


MIG vs TIG-lassen:complete gids voor het kiezen van de juiste methode

Elektrisch booglassen is een veelgebruikt lasproces dat wordt gebruikt bij de fabricage van plaatstaal. Er zijn vier hoofdtypen:MIG-lassen, TIG-lassen, Stick-lassen en Flux-kernlassen, die elk onder verschillende omstandigheden kunnen worden toegepast. Van de vier hoofdtypen zijn MIG-lassen en TIG-lassen de meest populaire methoden die bekend staan om hun laskwaliteit, productie-efficiëntie en andere voordelen.
Beide booglasprocessen hebben unieke technieken, voor- en nadelen en geven verschillende resultaten. Daarom zijn ze toepasbaar in verschillende scenario's. Om effectief het betere lasproces voor uw project te kiezen, moet u de MIG- versus TIG-lasvergelijking begrijpen. Dit artikel introduceert het verschil tussen MIG- en TIG-lassen, hun voordelen, nadelen, toepassingen en hoe u de juiste methode kunt kiezen.
Verschil tussen MIG- en TIG-lassen
Om effectief de betere methoden voor uw project te kiezen, moet u het verschil tussen TIG VS MIG-lassen kennen. Dit zijn de standaardcriteria voor de vergelijking van MIG versus TIG.
· Stroombron
De stroombron maakt een belangrijk verschil in de vergelijking tussen MIG en TIG-lassen. Enerzijds kan de stroombron van TIG-lassen AC of DC zijn. Het gebruik van een van de twee stroombronnen bij TIG-lassen hangt af van het metaal dat u wilt lassen en de gewenste elektrische boog. De AC-stroombron is geschikt voor het werken met aluminium materialen, terwijl de DC-stroombron geschikt is voor sterke vlambogen. Aan de andere kant gebruikt MIG-lassen de gelijkstroombron en gaat het momenteel door de verbruiksdraad naar het werkstuk.
· Metaalselectie
Als het gaat om TIG versus MIG-vergelijking in termen van metaalselectie, is er slechts een klein verschil. Beide booglasprocessen zijn geschikt voor veel metalen zoals aluminium, koolstofstaal en roestvrij staal. MIG-lassen is echter het betere proces voor het lassen van dikke metalen, terwijl TIG-lassen beter wordt gebruikt voor dunne metalen. De reden is dat er een betere operationele controle is met het TIG-lassen, waardoor de vernietiging van het werkstuk wordt beperkt.
· Elektrode
Elektroden kunnen positief/anode of negatief/kathode zijn, en ze functioneren bij het creëren van de elektrische bogen (wat leidt tot de naam booglassen), en soms fungeren ze als vulmateriaal. Er zijn twee soorten:verbruiksartikelen en niet-verbruiksartikelen.
Verbruikbare elektroden creëren elektrische bogen en werken als vulstoffen. Ze zijn afkomstig van materialen zoals zacht staal en nikkelstaal, hebben een lage MP en worden gebruikt bij MIG-lassen. Niet-verbruikbare elektroden creëren alleen elektrische bogen omdat ze niet smelten tijdens het lasproces. Voorbeelden zijn met koper beklede koolstof, grafiet en wolfraam, het materiaal dat wordt gebruikt bij TIG-lassen.
· Beschermgassen
Beschermgassen beschermen het lasbad en het werkstuk tegen beschadiging door atmosferische verontreinigingen.
Enerzijds is CO2 het meest voorkomende beschermgas vanwege het veelvuldige gebruik bij MIG-lassen. Andere gassen die geschikt zijn voor de gassen omvatten helium, argon en zuurstof. Ze zijn echter meer geschikt voor bepaalde metalen zoals aluminium materiaal. Aan de andere kant is argon bij TIG-lassen het beschermgas. In sommige scenario's, bijvoorbeeld bij het lassen van materialen met een hoog nikkelgehalte, kunt u echter een mengsel van helium en argon gebruiken. Bij het lassen van roestvast staal zijn de gebruikelijke beschermgasmengsels argon/stikstof of argon/waterstof.
· Lastoorts

De lastoorts maakt deel uit van de machinekop die de elektrode en gasmondstukken bevat die in verschillende delen van het lasproces functioneren. Om goed te kunnen functioneren, moet het effectief worden gekoeld met gas of water terwijl het lassen levert. Daarom is kennis van de lastoorts een cruciale factor bij het vergelijken van de MIG- versus TIG-processen.
