


Chip van het oude blok:hoe de chaos te beheersen die "chipvorming" is

Met de komst van geavanceerde fabrieksautomatisering en Industrie 4.0 winnen de autonome productiesystemen aan belang. Een goede spaanafvoer is een essentiële factor voor echt autonoom bewerken. Lees verder om meer te weten te komen over factoren die van invloed zijn op de vorming van chips en technieken voor hun controle.
In de afgelopen decennia zijn werktuigmachines voortdurend verbeterd en hebben de autonome bewerkingssystemen zich ontwikkeld als onvervangbare componenten van fabrieksautomatisering. De problemen met het bewerkingsproces, zoals de spaanafvoer, staan efficiënte autonome bewerkingssystemen in de weg. Daarom is een effectieve spaanbeheersing een cruciaal kenmerk van alle moderne bewerkingssystemen.
De kenmerken van gevormde spanen zijn afhankelijk van het type bewerkingsmateriaal, ductiel of bros. Aan de andere kant spelen parameters van het bewerkingsproces ook een belangrijke rol bij de spaanvorming, namelijk voeding, spaanhoek, snijsnelheid, snedediepte en wrijvingskrachten (gebruik van smeermiddelen en koelmiddelen).
Machineoperators stemmen over het algemeen de procesparameters af om onderdelen van hoge kwaliteit en een efficiënte machinewerking te verkrijgen, terwijl ze de spaanbrekers gebruiken om hen te helpen bij het verwijderen van de spanen.
Vorming van chips
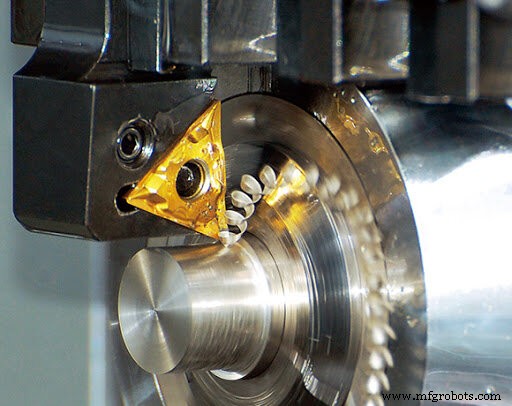
Tijdens de bewerking, terwijl het gereedschap in het werkstuk voortbeweegt, wordt het metaal ervoor samengedrukt. Wanneer de compressie de compressielimiet overschrijdt, scheidt het metaal zich van het werkstuk en vloeit het plastisch in de vorm van een chip (afschuifvervorming).
De stroom van metaal vindt plaats in het afschuifvlak vanwege de primaire afschuiving. Het afschuifvlak strekt zich onder een hoek naar boven uit vanaf het ongesneden oppervlak voor het gereedschap. De waarde van de afschuifhoek is afhankelijk van het soort materiaal en de snijomstandigheden (gereedschapshoek, snijsnelheid, etc.). Wanneer de afschuifhoek klein is, zal het pad van de afschuiving lang zijn, de spanen dik en de snijkracht hoog, en vice versa.
Terwijl de chip langs het oppervlak van de tooltip glijdt, treedt de secundaire afschuiving op als gevolg van de wrijving. De wrijving verhoogt de temperatuur van het bewerkingsproces, waardoor de spanen overmatig opwarmen.
Soorten chips
De soorten spanen die worden gevormd tijdens het bewerken van metalen zijn;
-
Gesegmenteerde chips
-
Continue chips
-
Continue chips met de randopbouw (BUE)
Gesegmenteerde (discontinue) chips

