 Voorbeeld
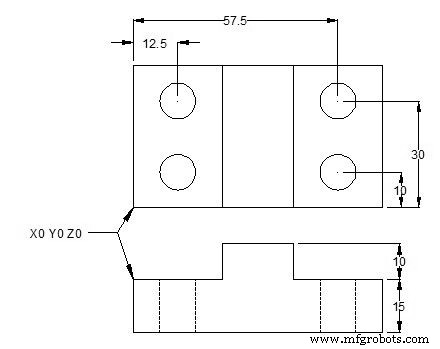
G81 boorcyclusgebruik met G98 G99
N10 M06 T1
N20 G90 G00 X12.5 Y10 Z12 S1000 M03
N30 G99 G81 X12.5 Y10 Z-17 R2 F75
N40 Y30
N50 G98 X57.5
N60 G99 Y10
N70 G91 G80 G28 X0 Y0 Z0 M05
N80 M30
Herhaal het boorvoorbeeld
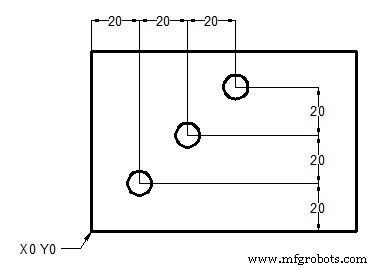
Herhaal het boren met G81 boorcyclus
T1 M6
G00 G90 G40 G21 G17 G94
G54 X0 Y0 S1000 M03
G43 H1 Z100
Z3
G81 G99 G91 X20 Y20 R3 Z-20 K3 F100 M08
G80
G00 G90 Z100
M30
OF
T1 M6
G00 G90 G40 G21 G17 G94
G54 X20 Y20 S1000 M03
G43 H1 Z100
Z3
G81 G99 R3 Z-20 F100 M08
G91 X20 Y20 K2
G80
G00 G90 Z100
M30


