


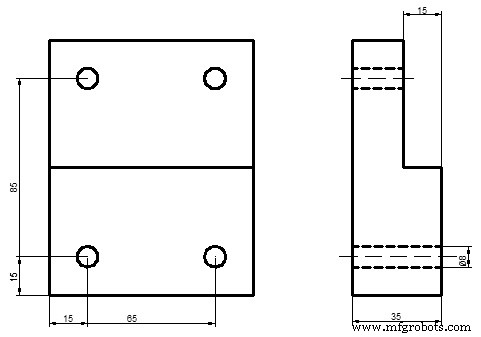
Een blok in twee stappen boren met G81-boorcyclus
G81 boorcyclusprogramma voorbeeld dat laat zien hoe een stappenblok economisch kan worden geboord.
De cnc-programmacode spreekt voor zich, er wordt geen ingewikkelde techniek gebruikt.
G81 Boren van tweestapsblokken
G81 Boren van tweestapsblokken
N10 T4 M6 (TWIST DRILL 8”) N15 G90 G54 G00 X15 Y15 N20 S1000 M3 F100 N25 G43 H01 Z2 M8 N30 G81 R2 Z-42 N35 X65 N40 Y85 R-13 N45 X15 N50 G80 Z50 M5 N55 M30
Voeding en snijdiepte voor nabewerken tot voorbewerken Aanbevelingen van Sandvik Coromant
Circulaire interpolatieprogrammering Voorbeeld 1
CNC machine
- Eenvoudig CNC-draaibankboren met Fanuc G74 Peck Drilling Cycle
- Conisch draadsnijden met Fanuc G76 draadsnijcyclus
- Vlaksteken met G74 prikboorcyclus CNC-programmeerhandleiding
- Conisch draadsnijden met G92-draadsnijcyclus
- G81 boorcyclus – Herhaal boren in G91 incrementele modus Voorbeeldcode
- G81 boorcyclus G83 Klopboren met G98 G99 voorbeeldprogramma
- ECS G83/r Diepboren met pauze voor spaanbreking Cyclus
- ECS G83 Diepboren met vrijloopcyclus
- ECS G82 Boren met pauze voor spaanbreking Cyclus
- ECS G81/3 – 3 lagen boorcyclus
- ECS G81 standaard boorcyclus