


De verschillen begrijpen tussen klimmen en conventioneel frezen [CNC-trucs]
Frezen is een van de meest voorkomende subtractieve productieprocessen waarbij een roterend gereedschap wordt gebruikt om een stationair vlak oppervlak te snijden. Voordat het proces begint, moeten de machinisten een aantal overwegingen maken en een veelvoorkomend dilemma voor hen is de beslissing over meelopend frezen versus conventioneel frezen.
Zowel klim- als conventionele freesprocessen hebben hun voor- en nadelen, dus er is geen duidelijke winnaar. De betere keuze voor u hangt af van uw toepassing, voorkeuren en gewenste proceskenmerken.
Hieronder wordt een gedetailleerd overzicht gegeven van zowel conventioneel als meelopend frezen en deze vergelijken om u een beter idee te geven van beide processen en om u te helpen een weloverwogen beslissing te nemen wanneer de tijd daar is.
Wat is Climb Milling
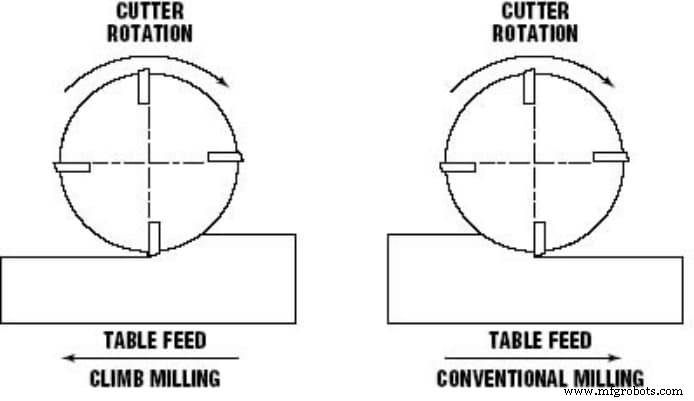
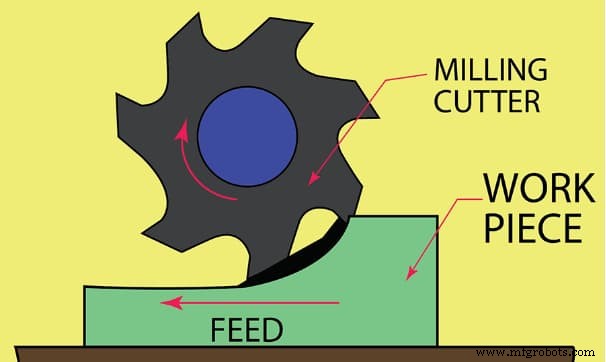
Oplopend of neerwaarts frezen is een proces waarbij het CNC-snijgereedschap in dezelfde richting draait als het werkstuk. De naam komt van het feit dat de tanden van het snijgereedschap op het werkstukoppervlak klimmen en de spanen achter de frees afzetten, waardoor de kans op opnieuw snijden wordt geëlimineerd.
Enkele andere eigenschappen die meelopend frezen anders maken, zijn de neerwaartse krachten die lagere houdvereisten vereisen, de spaanbreedte die tijdens het proces afneemt en de specificaties van het afschuifvlak.
Deze eigenschappen creëren gunstige procesomstandigheden en geven klimfrezen een aantal belangrijke voordelen. Hier zijn er een paar:
Verbeterde oppervlakteafwerking
De spaandikte begint bij volledige dikte maar neemt geleidelijk af tijdens het opklimmende freesproces. Dit zorgt voor minder doorbuigingen tijdens het snijproces. Bovendien laat het klimmende freesproces de spanen achter bij de frees, wat nasnijden voorkomt en resulteert in een uitstekende oppervlakteafwerking voor CNC-gefreesde onderdelen.
Lage warmteontwikkeling en snijbelasting
Omdat de spaanbreedte geleidelijk afneemt, blijft de warmte die gepaard gaat met het bewerkingsproces in het werkstuk. Bovendien zijn de snijkrachten in dit proces naar beneden gericht, wat de algehele vereisten voor het vasthouden van het werkstuk tijdens horizontale freesprocessen vermindert.
Betere standtijd
Lagere doorbuigingen en warmteontwikkeling in het meelopend freesproces hebben een direct effect op de standtijd. Omdat het gereedschap tijdens het gebruik niet zo veel stress doormaakt, heeft het natuurlijk een langere levensduur en blijft het langer operationeel.
