


Stap 5:Implementeer een cobot succesvol in uw bedrijfsvoering
Visie:moet je daarheen gaan?
Voor degenen die nog niet de eerste stap hebben gezet om 2D-, 2.5D- of 3D-visie in hun productieprocessen te implementeren, kan het intimiderend zijn. Dus hoe begin je en op welk proces?
Het antwoord op die vraag is enigszins eenvoudig. Maak de eerste afslag naar rechts tijdens uw reis en stel uzelf de vraag:"Heeft u medewerkers die regelmatig kwaliteitscontroles uitvoeren ?”
Waarom kiezen voor dat proces om mee te beginnen, vraagt u zich af? Omdat elke winkel een soort QC moet uitvoeren, waardoor het een universele taak is die vaak handmatig wordt gedaan met uw vertrouwde schuifmaat of op een CMM. Visie is tegenwoordig eenvoudiger dan ooit vanwege de snelle evolutie van AI. Het is sneller dan de meesten van ons kunnen bijhouden. Bedenk ook hoe agressief OEM's met visie moeten zijn om gelijke tred te houden met deze steeds evoluerende technologie om het beter, sneller en gemakkelijker te maken, vooral voordat hun concurrentie dat doet.

Tegenwoordig verwachten eindgebruikers van automatisering meer door eenvoudigere gebruiksvriendelijke oplossingen te eisen van vision-OEM's. Dus, denk nog eens goed na voordat u uw hoofd schudt en zegt dat visie geen plaats heeft in uw productieprocessen.
Terugverwijzend naar de eerste vraag:"Heeft u medewerkers die regelmatig kwaliteitscontrole-inspecties uitvoeren?" Denk aan de hoeveelheid tijd die iemand nodig heeft om een onderdeel handmatig op te pakken en te inspecteren met de eenvoudigste vorm van kwaliteitscontrole, de vertrouwde remklauwen. Vervolgens de metingen documenteren in een logboek of dagboek en gedurende de dag keer op keer terugkeren naar dit proces. Hoeveel meer slechte onderdelen zijn er mogelijk geproduceerd tijdens de inspectie, documentatie en retourperiode?

Laten we nu eens kijken naar het gebruik van een CMM. Denk hier eens over na:de operator pakt een onderdeel op, loopt het naar de van airconditioning voorziene QC-kamer en plaatst het op de CMM. Zelfs als de CMM al is ingesteld om het onderdeel te inspecteren, kan de tijd die nodig is om het onderdeel correct op de tafel te plaatsen, het inspectie- en meetproces te starten, de gegevens te analyseren en de machine terug te lopen om af te stellen een aanzienlijke hoeveelheid tijd kosten. tijd. Hoeveel onderdelen en hoeveel materiaal zou er zijn weggegooid als het onderdeel buiten de tolerantie valt?
Denk nu eens na over het proces als een robot het onderdeel zou oppakken en inspecteren met een 2D- of 3D-visiesysteem. Hoe snel denkt u dat dat proces kan worden voltooid? Acties zoals uitvaltijd, herprogrammering en andere aanpassingen om tolerantie te garanderen, hebben een meetbare en kwantitatieve negatieve impact op de ROI van elke taak. Constante QC-controles zijn altijd een debet aan COGS. Overweeg vervolgens de taken met toegevoegde waarde die uw operator had kunnen doen terwijl het vision-systeem van de robot onderdelen aan het controleren was. Al deze factoren kunnen ertoe leiden dat er geld op tafel blijft liggen.
Maar wacht - er is meer!
Wat als uw vision-systeem de datamatrix van uw onderdeel zou kunnen verzamelen en analyseren, en in plaats van te stoppen of alarm te slaan, automatisch correcties aanbrengt in de PLC van de machine? Dit heet procesoptimalisatie , en het beste is dat u er niet eens hoeft te zijn om te weten dat er aanpassingen moeten worden gedaan. Je ziet het in het datarapport als je 's ochtends op kantoor komt, nadat je je koffie hebt gedronken.
