


11 Unit 6:Draaibank Draadsnijden
DOELSTELLING
Na het voltooien van deze unit, zou je in staat moeten zijn om:
• Bepaal de aanzetdiepte.
• Beschrijf hoe u een correcte draad afsnijdt.
• Leg uit hoe je de toonhoogte, diepte en kleine diameter, breedte van een flat kunt berekenen.
• Beschrijf hoe u het juiste toerental instelt.
• Beschrijf hoe u de juiste snelwisselversnellingsbak instelt.
• Beschrijf hoe u de juiste samengestelde rust instelt.
• Beschrijf hoe u de juiste gereedschapsbit instelt.
• Beschrijf hoe u zowel compound als crossfeed op beide knoppen op nul kunt zetten.
• Beschrijf de inrijgbewerking.
• Beschrijf het ruimen.
• Beschrijf hoe u een gereedschapsbit kunt slijpen.
Draad op draaibank
Draadsnijden op de draaibank is een proces dat een spiraalvormige rand met een uniforme doorsnede op het werkstuk produceert. Dit wordt uitgevoerd door opeenvolgende sneden te maken met een draadsnijgereedschap met dezelfde vorm als de vereiste draadvorm.
Oefening:
1. Voor deze oefenoefening voor het inrijgen heeft u een stuk rond materiaal nodig, gedraaid naar een buitendiameter van het loopvlak.
2. Maak met een afsteekgereedschap of een speciaal geslepen gereedschap een ondersnijding voor het loopvlak die gelijk is aan de enkele diepte plus 0,005 inch.
3. De onderstaande formule geeft u de enkele diepte voor het uitvoeren van uniforme threads:
d =P x 0,750
Waarbij d =enkele diepte
P =Pitch
n =Aantal draden per inch (TPI)
Invoerdiepte =0,75 / n
Draadberekeningen
Om een correcte schroefdraad op de draaibank te snijden, is het noodzakelijk om eerst berekeningen te maken zodat de schroefdraad de juiste afmetingen heeft. De volgende diagrammen en formules zijn handig bij het berekenen van draadafmetingen.
Voorbeeld:bereken de spoed, diepte, kleine diameter en breedte van vlak voor een ¾-10 NC-schroefdraad.
P = 1 / n = 1 / 10 = 0,100 inch.
Diepte = .7500 x Pitch = .7500 x .100 = .0750 inch.
Minder diameter = Grote diameter – (D + D) = .750 – (.075 + .075) = 0,600 inch
Breedte van vlak = P / 8 = (1 / 8) x (1/10) = .0125 in.
Procedure voor inrijgen:
1. Stel de snelheid in op ongeveer een kwart van de snelheid die wordt gebruikt om te draaien.
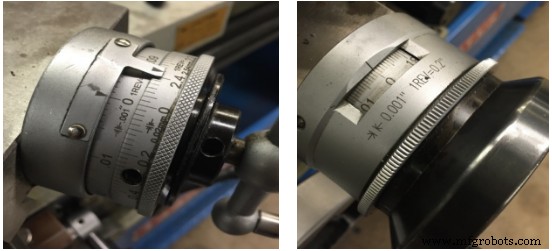
2. Stel de snelwisselversnellingsbak in op de gewenste spoed in schroefdraad. (Draden per inch)
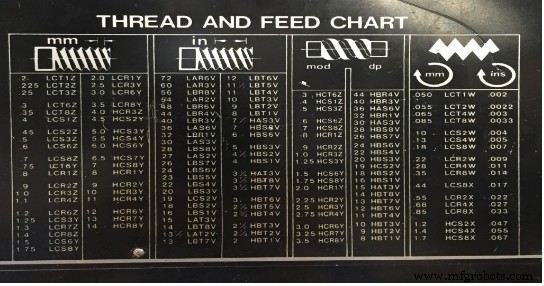
Afbeelding 1. Draad- en invoerdiagram
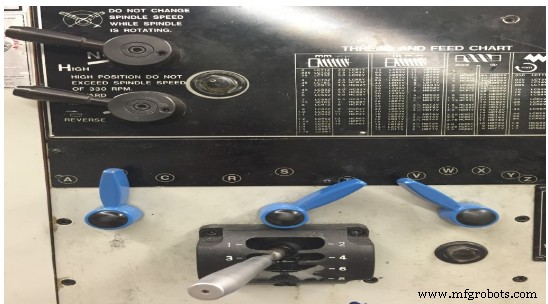
Afbeelding 2. Versnellingsbak instellen
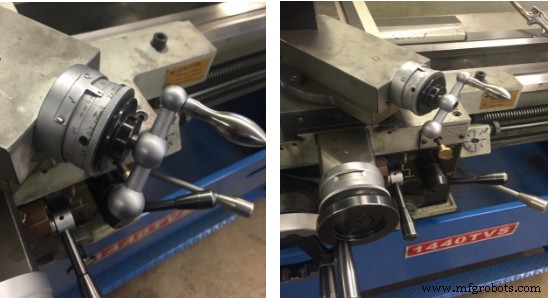
3. Zet de compoundsteun op 29 graden naar rechts voor rechtse schroefdraad.

