


3D Printing Layer Separation Fix (slechte laaghechting)!
Kraken uw modellen tijdens het printen en komen de lagen uit elkaar? Dit wordt gewoonlijk laagscheiding of delaminatie genoemd en wordt voornamelijk veroorzaakt door een slechte laaghechting.
In dit artikel ga ik in op wat laagdelaminatie is, waarom het gebeurt en hoe het op te lossen.
Dus laten we zonder verder oponthoud beginnen!
Layerdelaminatie of scheiding, wat is het?
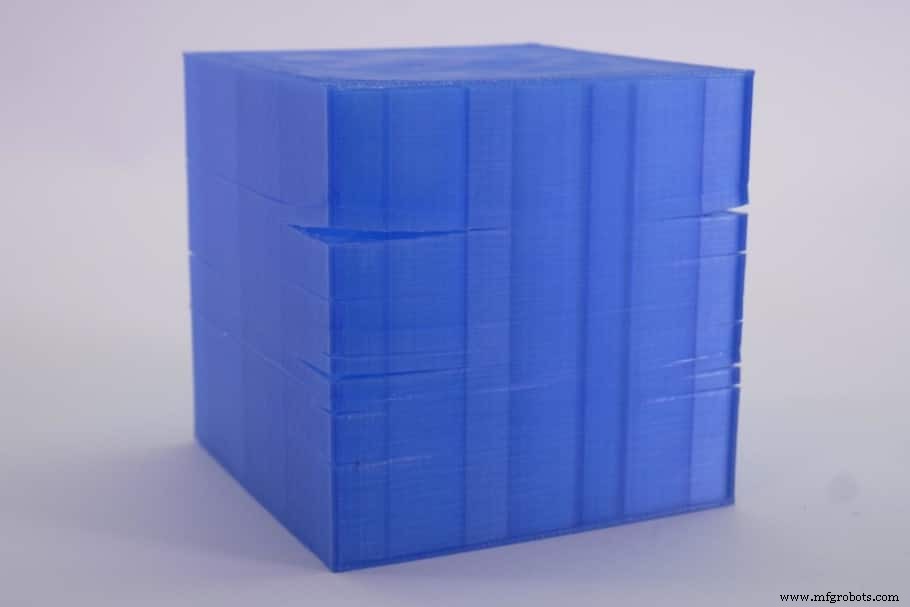
FDM 3D Printing werkt door een object laag voor laag op te bouwen, waarbij de laatste laag bovenop de vorige wordt afgedrukt. Als de laaghechting niet sterk genoeg is, kan het onderdeel op verschillende plaatsen splijten of scheiden, wat kan worden gezien als sneden of scheuren aan de buitenkant van de print.
Dit is vaak het geval bij ABS omdat het samentrekt bij het afkoelen en dit kan soms de lagen scheiden als het niet is bedrukt met een behuizing of een goed verwarmd bed.
Laten we eens nader bekijken waarom laagscheiding plaatsvindt;
Waarom vindt laagscheiding plaats?
Laagscheiding treedt op wanneer het 3D-object barst vanwege de krachten die door het plastic worden uitgeoefend wanneer de lagen met verschillende snelheden worden afgekoeld, en dit creëert een kracht die over het algemeen wordt aangeduid als "kromtrekken" in het midden van de afdruk, die de laaghechting en scheidt de lagen.
Hoewel het repareren van een reeds gebarsten afdruk niet mogelijk is, is het vrij eenvoudig om ervoor te zorgen dat het niet opnieuw gebeurt met slechts een paar eenvoudige stappen, dus laten we ze nu snel bekijken.
Hoe laagscheiding op te lossen
In de meeste gevallen komt het neer op het printen met een behuizing, omdat dit voorkomt dat het onderdeel ongelijkmatig afkoelt en door de bedtemperatuur correct in te stellen. Dit zou het probleem in de meeste situaties moeten oplossen.
Hier is echter een lijst met alle mogelijke oplossingen om laagscheiding aan te pakken en de laaghechting te verbeteren.