Verschillen tussen 2D- en 3D-zicht
Er is een groot aantal diensten die zowel 2D- als 3D-machinevisiesystemen kunnen stroomlijnen; het meest voorkomende gebruik is hierboven vermeld. Maar vision kan ook voorraadbeheer, robotgeleiding, materiaalbehandeling, assemblageverificatie, herkenning en identificatie, verpakking en bin-picking uitvoeren in gestructureerde en ongestructureerde omgevingen met een divers veld of bereik van objecten (onderdelen van verschillende grootte op één transportband of bak ). En laten we de absolute realtime gegevensverzameling niet vergeten. Fabrikanten gebruiken realtime gegevens om strategische beslissingen te nemen om concurrerend te blijven, en steeds meer eindklanten verwachten dat fabrikanten gegevens delen voor historische informatie over de productie van onderdelen. Dat zijn veel toepassingen die snel gedaan kunnen worden met procesoptimalisatie en dat zal een positief effect hebben op de doorvoer. Dus, als je eenmaal een beslissing hebt genomen over de taak, vraag jezelf dan af:"Welke mate van gezichtsvermogen zal deze taak het meest ten goede komen?"
2D-visie is doorgaans sneller dan 3D vanwege de algoritmen, gegevensverwerking en beeldacquisitie. 3D-visie werkt echter beter op meer diepgaande complexe geometrieën. 2D vision kan complexe bin-picking van willekeurige onderdelen uitvoeren en deze in een bepaalde richting op een transportband plaatsen; 3D-zicht is echter het beste als er meerdere aanrakingen en bewegingen moeten plaatsvinden, vooral als het onderdeel delicaat is. 2D-visie kan het kiezen van willekeurige gevormde onderdelen op een transportband aan, maar als de onderdelen aanzienlijk diep zijn, is 3D het beste. Als de levenscyclus van het werk een vaste periode is met omvangrijke onderdelen, is 3D-visie meestal het antwoord omdat het beter kleur kan toepassen op de verschillende onderdelen om ze van elkaar te onderscheiden.
Menselijke visie versus machinevisie
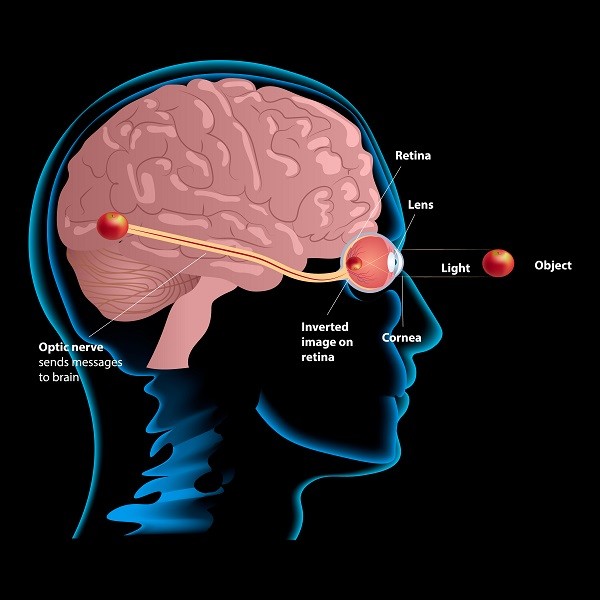
De menselijke visie wordt het best gebruikt voor de kwalitatieve interpretatie van een ongestructureerde en/of complexe scène. Onze ogen zijn beperkt in grootte en hebben daarom een beperkt lichtabsorptie en frequentievermogen. De pupildiameter is ook klein, hoewel deze van grootte kan veranderen afhankelijk van de helderheid van de atmosfeer, maar is voor het grootste deel ook beperkt.