Zowel het TIG- als het MIG-lassen maakt gebruik van luchtgekoelde of watergekoelde lastoortsen. De luchtgekoelde lastoortsen gebruiken gassen om het mondstuk te koelen. Ze zijn minder effectief, lichter en goedkoper. De watergekoelde lastoortsen zijn meer geschikt voor zwaar werk, omdat water een betere koelvloeistof is. Terwijl beide booglasprocessen een van de twee typen gebruiken, gebruikt TIG-lassen meer watergekoelde lastoortsen omdat ze meer warmte genereren.
· Laskwaliteit
Dit is een van de belangrijkste criteria in de vergelijking tussen MIG en TIG. De meeste plaatmetaalfabrikanten geven de voorkeur aan TIG-lassen boven MIG-lassen, omdat dit een schone en mooie afwerking geeft langs de laslijn . Daarom is TIG-lassen de betere methode voor materialen die een hoge esthetische aantrekkingskracht vereisen.
· Snelheid
Een ander belangrijk verschil bij het lassen is de snelheid van het lasproces zelf. MIG is sneller dan TIG-lassen. Dit komt omdat TIG-lassen een hoger detailniveau vereist dan MIG-lassen. Bij TIG-lassen worden ook toevoegmaterialen gebruikt, iets wat niet bestaat bij MIG-lassen. Daarom kunt u MIG-lassen gebruiken als u aan hoge snelheid denkt.
· Kosten
Een ander verschil tussen TIG- en MIG-lassen zit in de kosten. TIG-lassen is de duurdere methode vanwege de aggregatie van de kosten van gebruikte componenten, hogere detaillering, meer tijd die nodig is, wat de kosten van elektriciteit, de kwaliteit van het lassen en de behoefte aan toevoegmaterialen verhoogt. Maar u kunt een artikel raadplegen om enkele tips te weten om het lassen van plaatmetaal te verminderen.
| Verschillen | MIG-lassen | TIG-lassen |
| Stroombron | DC | AC/DC |
| Metaalselectie | Werk voor alle metalen | Geschikt voor alle metalen |
| Elektrode | Verbruikbare elektroden | Niet-verbruikbare elektroden |
| Gasafscherming | CO2 | Argon |
| Fakkel | Watergekoeld /Luchtgekoeld | Watergekoeld/Luchtgekoeld |
| Laskwaliteit | Goed | Uitstekend |
| Snelheid | Snel | Langzaam |
| Kosten | Duur | Keuzer |
Kiezen tussen MIG-lassen en TIG-lassen kan een uitdaging zijn. U kunt echter bij RapidDirect terecht voor advies over het kiezen van de juiste methode. We bieden ook de beste plaatbewerkingsdiensten, inclusief lassen. Upload het ontwerpbestand op ons platform en ontvang direct een offerte met DfM-analyse.
Voor- en nadelen van TIG- en MIG-lassen

TIG- en MIG-lassen zijn geschikt voor het verbinden van verschillende soorten metalen. Ze hebben echter allebei hun voor- en nadelen die, als je het weet, je kunnen helpen bij het kiezen van de betere.
Voordelen van TIG-lassen
- TIG-lassen is precies en nauwkeurig
- Het levert in termen van esthetiek
- TIG-lassen is milieuvriendelijker
- Het heeft een betere operationele controle
- Het maakt gebruik van niet-verbruikbare elektroden, wat leidt tot lagere onderhouds- en operationele kosten
Nadelen van TIG-lassen
- TIG-lassen is duurder vanwege het trage proces en de toevoegmaterialen.
- Het heeft een schoon oppervlak nodig
- Er is behoefte aan een ervaren operator
- Het lasproces duurt langer
Voordelen van MIG-lassen
- Het lasproces duurt even
- Het is goedkoper dan TIG-lassen
- Het is ook nauwkeurig
- Het gaat automatisch
- Apparatuur is toegankelijker
- Het produceert een schone las
Nadelen van MIG-lassen
- De lasverbinding is zwakker
- Het is minder betrouwbaar dan TIG-lassen vanwege problemen met de stabiliteit van de elektrische boog
- Het is niet milieuvriendelijk omdat het rook en dampen produceert
- Het kan leiden tot roestvorming
- MIG-lassen kan dunne materialen verbranden als gevolg van minder operationele controle
- Beschermgassen vereisen dat het proces binnenshuis plaatsvindt
- Er is een vereiste dat elk metaal moet worden gelast.