Gesegmenteerde spanen treden meestal op bij het bewerken van brosse metalen zoals messing, brons of gietijzer. In het algemeen zijn de gesegmenteerde spanen het resultaat van de volgende bewerkingsomstandigheden;
-
Lage invoersnelheid;
-
Lage hellingshoek;
-
Hoge snijsnelheid;
-
Hoge wrijving tussen gereedschap en spanen;
-
Aanzienlijke snedediepte.
De gesegmenteerde spanen zorgen voor een schone oppervlakteafwerking in brosse metalen, een gemakkelijke spaanafvoer, een langere standtijd en een lager stroomverbruik. In het geval van ductiele metalen resulteren de gesegmenteerde spanen meestal in een slechte oppervlakteafwerking en een lagere standtijd.
Continue Chips
Bij het bewerken van smeedbare metalen zoals staal, koper of aluminium met hoge snijsnelheden treden meestal continue spanen op. Tijdens de bewerking wordt de temperatuur tussen de tooltip en het ductiele werkstuk hoog. Elke laag van het verwijderde metaal wordt aan de vorige laag gelast, waardoor een lange en continue spaanstroom ontstaat. In het algemeen treden de continue spanen op onder de volgende bewerkingsomstandigheden;
-
Kleine snedediepte;
-
Grote hellingshoek;
-
Hoge snijsnelheid;
-
Lage gereedschapsspannerwrijving (gebruik van smeermiddelen of koelvloeistoffen);
-
Scherpe snijkant.
De continue spanen zorgen voor een schone oppervlakteafwerking, een langere standtijd en een lager stroomverbruik. Aan de andere kant is de verwijdering van dit type chips een uitdaging. Het is noodzakelijk om spaanbrekers te gebruiken om de afvoeromstandigheden te verbeteren.
Continue chips met de ingebouwde rand (BUE)
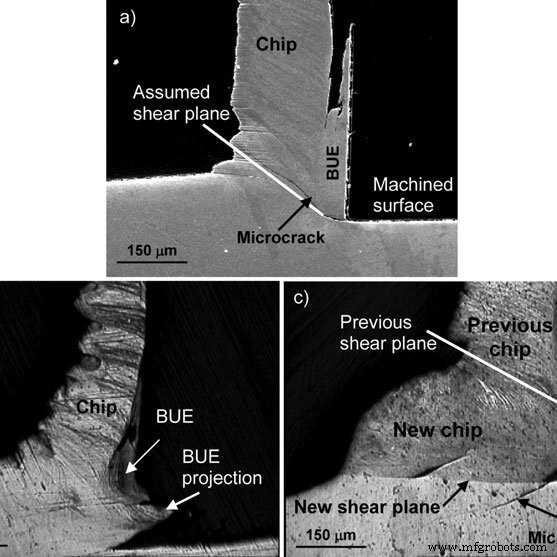
De vorming van continue spanen met de BUE wordt veroorzaakt door hoge wrijving tussen het gereedschap en de spaan tijdens het bewerken van ductiele metalen. Onder deze omstandigheden hebben sommige chipdeeltjes de neiging om zich aan de tooltip te hechten. Aangezien gebonden materiaal de nieuwe snijkant vormt, blijft het zich opbouwen totdat het afbreekt van de tooltip. Tijdens het afbreken hecht het opgebouwde materiaal zich zowel aan de spaan als aan het werkstukoppervlak, wat resulteert in een slechte oppervlakteafwerking. Een andere naam voor de vorming van BUE is "chiplassen". Over het algemeen treden continue chips met BUE op onder de volgende omstandigheden:
-
Lage hellingshoek;
-
Lage snijsnelheid;
-
Hoge wrijvingskrachten;
-
Hoge feed.
Aangezien continue spanen met BUE de standtijd slecht beïnvloeden, het stroomverbruik verhogen en de slechte oppervlakteafwerking veroorzaken, is het voorkomen ervan cruciaal. Maatregelen als het verminderen van wrijving door het gebruik van smeermiddelen, het voorkomen van metaal-op-metaal contact door middel van gereedschapscoatings en het verlagen van de temperatuur door het gebruik van koelmiddelen, hebben een positief effect op het voorkomen van spaanlassen.
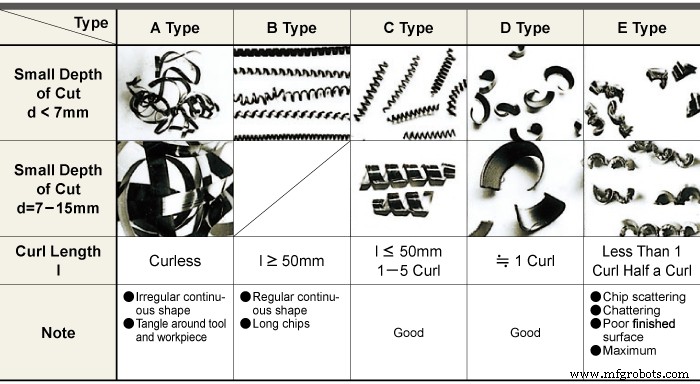
Chipcontrole
Bewerking van smeedbare metalen zoals staal met hoge snijsnelheid en grote spaanhoeken leidt tot de vorming van lange en vezelige spanen. Deze scherpe, hete en continue spanen die met hoge snelheid naar buiten komen, kunnen de veiligheid van machinebedieners in gevaar brengen, het product beschadigen door verstrikt te raken in het gereedschap en de verwijdering ervan ingewikkeld maken. Het is absoluut noodzakelijk om chips te breken in een hanteerbare geometrie.
Chips kunnen afbreken door zelfbreken of door geforceerd breken. Bij het bewerken van ductiele materialen hebben de spanen, vanwege het temperatuur- en stroomsnelheidsverschil, de neiging om te krullen. De gekrulde chips kunnen zichzelf op drie verschillende manieren breken:
-
Door natuurlijke breuk als gevolg van de door koeling veroorzaakte spanning;
-
Door tegen het werkstuk te slaan;
-
Door tegen het gereedschap te slaan.
De meest gebruikelijke methode voor geforceerd breken is het gebruik van een spaanbreker.
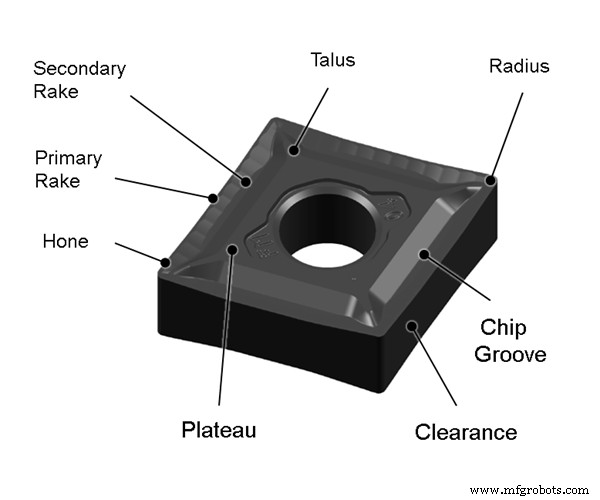
Chipbrekers