Het netvlies van het menselijk oog accepteert een afbeelding. Sensorische input stroomt door het netvlies naar de visuele cortex van de hersenen. De cortex ontleedt de informatie met een onmetelijke snelheid om het object (de objecten) te herkennen. Maar het menselijk oog kan geen licht gedurende lange perioden verzamelen om vage of verre beelden te intensiveren, en bovendien kan het oog geen beeld opslaan voor toekomstig gebruik.
Omgekeerd blinkt machine vision uit in kwantitatieve meting van een gestructureerde scène vanwege de snelheid, nauwkeurigheid en herhaalbaarheid. Daarom kan een productielijn die vision gebruikt duizenden onderdelen per minuut inspecteren en identificeren. Het is ook de reden waarom machinevisie in hoge resolutie kan worden gebruikt voor het herkennen van details in objecten die te klein zijn om door het menselijk oog te worden gezien.
Visie verlaagt productiekosten
Het is alleen maar logisch dat het verwijderen van de menselijke component van onderdelen die worden getest, gehanteerd of geobserveerd op inconsistenties schade voorkomt en de onderhoudstijd en -kosten in verband met slijtage van mechanische componenten vermindert. Het is ook bewezen dat machine vision een positieve veiligheidscomponent toevoegt aan het productieproces door de menselijke betrokkenheid te verminderen, wat de operationele voordelen vergroot. Bovendien voorkomt het menselijke besmetting van cleanrooms en beschermt het werknemers tegen gevaarlijke omgevingen. Al deze genoemde zijn cumulatief tot een verhoogde doorvoer, wat altijd een belangrijke drijvende factor is in de productie.
Het integreren van visie in de dagelijkse productie ligt niet langer in het verschiet en zal ook niet snel verdwijnen. Machine vision is gearriveerd en wordt elke dag meer en meer geïntegreerd in productieprocessen. Visionairs implementeren toekomstgericht denken. Vooruitdenken is wat de Amerikaanse productie drijft. Het standaard integreren van visie zal niet anders zijn.
Samenwerken met een vision-provider die een veteraan is in de sector van CNC-bewerkingsmachines, is slim vooruitdenken. Het A+ Automation-team van Absolute Machine Tools is gekwalificeerd in 2D-, 2.5D- en 3D-visiesystemen via OEM's zoals Cognex, Keyence, Omron en nog veel meer. Neem voor meer informatie of hulp bij het bepalen van de beste kosteneffectieve automatiseringsoplossing voor uw bedrijf vandaag nog contact met ons op via [email protected] of bel ons op 800-852-7825. We zijn Absoluut en we zijn hier om te helpen!
Klik voor meer informatie over OB7-cobotsBekijk onze eerdere berichten in het succesvol implementeren van een cobot-serie:
- Stap 1:De cobot is slechts een onderdeel van de applicatie
- Stap 2:Welke rol spelen integrators in dit proces?
- Stap 3:Hoe wordt het werk geënsceneerd? Het zou allemaal deel moeten uitmaken van het masterplan
- Stap 4:De juiste eindeffector kiezen
- Stap 5:Visie - Moet je daarheen gaan?
- Stap 6:hebben cobots onderhoud nodig zoals industriële robots?
- Stap 7:Risicobeoordeling
Automatisering Besturingssysteem
- Op het gebied van procesinstallaties met Ethernet
- QR-codes gebruiken met uw CMMS:stap voor stap
- Is uw AI-strategie realistisch of een trap naar de hemel?
- Hoe u robotica succesvol kunt integreren in uw faciliteit
- Webinar:Automatiseer uw proces met Techman Robot
- Process Mining:een sleutel tot continue waarderealisatie in uw automatiseringstraject
- Omrons TM Cobot versnelt integratie en programmering
- Hoe kan de procesindustrie Industrie 4.0 implementeren?
- Conexiom:uw order-to-cash processtroom optimaliseren
- 8 stappen om uw procesbesturingssysteem te debuggen
- Waarom zou u 3D-visie in uw automatiseringsprojecten implementeren?