Terwijl klimfrezen in veel opzichten uitstekend is. Er zijn ook enkele ernstige beperkingen van het proces. Enkele van de belangrijkste nadelen van klimsnijden zijn:
Overmatige trillingen
Wanneer u werkt met dikkere stukken of met hogere voedingen, zult u ernstige trillingen ervaren vanwege de impact van het gereedschap op het werkstuk. Deze overmatige trillingen kunnen meerdere problemen veroorzaken, waaronder doorbuiging van het gereedschap en schade. Als gevolg hiervan wordt de algehele nauwkeurigheid van uw werkstuk beïnvloed.
Terugslag
Een ander veelvoorkomend probleem bij meelopend frezen is de speling, die optreedt wanneer de snijkrachten niet voldoende zijn. Hoewel het probleem ongebruikelijk is op CNC-freesmachines, hebben oudere modellen dit probleem bijna altijd.
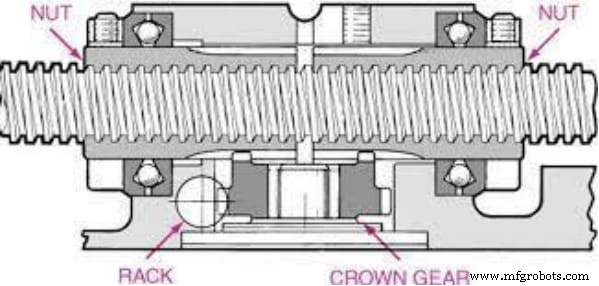
De belangrijkste oorzaak van het spelingprobleem is dat het mes tijdens het werk aan de tafel trekt. Deze terugslag kan mogelijk letsel veroorzaken door rondvliegende granaatscherven en moet altijd serieus worden genomen. Het wordt altijd aanbevolen om op oudere machines niet meelopend frezen of een spelingverwijderaar te gebruiken. Het is een extra component die de energie van de granaatscherven absorbeert en u alle voordelen van klimmend frezen laat ervaren.
Ongeschiktheid voor hardere materialen
Het opklimmende freesproces is niet geschikt voor harde of stijve materialen zoals gietijzer, staal en andere omdat ze het snijgereedschap kunnen beschadigen. Bij het meelopend frezen is de spaandikte in het begin het hoogst, wat bij het werken met harde materialen het snijgereedschap kan beschadigen.
Wat is conventioneel frezen
Zoals de naam al doet vermoeden, is het conventionele freesproces de traditionele benadering waarbij de rotatie van het snijgereedschap tegen de beweging van het werkstuk in is. In dit geval is de snede in opwaartse richting, daarom wordt deze freestechniek ook wel frezen genoemd.
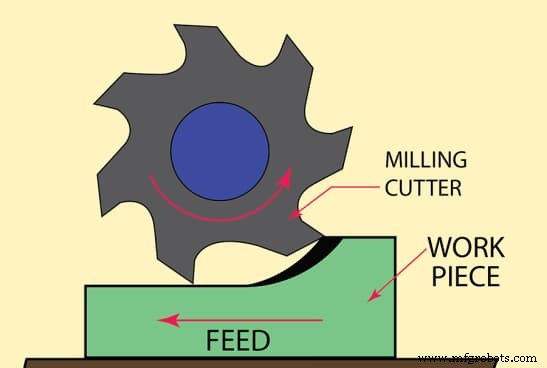
Het conventionele freesproces is volledig het tegenovergestelde van klimmend frezen. In dit geval begint de spaanbreedte bij vrijwel nul en neemt geleidelijk toe. Bovendien evacueren de spanen in het pad van de frees vanwege zijn rotatie en ondervindt het werkstuk een opwaartse kracht vanwege de snijwerking.
Net als meelopend frezen heeft conventioneel frezen ook een aantal voordelen en beperkingen. Hier zijn enkele van de belangrijkste voordelen die conventioneel frezen heeft ten opzichte van de andere techniek.
Geen speling
Een van de grootste voordelen van omhoog frezen is dat het geen speling heeft. Bij omhoog frezen trekken de rotatie van de frees en de beweging van het werkstuk niet aan de tafel, dus er is geen kans op speling. Bovendien was conventioneel frezen de voorkeursoptie om speling voor componenten zoals eliminator te verminderen.