De meest elementaire functie van spaanbrekers is om spaanders strakker te laten krullen dan ze van nature zouden doen. Geforceerd krullen zorgt ervoor dat de spaan afbreekt door tegen het werkstuk of het gereedschap te slaan. Spaanbrekers verbeteren de bewerkingsefficiëntie door de spaanbeheersing te verbeteren en de snijkrachten te verminderen.
De meeste moderne spaanbrekers hebben de vorm van groeven of obstakels op het snijgereedschap. Het ontwerp van spaanbrekers draait om het vinden van de beste geometrie voor een bepaald bewerkingsscenario, waardoor er spanning in de spaan ontstaat en deze gemakkelijk afbreekt.
Spaanbrekers van het groeftype hebben een kleine groef achter de voorlopende snijkant. De geometrie van de curve bepaalt de straal van de spaankromming.
Spaanbreker van het type obstructie heeft een kenmerkende geometrie die lijkt op een trede. De obstructie kan integraal zijn of bevestigd zijn aan het snijgereedschap. In het geval van het "aangesloten" type is het mogelijk om ze aan te passen aan verschillende bewerkingsomstandigheden.
Conclusie
Het bewerkingsproces is een subtiel samenspel van natuurkunde, materiaalkunde en mechatronica. Tijdens de bewerking is het verwijderen van materiaal een gevolg van interactiekrachten tussen het werkstuk en het bewerkingsgereedschap. De aard van deze interactiekrachten bepaalt de kleur en de grootte van chips. De chips zijn waardevolle onderzoeks- en diagnostische gegevens voor snijtechnici. Desalniettemin hebben chips de neiging om de productiviteit van machines te verminderen als ze niet op de juiste manier worden behandeld.

Tijdens de bewerking kunnen drie verschillende soorten spanen optreden:gesegmenteerd, continu en continu met BUE. De vorming van spanen hangt af van de materiaalkeuze en de parameters van het bewerkingsproces.
Spaanafvoer is een essentiële factor om te overwegen bij het verbeteren van de algehele bewerkingsefficiëntie en het plannen van de autonome werking van de machines. Hoewel de gesegmenteerde spanen en continue spanen zelfbrekend zijn onder bepaalde bewerkingsomstandigheden, is het een vuistregel om spaanbrekers te gebruiken in bewerkingsopstellingen.
Het breken van de spanen in geschikte lengtes door een spaanbreker voorkomt dat de spaan verstrikt raakt in het gereedschap, vermindert de trillingen en voorkomt schade aan het gereedschap. Spaanbreker vermindert ook de snijweerstand, wat op zijn beurt het afbrokkelen en breken van de snijkant voorkomt.
Bij het gebruik van een spaanbreker is het noodzakelijk om de juiste te kiezen voor de klus. Voor draaibewerkingen zoals nabewerken, medium en voorbewerken, moeten we voor elk de juiste spaanbrekers kiezen. Het is essentieel om een geschikte spaanbreker te gebruiken op basis van de gewenste snedediepte, voeding, spiltoerental en de gewenste oppervlakteafwerking.
Productieproces
- Aardappelchips
- Hoe spaanafvoer bij machinale bewerking is als het maaien van het gazon
- CNC-chipbeheer. Hoe zit het met de fiches?
- Weet hoe u de efficiëntie van CNC-bewerkingen kunt maximaliseren
- Hoe wordt CNC-bewerking gebruikt in de elektronica-industrie?
- Hoe de juiste CNC-bewerkingsservice kiezen?
- Hoe verandert CNC-bewerking de moderne maakindustrie?
- De geschiedenis van CNC-bewerkingscentrum:waarom en hoe is het ontwikkeld?
- Hoe kan een fritesautomaat warme en verse frites leveren?
- Een inleiding tot spaantransporteurs
- Hoe regel je de snelheid van een hydraulische motor?