Toepassingen van TIG-lassen versus MIG-lassen

De vergelijking tussen MIG en TIG-lassen kan niet eindigen zonder te weten wanneer en hoe de juiste van de twee methoden te kiezen. Wij geloven dat u de voor- en nadelen kunt gebruiken om de geschikte methode te kiezen. Daarom zullen we alleen de toepassingen van beide booglasprocessen introduceren.
Toepassingen van TIG-lassen
In vergelijking met MIG-lassen is TIG-lassen geschikt voor handmatig en gemechaniseerd lassen, waardoor het toepasbaar is bij het lassen van pijpleidingen en pijpen. Het is ook geschikt voor het lassen van plaatwerkonderdelen die worden gebruikt in de lucht- en ruimtevaartindustrie. Hieronder staan een paar van de toepassingen:
- Dunnere metalen lassen :TIG-lassen is een geschikte methode voor het lassen van dunnere metalen. Dit komt door de precisie, nauwkeurigheid en betere operationele controle. Het hoeft ook niet schoongemaakt te worden.
- Aluminium en andere geschikte metalen lassen :TIG-lassen is geschikt voor het lassen van vele metalen zoals aluminium en koper. Het is ook geschikt voor het lassen van speciale metalen zoals titanium. Gebruik het echter niet met gietijzer.
- Kortere runs lassen :TIG-lassen is toepasbaar bij het lassen van kortere productieruns. Bij gebruik voor langere productieruns wordt het complex en duurder.
- Esthetiek :TIG-lassen is ook toepasbaar bij het lassen van werkstukken die een product met een hoge esthetische aantrekkingskracht moeten hebben. Ze zijn bijvoorbeeld toepasbaar bij het maken van kunstwerken, ornamentontwerpen en autoprojecten.
Toepassingen van MIG-lassen
MIG-lassen is het meest voorkomende lasproces voor plaatwerk dat wordt gebruikt in de automobiel- en woningverbeteringsindustrie. Hieronder staan een paar van de toepassingen:
- Gebruikt bij het lassen van grote metalen onderdelen :MIG-lassen is een geschikte methode voor het lassen van dikke en grote metalen omdat er een vulmateriaal wordt gebruikt dat het onderdeel bij het stollen verbindt. Het kan echter nodig zijn om de lasverbinding glad te strijken.
- Gebruikt in lasproducten die na het lassen minder defecten zouden moeten hebben :MIG-lastechniek heeft een continu karakter, d.w.z. het is geen start- en stopmechanisme, in tegenstelling tot TIG-lassen. Hierdoor is de kans op defecten tijdens het lassen kleiner. U wilt een soepeler proces met minder defecten.
- Langere productieruns lassen :MIG-lassen is ideaal voor het lassen van veel materialen, omdat het gemakkelijk kan worden beheerd en productie-efficiënter is.
- Beginner :MIG-lassen is toepasbaar voor gebruik zonder veel technische kennis. Het is ook toepasbaar bij het afhandelen van grote projecten omdat het gemakkelijk te hanteren is.
TIG-lassen versus MIG-lassen:een overzicht van elk lasproces

Om de TIG- versus MIG-lasvergelijking te begrijpen, moet u begrijpen hoe het proces werkt. Hieronder ziet u een principe van hoe de twee lasprocessen werken.
