


Spuitgieten onder lage druk:een eenvoudige gids om het proces te begrijpen
Zoals de naam al doet vermoeden, houdt spuitgieten onder lage druk in dat het gesmolten materiaal in het gegoten materiaal wordt geïnjecteerd onder een goed gecontroleerde lage druk die het proces voordelen geeft. Het maakt bijvoorbeeld nauwkeurige productie van axiaal symmetrische wielen mogelijk, zodat de auto-industrie een topgebruiker van het proces is.
Voordat u uitbesteedt aan een spuitgietservice, is het belangrijk om zelf het proces te kennen. Daarom introduceert dit artikel lagedrukspuitgieten, hoe het werkt, de voor- en nadelen en andere alternatieven die u zou kunnen gebruiken.
Wat is spuitgieten onder lage druk?
Bij LPDC wordt een gegoten mal gevuld met gesmolten metaal onder lage druk. Het is zeer nauwkeurig door de constante vulling van de matrijsholte tijdens de krimpfase (stolling). Dit betekent dat het de vermindering van het volume compenseert. Andere kenmerken zijn onder meer vermindering van oxidevorming en porositeit en superieure consistentie van gesmolten metaal van boven naar beneden.
Hoe werkt spuitgieten onder lage druk?
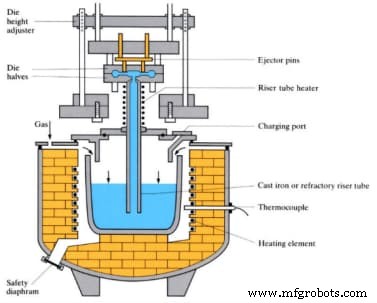
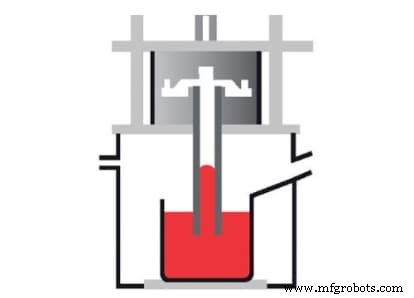
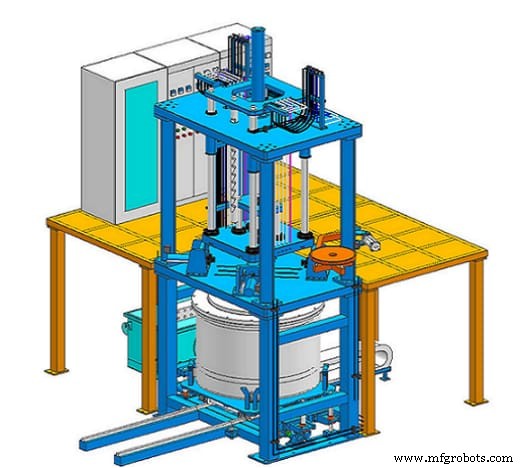
Bij lagedrukspuitgieten wordt een kleine druk gebruikt, meestal rond de 20-100 kPa (2,9-14,5 psi), in plaats van de zwaartekracht om een matrijs te vullen. In tegenstelling tot het traditionele spuitgietproces, heeft het een unieke opstelling en maakt het gebruik van verschillende apparatuur. Hieronder ziet u een illustratie van de opstelling en de benodigde apparatuur.
Het proces begint met een smeltoven die de metaallegeringen smelt en op de giettemperatuur brengt. Aluminium heeft bijvoorbeeld een giettemperatuur van 710-720 0 C.
Het gesmolten metaal gaat dan naar een houdoven onder de mal, die fungeert als een container terwijl de vloeistof op de giettemperatuur wordt gehouden.
Lage druk dwingt het gesmolten metaal door een stijgbuis in de mal. Het vloeibare metaal beweegt onder constante druk totdat het gesmolten metaal stolt in de matrijsholte.