Gebruik een behuizing

Wat een behuizing doet, is helpen de temperatuur in de 3D-printer te stabiliseren, en dit zorgt ervoor dat de onderdelen niet te snel afkoelen, wat op zijn beurt de kans op kromtrekken en het scheiden van lagen verkleint.
Niet alle printers worden geleverd met behuizingen, maar u hoeft niet per se een printer te kopen die erbij wordt geleverd of zelfs een behuizing te kopen, aangezien u er zelf een kunt maken. Zorg ervoor dat de materialen die voor de behuizing worden gebruikt, niet ontvlambaar zijn. U kunt ook een behuizing kopen met standaardafmetingen voor de meeste printers!
Als je zelf een behuizing wilt bouwen, volg dan deze gids die extreem diepgaand gaat.
Opmerking :De meeste behuizingen worden niet actief verwarmd, maar houden de warmte die wordt geproduceerd door het bed en het mondstuk erin, en dit is over het algemeen voldoende om elk probleem met betrekking tot het verwarmde bed op te lossen.
Ik heb een heel artikel geschreven over waarom je zou kunnen overwegen om met een bijlage te printen, dat je hier kunt vinden.
Verlaag de laaghoogte
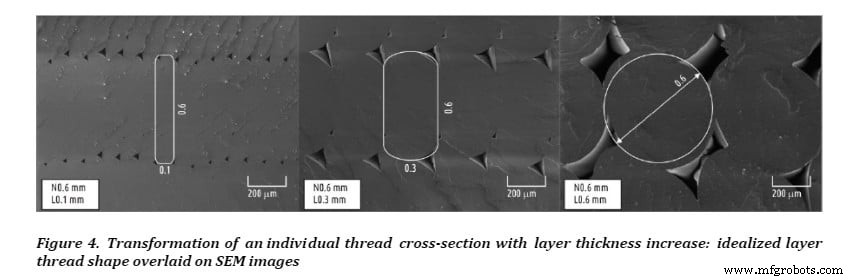
Bij het printen met een lagere laaghoogte is er een groter contactoppervlak, wat betekent dat de binding tussen elke laag veel sterker zal zijn dan wanneer je deze op een grotere hoogte zou printen. Als de lagen van je print slecht hechten, zal het verlagen van de laaghoogte die hechting versterken.
Zoals je kunt zien aan de afbeelding die ik hierboven heb gekoppeld, verbetert het verminderen van de laagdikte het contactoppervlak tussen elke laag drastisch, en dit vertaalt zich direct in een betere sterkte voor je afdrukken.
Sterkste laaghoogtes :0,1 mm tot 0,15 mm.
