


CNC-vervormingscontrole voor dunwandig aluminium in de lucht- en ruimtevaartproductie
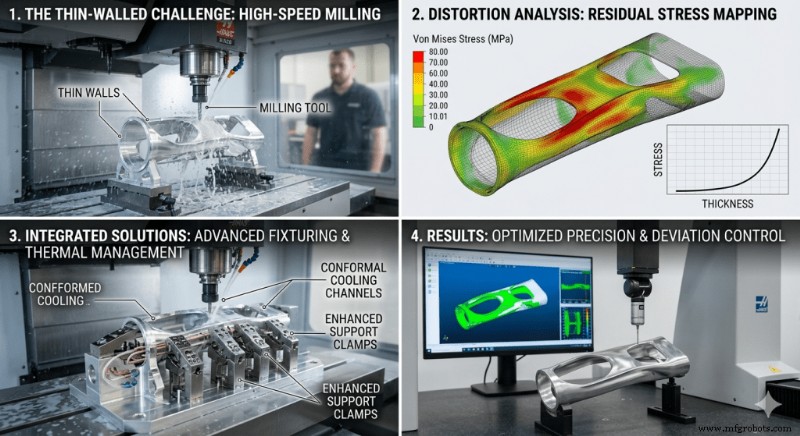
De lucht- en ruimtevaart-, commerciële ruimte- en eVTOL-markten eisen steeds slankere componenten met een hoge aspectverhouding. Ingenieurs werken routinematig met dunwandige aluminium onderdelen – vaak <1,0 mm dik en>100 mm diep – gemaakt van 6061-T651 of 7075 legeringen. Conventionele 3-assige bewerking heeft moeite om de maatnauwkeurigheid binnen de tolerantie van 0,01 mm te houden die vereist is voor lucht- en ruimtevaartonderdelen, terwijl ook de onvermijdelijke golfachtige vervorming die kan optreden onder controle wordt gehouden.

Mechanische analyse van vervorming in aluminiumlegeringen
Drie primaire krachten veroorzaken vervorming in dunwandig aluminium:
- Residuspanningen geïntroduceerd tijdens het rollen, afschrikken en strekken. Het verwijderen van materiaal tijdens CNC-bewerkingen verstoort het evenwicht, waardoor kromtrekken of verdraaien ontstaat wanneer het onderdeel een nieuwe stabiele staat zoekt.
- Snijkrachten worden problematisch bij het bewerken van wanden met een hoge aspectverhouding. De lage stijfheid van dunne secties kan leiden tot doorbuigingen die de tolerantiegrenzen overschrijden, en regeneratief geratel (zelfexciterende trillingen) veroorzaakt onregelmatigheden in het oppervlak en een ondermaatse wanddikte.
- Thermische uitzetting is van groot belang voor aluminium. Bij het frezen met hoge snelheid in de afschuifzone ontstaat warmte; als de temperatuurstijging niet wordt afgevoerd, krimpt het onderdeel zodra het afkoelt, waardoor de maatnauwkeurigheid verder in gevaar komt.
Technische vergelijking:standaard versus geavanceerde methodologieën
De overstap van een 3-assige naar een systematische, uiterst nauwkeurige 5-assige workflow is essentieel. De onderstaande tabel contrasteert conventionele praktijken met de productienorm voor de lucht- en ruimtevaartindustrie uit 2026:
Technische parameter | Standaardproces met 3 assen | Hoognauwkeurig 5-assig proces (standaard 2026)
Werkstukopstelling | Conventionele bankschroef/klemming | Nulpuntklemmen en vacuümopspannen
Bewerkingsstrategie | Opeenvolgend zijfrezen | Gelijktijdig symmetrisch frezen
Materiaalspanningsbeheer | Geen (ruwe voorraad) | Cryogene stabilisatie/meertrapsveroudering
Snijsnelheid (Vc) | 180m/min | 350 m/min (hoogdynamische Siemens 840D SL)
Aanvoersnelheid (Fz) | 0,05 mm/tand | 0,12 mm/tand (AI-geoptimaliseerd laden)
Gereedschapsinterface | ER standaard spantangen | Hydraulische demping / thermische krimppassing
Afmetingsafwijking | 0,15–0,30 mm | <0,008 mm
Oppervlakafwerking (Ra) | 1,6–3,2 µm | <0,4 µm (direct naar afwerking)
Kerntechnologiepaden voor machinale bewerking met hoge aspectverhoudingen
Het bereiken van een precisie van minder dan 0,01 mm hangt af van een drietal onderling verbonden strategieën:geavanceerde snijtechnieken, innovatie op het gebied van snijgereedschap en AI-gestuurde procescontrole.
1. Gelijktijdig symmetrisch frezen
Bij traditionele bewerking wordt materiaal van de ene wandzijde vóór de andere verwijderd, waardoor de spanning op één enkel oppervlak wordt geconcentreerd en er een terugvering ontstaat. Bij symmetrisch frezen worden beide zijden tegelijk (of afwisselend) gezaagd, waardoor de krachten in balans worden gehouden en de wand gedurende de hele cyclus stabiel blijft.
2. Dempingstechnologie en gereedschapsgeometrie
Het onderdrukken van chatter begint met het juiste hulpmiddel. Vingerfrezen met variabele spiraal en variabele spoed onderbreken de periodieke trillingsfrequentie die regeneratief geratel in aluminium 6061 veroorzaakt. In combinatie met stijve hydraulische dempers (schokdempers ingebouwd in de gereedschapshouder) maken deze systemen diepere sneden mogelijk zonder afbreuk te doen aan de oppervlakteafwerking.
3. AI-gestuurde voorspellende compensatie
Moderne besturingssystemen van FANUC of Siemens bevatten AI-algoritmen die continu de spil- en basistemperaturen bewaken. De controller berekent de thermische uitzetting direct en past de gereedschapsafwijkingen aan, zodat de snijkant op het doel blijft, ongeacht de warmteontwikkeling.