Bij het stollen wordt de druk opgeheven en gaat het resterende gesmolten metaal terug door de stijgbuis naar de warmhoudoven voor recycling. Ten slotte kan het gietstuk gemakkelijk worden verwijderd zodra de mal is afgekoeld.
Voordelen van Lage druk spuitgieten
LPDC heeft veel voordelen waardoor het een toepasbare spuitgietmethode is in verschillende industrieën. Hieronder staan een paar voordelen van het proces.
· Hoge nauwkeurigheid
Onderdelen gemaakt met behulp van het proces zijn zeer nauwkeurig. Dit komt door de gehandhaafde lage druk tijdens het stollen. Daarom is er een continue vulling van de matrijsholte, wat de volumekrimp compenseert als het gesmolten metaal stolt. Door de hoge nauwkeurigheid is het de beste methode om axiaal symmetrische onderdelen zoals wielen te maken.
· Het vormt zeer zuivere gietstukken
De gietstukken zijn zeer zuiver vanwege de weinig tot geen slak die verantwoordelijk is voor de onzuiverheid. Het lage slakgehalte is te danken aan de opstelling van de gietmachine. Over het algemeen bevinden slakken zich op het oppervlak van gesmolten metalen. Aangezien de stijgbuizen echter door de oven gaan, bevat het vloeibare metaal dat naar de holte wordt gedwongen geen slakken. Vandaar de zeer zuivere casting. Omdat dit een proces met lage druk is, is de kans dat slak in de mal komt ook klein.
Bovendien leidt het proces niet tot oxidatie van het gesmolten metaal door het stabiele vulproces. Stabiliteit vermindert of elimineert het tuimelen, stoten en spatten van het gesmolten metaal tijdens het proces. Er is dus geen vorming van oxidatieslakken die de zuiverheid van de gietstukken kunnen aantasten.
· Het heeft een goede vormbaarheid
De lagedrukvulling leidt tot een goede vervormbaarheid door de verbetering van de vloeibaarheid van vloeibaar metaal. Daarom hebben gietstukken gemaakt met behulp van het proces een duidelijke omtrek en een glad oppervlak. Over het algemeen is het proces ideaal voor het maken van gegoten onderdelen met complexe geometrieën vanwege de hoge vormbaarheid.
· Kristalisatie
Omdat het gietstuk onder druk stolt, kan het kristalliseren en een compacte structuur vormen. Daarom zijn gietstukken die via het proces worden gemaakt solide en geschikt voor het maken van onderdelen die goede sterktewaarden vereisen.
Nadelen van Lage druk spuitgieten
Hoewel het gietproces onder lage druk ideaal is om nauwkeurige resultaten te bereiken, heeft het ook nadelen.
· Langzamere gietcyclus
Een nadeel is dat het een langzamere cyclus heeft vanwege de lage druk. Daarom is het aantal te produceren onderdelen laag en zijn de kosten hoog.
· Geërodeerd metalen onderdeel
Geërodeerd aluminium gietstuk vorm kan ontstaan doordat het metalen deel van de apparatuur in contact komt met het gesmolten metaal. Dit kan leiden tot hoge onderhoudskosten, vooral in grote productieopstellingen. Ook kunnen de bestanddelen van het metalen onderdeel van de apparatuur het vloeibare metaal binnendringen, wat de prestaties beïnvloedt.
· Niet geschikt voor het maken van dunwandige onderdelen
De minimale wanddikte van gietstukken die u met het proces kunt maken, is ongeveer 3 mm. Daarom is het niet geschikt voor het maken van dunwandige onderdelen dan onder hoge druk spuitgieten.
RapidDirect :Uw lagedruk spuitgietpartner
Het gietproces onder lage druk zou bovenaan uw lijst moeten staan als uw project nauwkeurigheid, puur gieten en uitstekende materiaaleigenschappen vereist. Hoewel het een langzame gietcyclus heeft, vereist het kiezen van het perfecte proces voor uw project ervaring en kennis. Het is dus goed om in een vroeg stadium deskundig advies te krijgen.
