


Wat is gereedschapslevensduur? Gereedschap optimaliseren met machinegegevens
De kosten van gereedschap in combinatie met het slopen van defecte onderdelen maakt het verlengen van de standtijd een belangrijk doel voor metaalbewerkingsbedrijven. Traditionele machinale bewerkingen waren gebaseerd op experimenteel bepaalde instellingen om de levensduur van een werktuigmachine te bepalen. Operators konden het aantal onderdelen registreren totdat een tool het begaf of zich begon te ontwikkelen buiten de spec-onderdelen. Het gemiddelde van deze aantal onderdelen kan worden gebruikt om een drempel voor de levensduur van het gereedschap vast te stellen. Als alternatief kunnen ze het aantal onderdelen van de OEM van de bewerkingsmachine gebruiken om de cadans van de gereedschapswisseling vast te stellen.
Deze oplossingen zijn onnauwkeurig en leiden tot een van de volgende twee dingen:
- Een gereedschap wordt onderbenut, wat betekent dat een gereedschap wordt vervangen voordat het het einde van zijn levensduur heeft bereikt
- Een tool wordt te veel gebruikt, wat resulteert in uitval van onderdelen en uitvaltijd
Met gereedschapsbewaking kunnen fabrikanten de levensduur van hun gereedschap bewaken en optimaliseren om ervoor te zorgen dat ze de grootste ROI uit hun gereedschap kunnen halen zonder de gevolgen te ondervinden van catastrofale gereedschapsstoringen.
Wat is de standtijd van gereedschap?
De standtijd verwijst naar de gebruiksduur van een werktuigmachine. Het kan worden uitgedrukt in het aantal goede onderdelen dat een bepaald gereedschap kan bewerken. Als een gereedschap eenmaal zo versleten is dat de onderdelen die worden gemaakt buiten de specificaties vallen, is de levensduur ervan in feite voorbij en moet het gereedschap worden vervangen.
Gereedschapsslijtage, gereedschapsstoringen en standtijd zijn een realiteit van cnc-bewerkingen. Alle gereedschappen ervaren gereedschapsslijtage en zullen uiteindelijk falen als ze hun werk blijven doen. Door de levensduur van het gereedschap effectief te beheren, kunnen fabrikanten echter zorgen voor het meest efficiënte gebruik van hun gereedschapsmachines.
De enige manier om de levensduur van werktuigmachines te verlengen en tegelijkertijd uitval van onderdelen en defecten te voorkomen, is door gegevens van werktuigmachines te verzamelen en deze te gebruiken om te bepalen wanneer een gereedschapswisseling moet plaatsvinden.
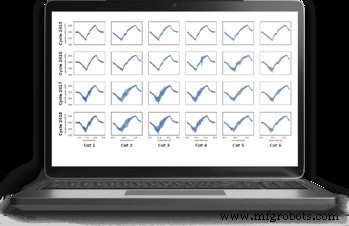
Alle gereedschappen hebben voorspelbare levensduurcurves - de tijdsperiode dat een gereedschap naar verwachting meegaat en onderdelen produceert volgens de gewenste kwaliteitsnormen. De standtijd van het gereedschap kan echter moeilijk nauwkeurig te bepalen zijn, vooral als het handmatig wordt gedaan, vanwege de grote verscheidenheid aan factoren die de levensduur van een gereedschap beïnvloeden. Bijvoorbeeld het te bewerken materiaal, het type snede, de snelheid en voedingssnelheden, enz.

Bron
7 manieren om de standtijd van gereedschap te verbeteren
Hoewel geen enkel gereedschap eeuwig meegaat, zijn er veel factoren die de levensduur van het gereedschap beïnvloeden. Hier zijn een paar methoden om gereedschapsslijtage te verminderen:
1. Gebruik de juiste snelheden en feeds
Terwijl het snijgereedschap roteert, boort of snijdt met een ingestelde snijsnelheid, beweegt het ook langs het werkstuk. Door de juiste instellingen voor snelheid en voeding te gebruiken, wordt de standtijd aanzienlijk verlengd. Hoewel de werkelijke snijtijd altijd een overweging is, kunnen de juiste instellingen voor snelheid en voeding de levensduur van het gereedschap verlengen.
2. Snijvloeistof aanbrengen
Bij het snijproces komt veel warmte vrij door metaal-op-metaal contact. Het juiste type snijvloeistof en de juiste hoeveelheid vloeistof zullen de standtijd verlengen.