Implementatiechecklist voor procesoptimalisatie
- Materiaalvoorbehandeling: Koel de legering cryogeen af tot –196°C om de microstructuur te stabiliseren en restspanningen te herverdelen.
- Strategisch voorbewerken: Voer snelle, ondiepe ruwe passages uit om bulkmateriaal te verwijderen met behoud van de integriteit van de muur. Reserveer een ruimte van 0,3–0,5 mm voor de laatste doorgang.
- Stressverlichtingscycli: Voor kritische onderdelen dient u tussen het voorbewerken en het nabewerken een gloeicyclus in te voegen om een stabiele spanningstoestand te garanderen.
- Afwerkingsbewerkingsomgeving: Voer de laatste passages uit in een klimaatkamer van ±1°C. Geef de voorkeur aan Minimum Hoeveelheid Smering (MQL) boven vloedkoelmiddel om thermische schokken aan kwetsbare muren te voorkomen.
- Inline-inspectie: Monteer zeer nauwkeurige tastsystemen op de machine. Meet kritische afmetingen onmiddellijk na de laatste snede en corrigeer automatisch de gereedschapsafwijkingen voordat u de klem losmaakt.
Door over te schakelen van reactief naar proactief procesbeheer – door snijkrachten in evenwicht te brengen, trillingen te dempen en thermische effecten te compenseren – kunnen ingenieurs op betrouwbare wijze dunwandige aluminium onderdelen leveren die voldoen aan de tolerantie van 0,01 mm die wordt vereist door lucht- en ruimtevaarttoepassingen, of deze overschrijden.
Gerelateerde handleidingen
Industriële technologie
- Hoe Current-Sense-versterkers de gezondheid van satellieten bewaken
- Slimme productiviteit:ideeën om de productiekosten strategisch te verlagen tijdens de COVID-19-crisis
- Ammeterontwerp
- Geavanceerd zelfrijdend algoritme maakt veilig en agressief van rijstrook wisselen mogelijk
- In de ruimtevaart, mogen de AS9100-standaard, specificatie en certificering bij u zijn
- Inleiding tot AC-circuits
- Hoe is het om met RapidDirect te werken? Een overzicht van de klantervaring
- Hoe een elektrische boiler te bedienen met schakelaars?
- Heet metaal stempelen voor de auto-industrie
- Productie van ethylacetaat door verestering
- Persoonlijke beschermingsmiddelen:laatste verdedigingslinie, maar top of mind