Neem contact op met RapidDirect om u te helpen met uw productiebehoeften. We bieden lagedrukspuitgietdiensten en een breed scala aan andere productiediensten, waaronder CNC-bewerking, 3D-printen en plaatbewerking die aan uw eisen kan voldoen met ons krachtige technische team en onze fabrieken.
U kunt vandaag nog een offerte aanvragen door uw ontwerpbestanden te uploaden of bekijk onze gids voor spuitgieten, die uitgebreidere informatie geeft over de spuitgiettechniek, inclusief het proces, materialen, oppervlakteafwerking, toepassingen en kosten.
Lage druk spuitgieten versus hogedruk spuitgieten
Lagedruk- en hogedrukspuitgieten zijn toepasbaar in verschillende scenario's, afhankelijk van de complexiteit van de componenten, het aantal onderdelen en het productiebudget. Hieronder vindt u een verduidelijking van de verschillen tussen de twee en de voordelen van spuitgieten onder lage druk ten opzichte van spuitgieten onder hoge druk.
· Cyclustijd
Het drukbereik van het lagedrukspuitgieten is ongeveer 0,7 bar tot 1 bar. Aan de andere kant gaat het gieten onder hoge druk gepaard met hoge druk (vaak meer dan 1000 bar).
Dientengevolge heeft spuitgieten onder lage druk een kortere cyclustijd dan spuitgieten onder hoge druk. Dit is zichtbaar in de laatste die verantwoordelijk is voor ongeveer 50% van de lichte metalen gietstukken, voor 20% van lage druk.
· Kracht van onderdeel
Onderdelen gemaakt van lagedrukgieten hebben hoge sterktewaarden omdat stolling gedurende lange tijd plaatsvindt onder constante druk om een compacte en dichte structuur te vormen. Onderdelen die met hoge druk zijn gemaakt, hebben ook een goede sterktewaarde. U kunt hun sterkte echter niet vergelijken met onderdelen die met lage druk zijn gemaakt, aangezien de druk hoog is en de tijd snel is.
· Kwaliteit van casten
Gietstukken gemaakt met lage druk hebben een hogere kwaliteit dan hogedrukgieten. Dit komt door de vermindering van het volume als gevolg van krimp, aangevuld met een constante injectie van gesmolten metaal in de matrijsholte tot het stolt.
Ook zijn deze gietstukken zuiverder vanwege de kleinere hoeveelheid aanwezige slak en hebben ze geen poriën. Dit in tegenstelling tot hogedrukgietstukken, die door de hoge druk poriën kunnen hebben, en slakken kunnen in de matrijsholte worden geïnjecteerd.
· Kosten
Hogedrukspuitgieten brengt hogere bedrijfs- en investeringskosten met zich mee dan lagedrukspuitgieten vanwege de vereiste machines. Het heeft echter lagere onderdeelkosten vanwege de korte cyclustijd.
· Dikte
Lagedrukgieten is de ideale methode om dikke onderdelen te maken. Het is echter niet geschikt voor dunwandige onderdelen (niet geschikt voor een dikte van minder dan 3 mm). Aan de andere kant kan hogedrukgieten dunne wanddelen maken (minder dan 0,40 mm).
Alternatieven voor Lage druk spuitgieten
Hoewel het tal van voordelen heeft, kunnen bepaalde omstandigheden het gebruik van lagedrukgieten beperken. Daarom hebben we verschillende alternatieven voor het proces geïntroduceerd en hoe deze zich verhouden tot het lagedrukgietproces.
· Zwaartekrachtgieten
Zwaartekrachtgieten, ook bekend als permanent gietproces, is een proces waarbij het gesmolten metaal met behulp van zwaartekracht in de mal wordt gevuld. Het is geschikt voor legeringen van non-ferro materialen zoals aluminium, koper, magnesium en zink.