Grotere stabiliteit
Een probleem met meelopend frezen is dat het werkstuk de neiging heeft het werkstuk naar de operator te trekken, wat de algehele nauwkeurigheid van de machine kan beïnvloeden. Conventionele machines hebben dat niet, wat meer controle en stabiliteit in de resultaten betekent.
Bovendien veroorzaakt het neerfrezen ook geen overmatige trillingen tijdens het snijden van hardere materialen, omdat de spaanbreedte geleidelijk toeneemt en het werkstuk stabiel blijft tijdens de bewerkingen.
Meer controle
Tijdens het frezen heeft het snijgereedschap de neiging weg te buigen van het werkstuk. Hoewel dit de algehele oppervlakteafwerking van het product beïnvloedt, heeft het ook een voordeel. De kans op een onbedoelde snee zou klein zijn en de sneetjes zullen niet te diep zijn, zelfs niet als het gebeurt.
Het conventionele maalproces heeft ook een aantal nadelen. Dit zijn de belangrijkste:
Overmatige warmteontwikkeling
Bij conventioneel frezen wordt de spaan geëvacueerd door de breedte geleidelijk te vergroten, wat betekent dat alle gegenereerde warmte door het gereedschap wordt vastgehouden. Als gevolg hiervan is de kans groter dat conventionele freesgereedschappen oververhit raken, wat hun levensduur kan verkorten.
Ruwe afwerking
Het snijproces bij conventioneel frezen veroorzaakt inherent een doorbuiging in zowel het gereedschap als het werkstuk. Wat resulteert in een ruwer oppervlak. Door die kwaliteit kan het echter ook effectiever omgaan met hardere materialen. Daarom is conventioneel frezen een betere optie als je werkt met materialen zoals gietijzer en koolstofstaal.
Gereedschapsschade
De overmatige hitte, samen met de wrijvings- en opwaartse krachten zorgen ervoor dat het gereedschap veel schade oploopt, wat de algehele levensduur beïnvloedt en de nauwkeurigheid en precisie van het werkstuk verder kan beschadigen.
Lees meer:Wat zijn de verschillen tussen horizontaal en verticaal frezen
Klimmen versus conventioneel frezen:vergelijking van de gereedschapsafbuiging en snijnauwkeurigheid
Wanneer experts het hebben over de oppervlakteafwerking van klimmen versus conventioneel frezen of andere prestatieparameters, is het belangrijkste waar ze mee te maken hebben de doorbuiging van het gereedschap en de snijnauwkeurigheid. Beide factoren hebben samen het meeste effect op het resultaat en het proces zelf. De doorbuiging van het gereedschap beïnvloedt de warmteontwikkeling, terwijl de snijnauwkeurigheid een directe invloed heeft op de resultaten.
Als het gaat om gereedschapsafbuiging, is conventioneel snijden in het voordeel bij het matchen van meelopend frezen versus conventioneel frezen. De reden is de richting van de reactieve krachten. Bij conventioneel frezen is de richting van de krachten bijna evenwijdig aan de gereedschapsaanvoer, wat een lagere fout en meer controle over het proces betekent.
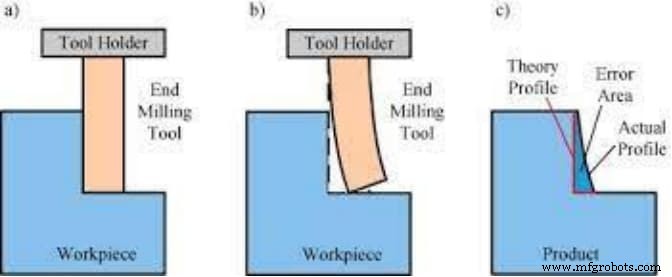
Klimfrezen daarentegen heeft een doorbuiging die loodrecht staat op de beweging van het werkstuk. Dat veroorzaakt natuurlijk meer doorbuiging en zelfs het werkstuk beweegt, wat de nauwkeurigheid van uw resultaten beïnvloedt.
Over het algemeen levert de conventionele aanpak u meer controle en stabiliteit vanwege de gereedschapsafbuiging in de vergelijking tussen conventioneel frezen en klimmen. Nauwkeurigheid is echter niet de enige factor. Als het gaat om oppervlakteafwerking, precisie en levensduur van de gereedschappen, is het klimmen in frezen de kroon op het werk en levert u de beste algehele resultaten op.