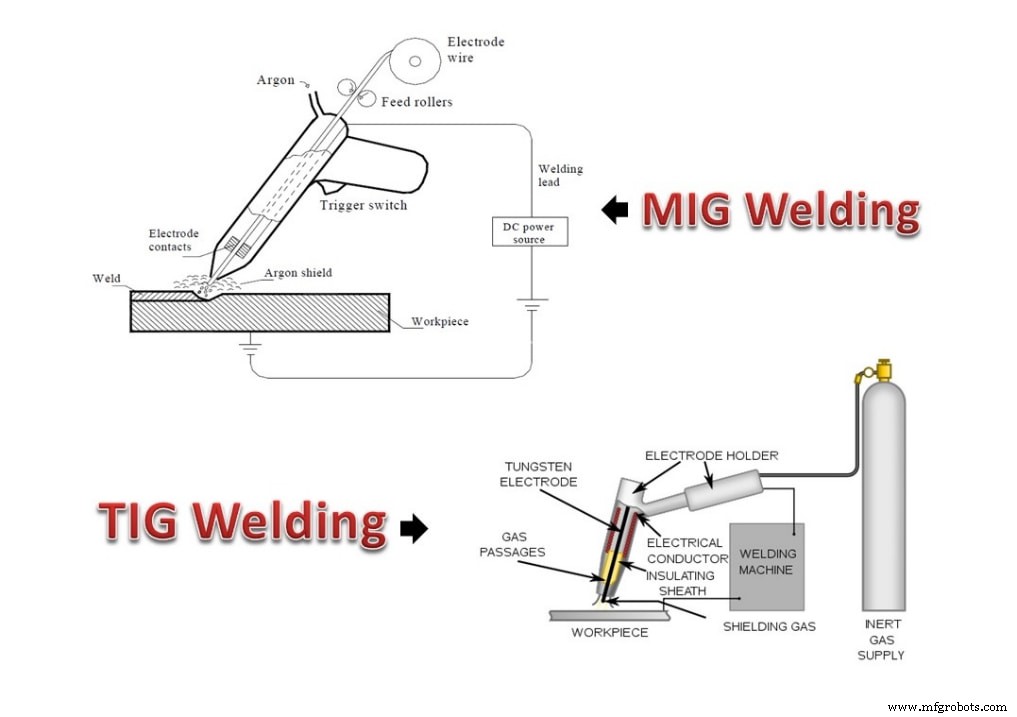
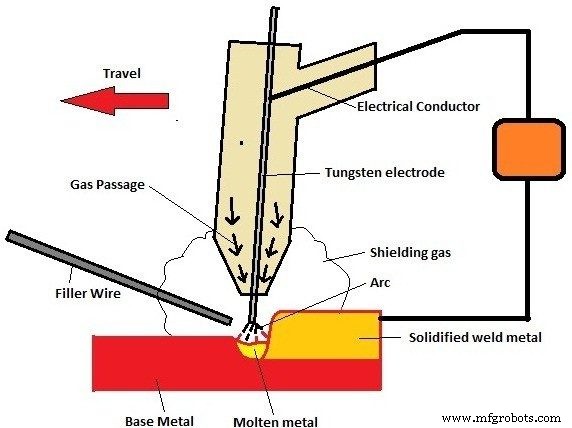
TIG-lassen:procesprincipe
TIG-lassen of Gas Tungsten Arc Welding is een elektrisch booglasproces dat geschikt is voor het lassen van metalen met een dikte van ongeveer 10 mm. Het maakt gebruik van een niet-verbruikbare wolfraamelektrode in een lastoorts om een elektrische boog te creëren die warmte genereert die nodig is om het metaal samen te voegen.
De gegenereerde warmte wordt gebruikt om een vulmetaal/staaf te smelten die door de lasser in het smeltbad wordt gevoerd. De elektrische boog wordt omsloten door een inert gas dat wordt geproduceerd in het gasmondstuk, dat voornamelijk argon is dat hem afschermt van atmosferische invloeden.
TIG-lassen zorgt voor een diepe penetratie en betere lassen, maar is langzamer omdat de lasser de toevoegmaterialen altijd met de hand invoert.
MIG-lassen:procesprincipe
Metal Inert Gas (MIG) lassen is een elektrische booglasmethode die geschikt is voor dikke en dunne materialen zoals aluminium en koper. De elektrische boog wordt gevormd aan het einde van een verbruikbare elektrode die samen met het werkstuk wordt verbruikt om een smeltbad te vormen.
Het smeltbad wordt beschermd door een beschermgas dat door het gasmondstuk op de elektrische boog wordt gevoerd. Het beschermgas is voornamelijk CO2 vanwege de overvloed in de atmosfeer.
MIG-lassen is halfautomatisch. De voedingssnelheid van de elektrode en de boogafmeting zijn afhankelijk van de stroombron. De snelheid en positie zijn echter afhankelijk van de bestuurder. In sommige gevallen is er geen handmatig gedeelte en kan worden gezegd dat het proces automatisch is.