Ik heb een heel artikel geschreven dat diepgaand ingaat op wat de beste laaghoogte is voor 3D-printen, zowel qua sterkte als detail, dus zorg ervoor dat je het bekijkt.
Verhoog de afdruktemperatuur
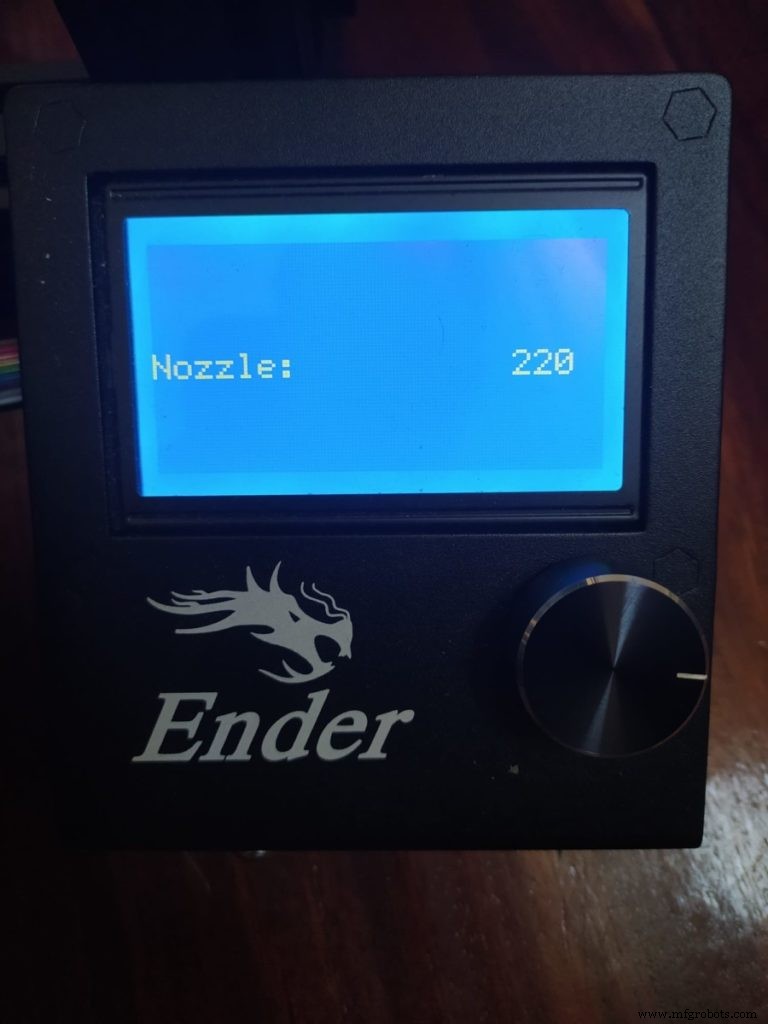
Plastic hecht veel beter naarmate het warmer wordt en als de lagen van je print niet goed aan elkaar hechten en uit elkaar vallen, verhoog dan de printtemperatuur. Bijvoorbeeld; ABS print over het algemeen bij ongeveer 220-235C, wat een mooie binding tussen de lagen zal creëren, printen daaronder, zeg 200C, zal hoogstwaarschijnlijk zwakke prints opleveren.
Controleer altijd de instructies op het filament dat je hebt gekocht om er zeker van te zijn bij welke temperatuur het moet worden geprint voor de beste resultaten, maar als je denkt dat de laaghechting beter zou kunnen zijn, probeer het dan geleidelijk met 5 ° C te verhogen en maak een paar testprints om de resultaten.
Hier is een tabel met de ideale printtemperaturen voor de meeste filamenten, evenals hun verwarmde bedtemperatuur, glasovergangstemperatuur en meer.
| Filament | Temperatuur mondstuk | Glasovergangstemperatuur Tg (C) | Smelttemperatuur Tm (C) | Verwarmd bed Temp | Warping-risico | Gebruiksgemak |
| PLA | 180°C – 230°C | 60-65°C | 155 °C | 60°C maar niet vereist) | Laag | Eenvoudig |
| ABS | 230°C – 250°C | 105 °C | 210°C | Ongeveer. 100°C | Gemiddeld | Gemiddeld |
| PETG | 230°C – 250°C | 80-82°C | 200°C | Ongeveer. 100°C | Laag | Eenvoudig |
| Nylon | 230°C – 260°C | 70-80°C | 217°C | 80°C – 100°C | Gemiddeld | Gemiddeld |
| ASA | 220°C – 250°C | 100°C | 250-260°C | Ongeveer. 100°C | Laag | Gemiddeld |
| Polycarbonaat | 270°C – 310°C | 147°C | 260 °C | 90°C – 110°C | Hoog | Moeilijk |
| HEUPEN | 230°C – 250°C | 88-92 °C | 180 – 270°C | Ongeveer. 100°C | Laag | Gemiddeld |
| TPE | 210°C – 230°C | 60-130°C | 150–210°C | Niet vereist | Laag | Eenvoudig |
