


Schachttoleranties, pasringen en h6-voordelen
De schacht van een snijgereedschap is een van de meer vitale onderdelen van een gereedschap, omdat het essentieel is voor de verbinding tussen spantang en gereedschap. Er zijn verschillende soorten schachten, elk met hun eigen toleranties en geschikte gereedschapshoudermethoden. Een van de meest populaire en effectieve stijlen voor het vasthouden van gereedschap is een gereedschapshouder met krimppassing, die werkt met h6-schachten, maar wat betekent dit en wat zijn de voordelen ervan? Waarin verschilt dit type schacht van een schacht met standaard schachttoleranties? Om deze vragen te beantwoorden, moeten we eerst de principes van toleranties onderzoeken.

De principes van toleranties
Toleranties voor industriestandaarden definiëren
Er zijn twee categorieën schachttoleranties waarmee machinisten en ingenieurs die een CNC-machine bedienen bekend moeten zijn:gatbasis en schachtbasis (of schacht). Het gatbasissysteem is waar de minimale gatgrootte het startpunt van de tolerantie is. Als de gattolerantie begint met een hoofdletter "H", dan heeft het gat een positieve tolerantie zonder negatieve tolerantie. Bij het schachtbasissysteem is de maximale schachtmaat het uitgangspunt. Dit systeem is relatief hetzelfde idee als het gatenbasissysteem, maar als de tolerantie begint met een kleine letter "h", heeft de schacht een negatieve tolerantie en geen positieve tolerantie.
Letteraanduidingen
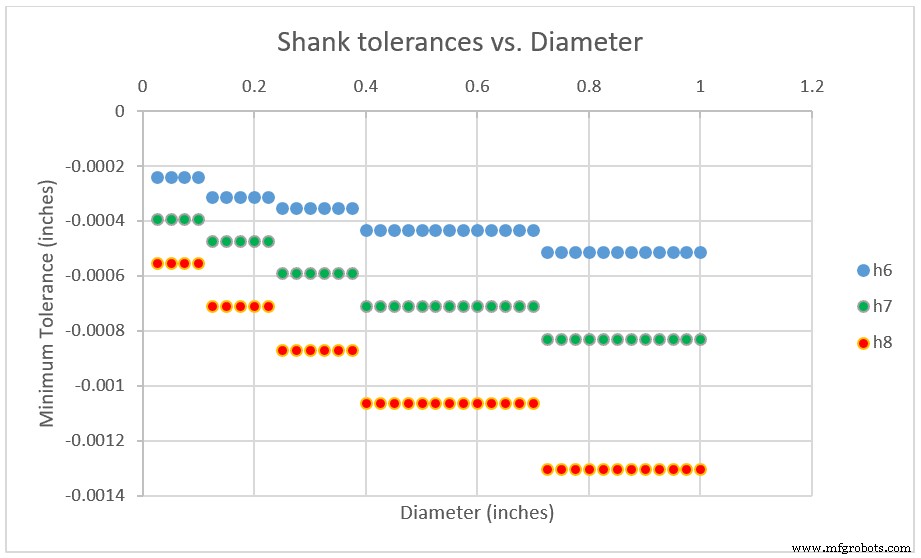
De tolerantiegrenzen voor een schacht of gat worden aangegeven door de juiste letter die de afwijking aangeeft. De letter "k" heeft bijvoorbeeld de tegenovergestelde minimum- en maximumaanduidingen als "h". Toleranties die beginnen met "k" zijn uitsluitend positief, terwijl toleranties die beginnen met "h" uitsluitend negatief zijn. Het nummer na de gegeven letter geeft de International Tolerance (IT)-graad aan. Zo zal een tolerantie met het getal 6 een kleiner tolerantiebereik hebben dan het getal 7, maar groter dan het getal 5. Dit bereik is gebaseerd op de maat van de schacht. Een gat met een diameter van 0,030” heeft een h6-tolerantie van (+0,00000,-0,0002), terwijl een opening van 1,00” een tolerantieband van h6 heeft van (+0,00000,-0,0005).
Het is belangrijk op te merken dat de meeste bronnen IT-toleranties in millimeters vermelden, terwijl de onderstaande grafiek is vertaald naar inches. Bewerkingen die nauwkeurigere fabricage vereisen, zoals ruimen, zullen lagere IT-kwaliteiten hebben. Bewerkingen waarbij de fabricage niet zo nauwkeurig hoeft te zijn, zullen hogere IT-kwaliteiten hebben.
Voorkeur voor collet-fits
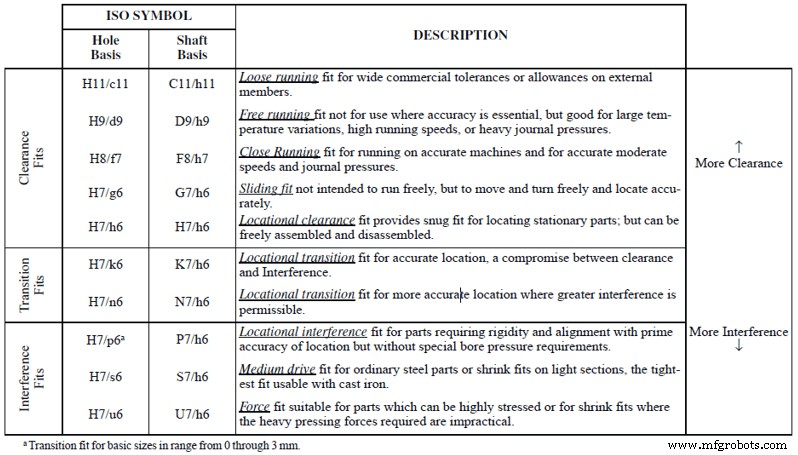
Verschillende soorten combinaties van gatbasis- en schachtbasistoleranties leiden tot verschillende soorten spantangpassingen. De volgende tabel biedt inzicht in een paar verschillende soorten voorkeurspassingen en de schachttoleranties die voor elk vereist zijn.
Shrink Fit gereedschapshouders
De krimppashouder is een van de meer populaire stijlen van gereedschapshouders vanwege het vermogen om meer aanpasbaar te zijn, zoals blijkt uit de bovenstaande tabel. Bij deze methode wordt een spantang verwarmd om uit te zetten en vervolgens afgekoeld om samen te trekken rond de schacht van een gereedschap. Bij kamertemperatuur mag een snijgereedschap niet in een houder met krimppassing worden gestoken - alleen als de houder thermische uitzetting heeft ondergaan als gevolg van de introductie van een aanzienlijke hoeveelheid warmte, moet het gereedschap passen. Terwijl de houder afkoelt, wordt het gereedschap steeds strakker op zijn plaats gehouden. Typisch wordt een houder verwarmd door een ring van spoelen door een inductieverwarmer. Het is belangrijk om de houder gelijkmatig te verwarmen, waarbij u erop let dat deze niet oververhit raakt. Als u dit wel doet, kan de schacht die wordt vastgehouden in de houder uitzetten en vast blijven zitten.