Waarom is MIG-lassen beter dan TIG-lassen?
Veel plaatwerkfabrikanten gaan ervan uit dat MIG-lassen beter is dan TIG-lassen. De redenen zijn niet vergezocht. Hieronder staan er een paar die je moet weten:
· Diversiteit
MIG-lassen is diverser dan TIG-lassen op basis van materiaalcompatibiliteit en meer op het gebruik van slijtbare elektroden. De verbruiksartikelen werken bij het produceren van de elektrische boog en fungeren als vulmiddel, waardoor het ideaal is voor het combineren van twee verschillende metalen.
· Snelheid
MIG-lassen gaat sneller dan TIG-lassen omdat de machine automatisch of halfautomatisch is. Het MIG-pistool werkt continu, waardoor het efficiënter en productiever is dan TIG-lassen, dat zich meer op details richt.
· Gemak
MIG-lassen vereist niet veel technische expertise voordat het wordt gebruikt in vergelijking met TIG-lassen, dat door veel lassers wordt beschouwd als het toppunt van lassen. MIG-lassers kunnen plaatwerkdelen met slechts één hand lassen, terwijl een TIG-lasser hand en één voet nodig heeft om goed te kunnen functioneren.
Veelgestelde vragen
Is TIG-lassen beter dan MIG-lassen?
De betere methode hangt af van de kwaliteit die u wilt, de materialen waaraan u werkt en andere factoren. Daarom is het beter om de TIG versus MIG-vergelijking te begrijpen om de betere methode voor uw project te kennen.
Als u bijvoorbeeld een lasverbinding met esthetische aantrekkingskracht wenst, is TIG-lassen de betere methode. Als u echter een product wilt met lagere kosten, moet u kiezen voor MIG-lassen. U kunt hierboven het verschil tussen MIG- en TIG-lassen bekijken, welke het beste is voor uw project. U kunt ook andere methoden gebruiken, zoals klinken, hoewel beide methoden verschillende kenmerken hebben die in hun vergelijking worden uitgelegd.
TIG-lassen is het meest complexe proces als je de twee processen vergelijkt. Dit komt omdat het veel operationele controle vereist. Ook het handmatig invoeren van het toevoegmateriaal in het lasbad vereist technische expertise.
Kan MIG-lasser roestvrij staal lassen?Ja, MIG-lassen is geschikt voor elk metaal. Hoewel het eerst werd gebruikt met aluminium, kan het voor veel soorten roestvrij staal worden gebruikt. Het probleem zou echter zijn om ervoor te zorgen dat het materiaal dik genoeg is, aangezien MIG-lassen minder controle heeft dan TIG-lassen.
Kies RapidDirect voor uw lasbehoeften
Heeft u een uitdaging op het gebied van MIG vs TIG-lassen? Neem contact met ons op en ons team zal de meest geschikte oplossing voor uw project bieden.
Daarnaast is RapidDirect uw beste partner als u lasbehoeften heeft. Wij zijn een rapid prototyping-bedrijf gespecialiseerd in plaatbewerkingsdiensten voor massaproductie. We zijn toegewijd aan het leveren van kwaliteit tegen een korte doorlooptijd en een concurrerende prijs om u te helpen uw lasbehoeften te realiseren.
Conclusie
Van de vier belangrijkste soorten vlambooglasproces die worden gebruikt bij de fabricage van plaatwerk, is de MIG- versus TIG-lasvergelijking de meest voorkomende bij plaatbewerkingsfabrikanten. Beide methoden hebben hun unieke voordelen, en het kiezen van een komt met het begrijpen van hun technieken, voordelen, nadelen en andere verschillen. Als u deze factoren begrijpt, kunt u het juiste lasproces voor uw project kiezen.
Industriële technologie
- MIG-lassen versus TIG-lassen
- Robotische lassystemen:de juiste kiezen
- Een gids voor het kiezen van de juiste vervoerder, groot of klein
- De complete gids voor het kiezen van een explosieveilige motor
- Wat is het verschil:MIG Vs. TIG-lassen
- Een complete gids voor het lassen van roestvrij staal
- Wat is laselektroden? - Een complete gids
- Een selectiegids van MIG-lasdraden
- De complete gids voor 3D-printen
- MIG versus TIG-lassen
- Het juiste materiaal kiezen voor puntlaselektroden