Pas de koelventilator aan
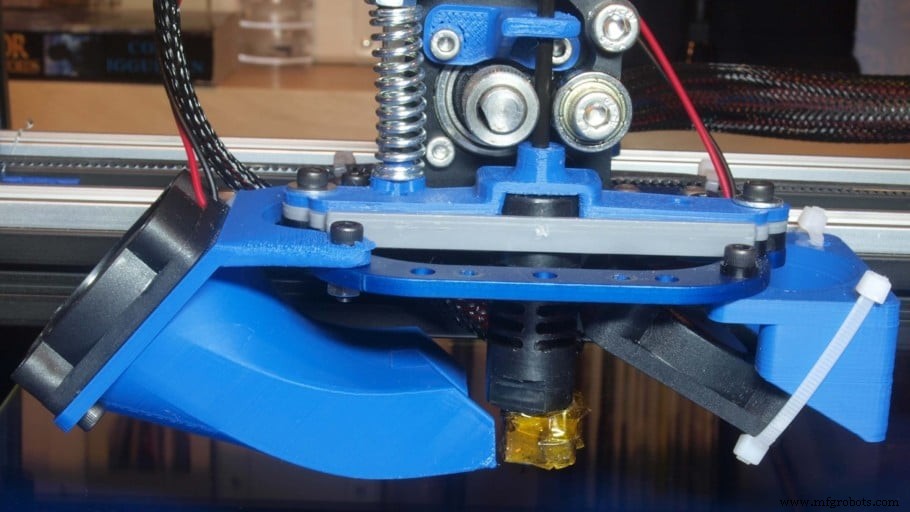
De ventilator op een 3D-printer koelt de laag plastic die zojuist is gelegd, maar als deze te snel wordt afgekoeld, zal het nieuw toegevoegde plastic niet zo sterk aan de vorige laag kunnen hechten, waardoor de ventilatorsnelheid wordt verlaagd kan mogelijk de laaghechting en daarmee de sterkte van de afdruk verhogen. Als je dat niet doet
Dit volgt hetzelfde concept als het vorige punt, aangezien het verhogen van de afdruktemperatuur zal resulteren in een betere hechting van de lagen en te snel afkoelen kan hetzelfde ongewenste resultaat opleveren.
Opmerking :Maak een paar testafdrukken waarbij u de ventilatorsnelheid elke keer met 10% verlaagt totdat u de goede plek bereikt.
Verhoog de stroomsnelheid (extrusievermenigvuldiger)
Zelfs als uw printer geen last heeft van onderextrusie, kan het helpen om de stroomsnelheid iets te verhogen als de lagen niet goed hechten, omdat hierdoor meer gesmolten plastic wordt geëxtrudeerd, en hoe meer materiaal er is, hoe beter de hechting.
Onder-extrusie kan worden gezien als openingen tussen de lagen plastic, onvoldoende kleine lagen, ontbrekende lagen of zelfs kleine stippen die aanwezig zijn op de afdruk, en onder-extrusie speelt zeker ook een belangrijke rol voor de sterkte van uw kant.
Zoals alles bij 3D-printen, doe het bij het aanpassen van de stroomsnelheid (extrusievermenigvuldiger) niet drastisch maar in kleine stappen en test de resultaten.
Standaard is de stroomsnelheid 100% (of 1,0), maar aangezien niet alle filamenten en printers gelijk zijn gemaakt, moet u deze waarde mogelijk naar beneden of naar boven aanpassen.
Aanbeveling :Verhoog de stroomsnelheid in stappen van 5% en test de resultaten totdat u de goede plek bereikt.