3. Snijd geen chips opnieuw
Spaanders zijn dé manier om het metalen materiaal na het snijden van het werkstuk te laten verwijderen. Ze voeren ook overtollige warmte af die tijdens het snijden wordt gegenereerd. Maar de instellingen moeten correct zijn om te voorkomen dat spanen opnieuw worden gesneden, wat leidt tot een toename van de flankslijtage, kraterslijtage en andere oorzaken van gereedschapsslijtage.
4. Gebruik de juiste hulpmiddelen
De complexiteit van het werkstuk, oppervlakteruwheid, vereiste bewerkingsnauwkeurigheid, tolerantie-eisen voor het voltooide onderdeel en andere overwegingen zijn van cruciaal belang. Sommige werkstukken kunnen bijvoorbeeld sterk genoeg zijn om een snelstaalgereedschap nodig te hebben. Als u deze parameters kent, kunt u de juiste tool kiezen voor de combinatie van factoren.
5. Verdeel slijtage over de snijkant
Programma's en snijplannen moeten worden ontworpen om zoveel mogelijk van de nieuwste snufjes te gebruiken. Continue focus op een deel van het snijgereedschap kan de slijtage van het gereedschap verhogen.
6. Controle uitloop
De leeftijd van de apparatuur kan de slingering bij de bewerking beïnvloeden. Moderne machines hebben mogelijk een geautomatiseerde gereedschapshouder. Deze gereedschapshouder zorgt voor een juiste positionering en borging van het gereedschap. Bij oudere machines wordt de slingering veroorzaakt door een verkeerde uitlijning of bevestiging van het midden van de gereedschapsas ten opzichte van de middellijn van de centrale as, wat kan leiden tot afgedankte onderdelen en een kortere standtijd.
7. Controle doorbuiging
Terwijl de hitte zich opbouwt en het snijden aan de gang is, treden er enorme snijkrachten op omdat de materiaaleigenschappen zowel het gereedschap als het werkstuk beïnvloeden. De spanen die als metaal worden gevormd, worden verwijderd en verlaten het werkstuk en duwen terug wanneer ze zich ophopen. Als variabelen niet correct zijn, kan dit het gereedschap verbuigen of afbuigen.
Factoren die de levensduur van gereedschap beïnvloeden
Met behulp van een berekening van de standtijdcurve, zoals Taylor's Tool Life Equation, kunnen verschillende factoren worden uitgezet om verschillende standtijdcurves voor een gereedschap te projecteren, afhankelijk van de combinatie van variabelen die van toepassing is. Deze omvatten:
Snijsnelheid
Sneller is niet altijd beter. De hardheid van het werkstuk, verschillende gereedschapsmaterialen, de complexiteit van sneden en andere factoren zorgen voor een optimale snelheid voor elke combinatie van factoren.
Invoersnelheid en snijdiepte
Net als de snijsnelheid kunnen ook de voedingssnelheid en de snedediepte worden geoptimaliseerd. En dat optimale punt wordt bepaald door de agressiviteit van de vereiste snede.
Hardheid werkstuk
Gereedschap dat wordt gebruikt om zeer hard materiaal te snijden, zal sneller slijten dan gereedschap dat wordt gebruikt voor het snijden van zachtere metalen. De verschillende hardheid van het werkstuk kan verschillende soorten gereedschapsslijtage veroorzaken. Randopbouw kan voorkomen in zachte metalen zoals aluminium. Metalen zoals titanium kunnen catastrofale storingen veroorzaken aan een onjuist gereedschap.
Gereedschapsmateriaal
Net als de hardheid van het werkstuk, moet gereedschapsmateriaal prestatiekenmerken hebben die overeenkomen met of groter zijn dan het gesneden stuk. Sommige gereedschappen kunnen speciaal worden gehard om te werken met levensgehard staal of exotische metalen zoals titanium. Maar ze moeten ook ontworpen zijn om te werken met metalen met een slechte oppervlakteafwerking.
Soort snijden
Sommige snijgereedschappen geven lichte slijtage om een oppervlakteafwerking te creëren. Anderen zijn agressiever. Net als de snijsnelheid en voedingssnelheid, moet het type snijden in overweging worden genomen bij het plotten van de standtijdcurves en het verminderen van slijtage.