Voordelen van Shrink Fit-gereedschapshouders
- Aangrijpende kracht. De schacht wordt vlak en uniform tegen de houder gehouden, wat resulteert in een strakkere verbinding.
- Lage uitloop. Een veiligere verbinding resulteert in een langere standtijd en een hogere kwaliteit oppervlakteafwerking.
- Betere balans voor hoge RPM. Met een strakkere verbinding tussen gereedschap en houder bestaat de mogelijkheid voor agressievere loopparameters.
Ontdek meer over gereedschapshouders met onze uitleg over snijgereedschappen
Shank-toleranties samengevat
Het begrijpen van schachttoleranties is een ingewikkeld onderdeel van het bewerkingsproces omdat het van invloed is op welke gereedschapshouder geschikt is voor uw werk. Een veilige houderverbinding is essentieel voor de prestaties van het gereedschap in uw toepassing. Met een h6 krimppashouder is het resultaat een veilige verbinding met een sterkere grijpkracht. Met dit type houder kunnen echter alleen bepaalde schachten worden gebruikt. Van de letteraanduiding die aan een schacht is toegewezen, tot of die letter een hoofdletter of kleine letter is, elk detail is van vitaal belang om te zorgen voor een goede pasvorm tussen de schacht van uw gereedschap en de bijbehorende houder voor krimppassing.
CNC machine
- Aanzienlijke voordelen van fiberlasersnijders
- 15 voordelen van een laserlasapparaat
- 10 geweldige voordelen van digitale snijmachine
- Werknemersbeloning:een krachtig, strategisch hulpmiddel voor uw gereedschapskist
- Voordelen en nadelen van hoge en lage spiraalhoeken
- Tips voor het handhaven van strakke toleranties
- Waarom fluiten tellen ertoe doet
- Meest gebruikelijke methoden voor het invoeren van gereedschappen
- Inleiding tot trochoïdaal frezen
- Hoe maak je nauwe toleranties cnc-bewerkingsonderdelen?
- Belangrijkste voordelen van het gebruik van gereedschapsstalen ponsen en matrijzen