Verlaag de afdruksnelheid
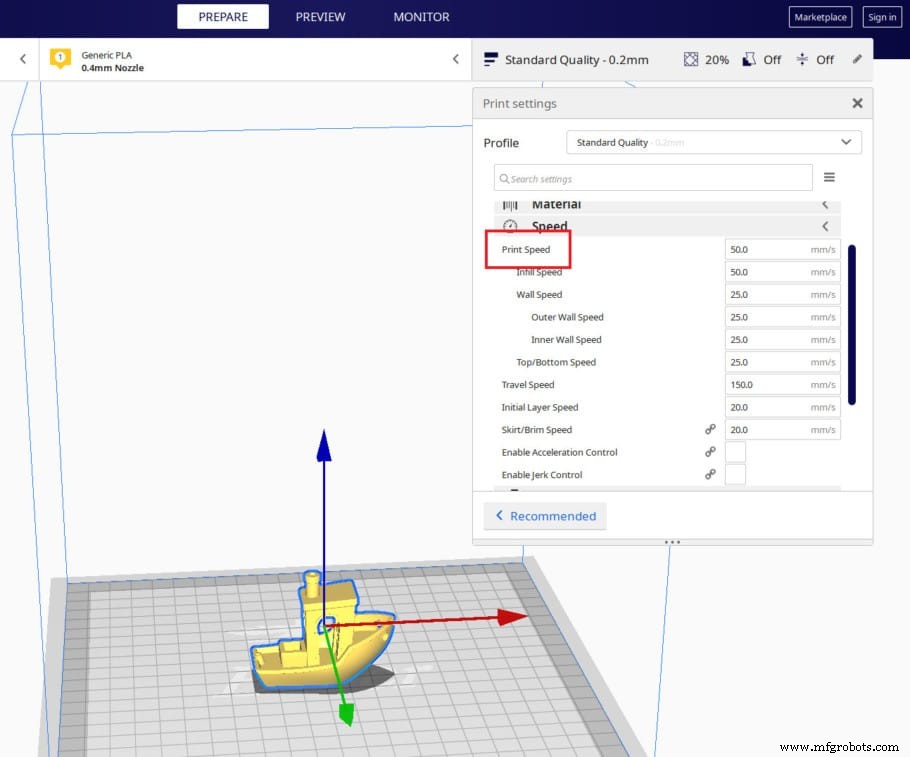
Net zoals het verhogen van de printtemperatuur ervoor zorgt dat het nieuw geëxtrudeerde plastic beter hecht met de vorige laag, zal het verlagen van de printsnelheid een soortgelijk effect hebben. Als de printkop te snel beweegt, heeft het geëxtrudeerde plastic mogelijk niet genoeg tijd om goed te hechten aan de vorige laag.
Niet alleen dat, maar printen op een hogere snelheid kan ook nog een hele reeks problemen veroorzaken, zoals onder-extrusie (wat ook het onderdeel verzwakt), ringing, enkele zichtbare artefacten en gewoon een slechte laaghechting in het algemeen.
Aanbeveling :Verlaag de afdruksnelheid in stappen van 5 mm/s of 10 mm/s en test de resultaten totdat u de goede plek bereikt.
Gebruik een bredere spuitmond

De diameter van het mondstuk beïnvloedt de breedte van het geëxtrudeerde plastic. In wezen zal het gebruik van een 0,8 mm-mondstuk een strook plastic plaatsen die twee keer zo breed is als een 0,4 mm-mondstuk en het contactoppervlak vergroten, waardoor de hechting tussen de lagen veel sterker wordt.
Ik noemde al dat het gebruik van een lagere laaghoogte resulteert in een sterkere laaghechting omdat het het oppervlaktecontactgebied vergroot. Welnu, als je de spuitmond groter maakt en toch dezelfde lage laaghoogte gebruikt, zullen alle lagen veel meer contactoppervlak hebben om een sterkere hechting te creëren.
Het is echter vermeldenswaard dat het vergroten van de spuitmond aanzienlijk minder gedetailleerde afdrukken in het horizontale vlak oplevert (wanneer u ze van boven of van onder bekijkt), omdat de lagen veel breder zijn.
Aanbeveling :Vergroot de spuitmond met 0,2 mm en behoud dezelfde laaghoogte als voorheen en controleer de resultaten. U kunt altijd overstappen op een breder mondstuk als u de afdruk sterker wilt maken. Je kunt ook doorgaan en deze goedkope verzameling mondstukken in alle maten kopen (met wat extra's gereedschap).
Belangrijke opmerking :Als u de grootte van de spuitmond wilt vergroten, moet u mogelijk de afdruktemperatuur verhogen. Voorbeeld; Met een mondstuk van 1,2 mm moet u mogelijk normaal PLA printen op 240C in plaats van op 200-220C.