Het juiste moment om te kiezen voor klim- of conventionele freesprocessen
Het juiste moment om te kiezen tussen omhoog frezen en omlaag frezen hangt af van uw toepassing, vereisten, materiaal en enkele andere factoren. Over het algemeen gaan mensen er bij het praten over conventioneel versus meelopend frezen vaak van uit dat meelopend frezen beter is omdat het een minimale belasting heeft, een betere oppervlakteafwerking biedt en ervoor zorgt dat het gereedschap lang meegaat. Het is echter niet in alle gevallen een geschikte aanpak, omdat er ook ernstige nadelen aan kleven.
Evenzo heeft conventioneel frezen ook enkele duidelijke voordelen. De beperking ervan is echter net zo belangrijk. Daarom is het belangrijk om een goed begrip te hebben van beide snijprocessen om ervoor te zorgen dat u de juiste keuze maakt en consistente resultaten krijgt.
Hier zijn een paar tips om u te helpen kiezen tussen conventioneel en meelopend frezen.
- Geef de voorkeur aan meelopend frezen voor kleinere onderdelen die een onberispelijke afwerking nodig hebben
- Gebruik geen klimfrezen met handfreesmachines
- Zorg ervoor dat de traditionele machine die u gebruikt een speling-eliminator heeft tijdens het klimmen frezen
- Gebruik conventioneel frezen van hard en stijf materiaal of geharde werkstukken
- Gebruik geen meelopend frezen bij de eerste doorgang als het materiaal geoxideerd is of een ruw oppervlak heeft
- Gebruik klimfrezen voor de laatste pas voor de beste nauwkeurigheid
RapidDirect:uw partner voor CNC-frezen en andere bewerkingsprocessen
Het waarborgen van consistentie en resultaten in de CNC-bewerkingsprocessen vereist een combinatie van de juiste gereedschappen en ervaring. Soms hebben kleine of middelgrote bedrijven daar misschien geen toegang toe. Een CNC-bewerkingsservice kan een perfect antwoord zijn op uw eisen. Een hoogwaardige CNC-service zoals RapidDirect kan u helpen om consistentie en nauwkeurigheid in uw resultaten te behouden.
Bij RapidDirect hebben we een ultramoderne faciliteit die inspeelt op alle bewerkingsvereisten. Of u nu meelopend frezen of conventioneel frezen nodig heeft, wij kunnen het allemaal aan en leveren de resultaten die u nodig hebt tegen de beste prijs en in de kortste tijd.
Afgezien daarvan onderscheidt RapidDirect zich van andere concurrenten door zijn geautomatiseerde offertesysteem. Het online productieportaal heeft alles wat u nodig heeft om aan de slag te gaan met uw CNC-freesservice. Upload eenvoudig de details van uw onderdeel samen met de materiaalvereisten en andere details. Selecteer de gewenste tijdlijn en ontvang direct een offerte van RapidDirect. Eenvoudiger dan dat wordt het niet!
Conclusie
Klimfrezen versus conventioneel frezen is een oud debat zonder duidelijke winnaar. De algemene perceptie onder beginners in de industrie is dat klimmen met frezen beter is vanwege de eenvoud en andere prestatieparameters. Conventioneel frezen heeft echter ook zijn eigen voordelen.
De juiste freestechniek hangt uiteindelijk af van uw toepassing en de specifieke vereisten van het project. Het is echter belangrijk om de basiskennis van beide processen te hebben om ervoor te zorgen dat u een weloverwogen beslissing neemt.
CNC machine
- Inzicht in CNC-frezen
- De verschillen tussen Mexicaanse en Amerikaanse douane-expediteurs
- Klimfrezen versus conventioneel frezen
- De basisprincipes van een freesmachine begrijpen
- Wat zijn de verschillen tussen onderhoud en reparaties?
- De verschillen tussen CNC-frezen en CNC-draaien
- Verschillen tussen conventionele en niet-conventionele bewerkingsprocessen
- CNC draaien en frezen:begrijpt u het verschil ertussen?
- Filet versus afschuining:de verschillen en functies begrijpen
- De belangrijkste verschillen tussen EDM-draadsnijden en EDM-zinkvonken
- Het verschil tussen conventioneel en niet-conventioneel bewerkingsproces