Een van de voordelen van zwaartekrachtgieten ten opzichte van lagedrukgieten is het brede scala aan compatibele materialen. Dit in tegenstelling tot de laatste die populairder is voor het werken met aluminiumlegeringen. Vandaar de naam "aluminium lage druk spuitgieten."
· Beleggingscasting
Investeringsgieten of precisiegieten is gebaseerd op een oud proces dat verloren-wasgieten wordt genoemd. Het proces omvat het maken van een waspatroon in de vorm van het eindproduct via processen zoals spuitgieten of 3D-printen .
De was wordt ondergedompeld in een keramische slurry waarbij de dikte wordt gecontroleerd om een mal te vormen. Bij het stollen van de was wordt de mal voorverwarmd en wordt de was verwijderd om een metalen omhulsel te creëren. Het gesmolten metaal kan vervolgens in de mal worden geïnjecteerd en de juiste procedures volgen
Investeringsgieten is nauwkeuriger dan gietstukken onder lage druk, omdat het waspatroon afkomstig is van nauwkeurige productieprocessen zoals 3D-printen. Keramiek zet ook niet uit.
· Zandgieten
Zandgieten is het meest voorkomende metaalgietproces dat wordt gebruikt in gespecialiseerde fabrieken die gieterijen worden genoemd. Het traditionele proces omvat het maken van een mal met zand, klei en water, deze vullen met gesmolten metaal en de mal na voltooiing wegbreken. Het spuitgieten versus zandgieten vergelijking is grotendeels gebaseerd op het type metaal waarmee u werkt. Zandgieten overtroeft lagedrukgieten als je met een hoog verhit metaal wilt werken.
Conclusie
Gieten onder lage druk omvat het injecteren van gesmolten metaal (voornamelijk aluminium) in de matrijs met een relatief lage overdruk. Het proces heeft een korte cyclustijd. Bovendien is het zeer nauwkeurig voor het maken van gietstukken met complexe geometrieën en biedt het puur gietwerk met uitstekende materiaaleigenschappen, waardoor het een topproces is in veel industrieën. In dit artikel werd uitgelegd hoe het werkt, de voor- en nadelen en andere alternatieven die u zou kunnen gebruiken.
Heeft u een vraag over het proces? Neem dan contact op met RapidDirect. U kunt uw ontwerp ook uploaden om vandaag nog een offerte te ontvangen en te ontdekken hoe we uw behoeften op het gebied van spuitgieten kunnen ondersteunen.
Veelgestelde vragen
Waarom is aluminium goed voor spuitgieten?Aluminium is het meest gebruikte materiaal voor spuitgieten vanwege het lichte gewicht. Hoewel het lichtgewicht is, heeft aluminium gietwerk een hoge treksterkte. Ook zijn er meer opties voor oppervlakteafwerking voor aluminium gieten. Daarom zijn ze esthetischer materiaal dan andere non-ferro materialen.
Wat zijn de soorten spuitgieten onder druk?
Er zijn twee soorten spuitgieten onder hoge druk:spuitgieten onder hoge druk en spuitgieten onder lage druk. Beide processen zijn vergelijkbaar in opzet. Ze verschillen echter in proces en eigenschappen. Daarom zijn ze toepasbaar in verschillende scenario's.
Hogedrukgieten heeft een bredere toepassing door de hoge gietcycli. Lagedrukgieten is echter nauwkeuriger en geschikter voor het maken van axiaal symmetrische onderdelen.
Industriële technologie
- De voor- en nadelen van spuitgieten
- Een snel overzicht van het castingproces
- Wat is het flenssmeedproces
- De meest uitgebreide samenvatting van het castingproces
- Wat is het hogedrukgietproces (HPDC)?
- Investment Casting vs. Die Casting:wat zijn de verschillen?
- Zandgieten versus spuitgieten:wat zijn de verschillen?
- Het Shell Making of Investment Casting-proces begrijpen
- Inleiding tot het gietproces van roestvrij staal
- Wanneer kies je het harszandgietproces
- De eenvoud van zwaartekrachtgieten