Controleer of het mondstuk verstopt is
De verstopping van het mondstuk betekent dat het kleine gaatje aan het einde ervan verstopt raakt, hetzij vanwege stof- of andere vreemde deeltjesophoping, filamentonzuiverheden, warmtekruip en het gebruik van minder gebruikelijke filamenten, zoals koolstofvezel , met hout doordrenkte kunststoffen, enz., en deze verstopping zal resulteren in onderextrusie (minder plastic dat uit de spuitmond stroomt), wat leidt tot zwakkere afdrukken.
Het goede nieuws is dat het repareren van een verstopte spuitmond vrij eenvoudig te repareren is, en in de meeste gevallen, aangezien de meesten van ons toch met PLA, PETG of ABS printen, komt verstopping niet zo vaak voor.
Maar als uw afdruk een slechte laaghechting heeft, kan dit komen doordat de spuitmond verstopt is.
Hoe maak je een verstopt mondstuk schoon
Er zijn meerdere manieren om dit probleem aan te pakken, maar hier zijn twee vrij eenvoudige manieren die niet al te veel tijd in beslag nemen en het probleem in de meeste gevallen oplossen:
Verwarm het mondstuk en gebruik vervolgens een naald:
Deze is vrij eenvoudig en zou het probleem meestal moeten oplossen.
- Verwarm de hotend tot de printtemperatuur van het filament.
- Duw met een naald, die meestal bij de 3D-printer wordt geleverd, het filament door het mondstukgat in de hotend.
- Duw handmatig op het filament en kijk of het uit het mondstuk komt.
Hier probeer je niet de deeltjes die het mondstuk verstoppen eruit te krijgen, maar probeer ze er weer in te duwen en ze te breken.
Een andere manier is om een "cold pull" te doen die als volgt gaat;
- Stap 1:Verwarm het mondstuk tot 220 °C (als je net met PLA hebt geprint).
- Stap 2:Plaats een stuk wit of lichtgekleurd Abs, Nylon of een ander sterk filament met een goede thermische weerstand.
- Stap 3:Duw er handmatig zo hard mogelijk op.
- Stap 4:Kijk of het filament door het mondstuk stroomt (als de obstructie totaal is, mag er niets worden geëxtrudeerd).
- Stap 5:Laat de printer afkoelen tot ongeveer 90°C voor PLA en 160°C voor ABS. Houd de druk tijdens het koelen.
- Stap 6:Wanneer de printer de in stap 5 genoemde laagste temperatuur bereikt, verwijdert u het filament snel en krachtig van de hotend en inspecteert u het halfgesmolten deel van het filament. Deze moet een klein beetje vuil zijn (zwarte vlekken). Die zwarte vlekken veroorzaakten de blokkade.
- Stap 7:Knip het vuile deel van het filament af en herhaal vanaf stap 2 totdat het filament er schoon uitkomt.

Conclusie
Laagdelaminatie is tegenwoordig niet zo'n groot probleem, aangezien fabrikanten van 3D-printers manieren hebben gevonden om dit redelijk succesvol aan te pakken.
Als het u echter overkomt (komt vaker voor bij ABS), probeer dan de stappen te volgen die ik in deze handleiding heb beschreven. De beste oplossing zou zijn om een behuizing te gebruiken of zelfs om de hele printer te bedekken met een vuilniszak, maar dit kan echt brandgevaar opleveren.
Als dat niet werkt, probeer dan alle verschillende opties die ik heb opgesomd een voor een uit, zodat je goed kunt inschatten welke instelling de beste resultaten geeft.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Wat veroorzaakt laagverschuiving bij 3D-printen?
- De meest voorkomende knelpunten in de 3D-printworkflow - en hoe u ze kunt oplossen
- Polyjet 3D-printen verkennen
- Wat is bioprinten?
- 5 veelvoorkomende problemen met 3D-metaalprinten - en hoe u ze kunt oplossen
- Wat is 4D-printen eigenlijk?
- 3D-printen ontkracht:3 misvattingen over 3D-printen
- Wat is FDM (Fused Deposition Modeling) 3D-printen? Uitgelegd door Hubs
- Is 3D printen makkelijk?
- Beste laaghoogte voor 3D-printen!
- Fused Deposition Modeling (FDM) 3D-printontwerptips