MachineMetrics gebruiken om de standtijd van gereedschap te verlengen en te optimaliseren
MachineMetrics Tool Monitoring legt machinegegevens rechtstreeks van de machinebesturing vast en levert nauwkeurige, realtime gegevens over machineprestaties en -gezondheid. Er kunnen gegevens worden verzameld om de bewerkingsmachine te bewaken en drempels te ontwikkelen voor wanneer een gereedschapsfout dreigt.
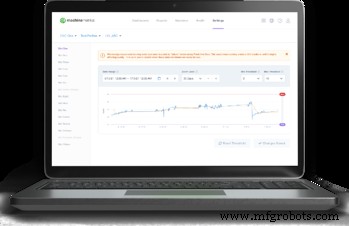 Drempels gebruiken om te bepalen wanneer een tool het einde van zijn levensduur bereikt, zodat deze kan worden vervangen.
Drempels gebruiken om te bepalen wanneer een tool het einde van zijn levensduur bereikt, zodat deze kan worden vervangen.
Verder kunnen deze gegevens worden gebruikt om algoritmen te ontwikkelen om catastrofale machinefouten te voorspellen en te voorkomen. In plaats van handmatig het aantal onderdelen te verzamelen of de aanbevolen levensduur van gereedschapsmachines te gebruiken, kunnen gebruikers de nauwkeurige gegevens van bewerkingsmachines gebruiken om effectievere parameters voor de standtijd vast te stellen.
Analyse van bewerkingsmachines kan worden gebruikt om processen rond de machine te optimaliseren, waardoor communicatie en automatisering mogelijk worden die de maximale standtijd van het gereedschap ondersteunen. Zo kunnen operators bijvoorbeeld op de hoogte worden gesteld van een dreigend defect van het gereedschap om de bewerkingsmachine proactief te vervangen.
Dit zorgt voor een aantal grote voordelen:
- Catastrofale gereedschapsstoringen kunnen worden vermeden
- Vermindering van uitvaltijd door gereedschapsstoringen of buitensporige gereedschapsstoringen
- Gemaximaliseerde levensduur van gereedschap om de grootste ROI uit uw gereedschapsinvestering te halen
- Producten van hogere kwaliteit met een hogere first-pass opbrengst
Casestudy:hoe BC Machining gereedschapsfalen voorspelt en voorkomt
“Vroeger verloren we vaak een derde van de waarde van onze ploeg aan onderdelen, om nog maar te zwijgen van het feit dat we minstens een uur bezig waren met het sorteren van onderdelen om het schroot te identificeren. Sinds het gebruik van de voorspellende gereedschapsbreuktechnologie van MachineMetrics, is die verspilling geëlimineerd.”
- Mike Driskell, productie-ingenieur, BC Machining
BC Machining, een fabrikant van gefabriceerde metalen onderdelen, produceerde zulke grote hoeveelheden schroot dat ze gedwongen waren hun machines op 200% capaciteit te laten draaien om hun productiedoelen te halen. Zonder inzicht in wanneer gereedschappen waren versleten of op het punt stonden te breken, maakte BC Machining aanzienlijke kosten door het produceren van schroot en het vervangen van kapotte gereedschappen.
Om de productie van schroot te voorkomen en de standtijd te maximaliseren, werkten ze samen met MachineMetrics. Lees onze casestudy om te ontdekken hoe BC Machining schroot door gereedschapsslijtage vrijwel heeft uitgeroeid, de omsteltijden aanzienlijk heeft verkort en $ 72k per machine per jaar heeft bespaard.
Lees de volledige casestudy.
Industriële technologie
- Hoe valkuilen te vermijden met data-analyseprojecten
- Wat moet ik doen met de gegevens?!
- Hoe u uw elektrische projecten kunt optimaliseren met E3.schematic
- Wat is lean manufacturing? Stroomlijnen met flexibele automatisering
- Hoe een flexibel productiesysteem te bouwen met CNC-bewerkingsmachines?
- Wat is een schaafmachine? - Definitie, onderdelen en typen
- Hoe werkt de Shaper-machine?
- Smart Tooling:hoe het contactloze beheersysteem van Haimer de productiekosten helpt verlagen
- Goede trillingen:hoe u uw machine-instellingen kunt optimaliseren om chatter te minimaliseren
- Wat is SPC:hoe fabrikanten de bewerkingsproductie stabiliseren?
- Nieuw gereedschap toevoegen