Figuur 3. 29 graden
4. Installeer een draadsnijbit van 60 graden en stel de hoogte in op het middelpunt van de draaibank.
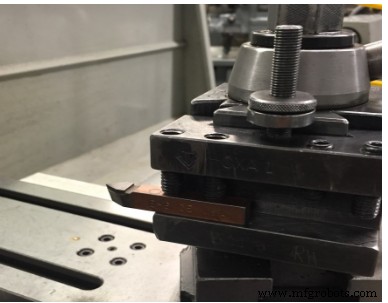
Afbeelding 4. 60 graden draadsnijgereedschap
5. Stel de gereedschapsbit en een rechte hoek in op het werkstuk, met behulp van een draadkaliber.
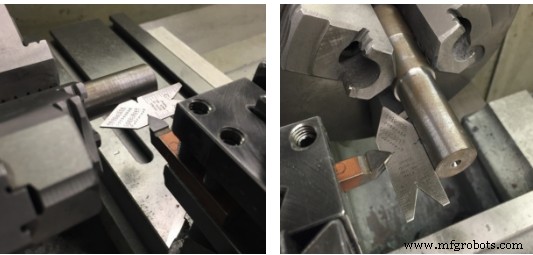
Afbeelding 5. De middelste maat gebruiken om het gereedschap te positioneren voor het bewerken van schroefdraad
6. Gebruik een lay-outoplossing om het te rijgen gebied te coaten.

Afbeelding 6. Lay-out
7. Verplaats het draadsnijgereedschap naar het onderdeel met zowel de compound als de dwarstoevoer. Zet de micrometer op nul op beide wijzerplaten.
Afbeelding 7. Samengestelde Afbeelding 8. Cross-feed
8. Verplaats de dwarsaanvoer naar het achterste gereedschap van het werkstuk, verplaats de slede naar het einde van het onderdeel en zet de dwarsaanvoer terug op nul.
Afbeelding 9. Einde van het onderdeel en Cross-feed naar Nul
9. Gebruik alleen de samengestelde micrometer en voer .001 tot .002 inch in.
Figuur 10:Mengvoeder in 0,002 inch
10. Zet de draaibank aan en zet de halve moer vast.

Afbeelding 11:Aan/Uit-hendel en halve moer
11. Maak een kras op het onderdeel zonder snijvloeistof. Maak de halve moer aan het einde van de snede los, stop de draaibank en trek het gereedschap terug met behulp van de dwarstoevoer. Breng de wagen terug naar de startpositie.

Figuur 12. Uitgangspositie
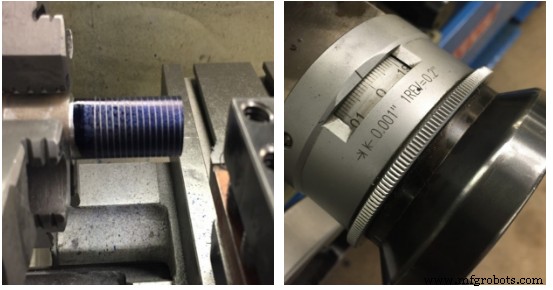
12. Gebruik een spoedmeter of een liniaal om de schroefdraadspoed te controleren. (Draden per inch)

Afbeelding 13. Schroefafstandmeter Afbeelding 14. Schroefafstand Gage(10)
13. Voer de verbinding in .005 tot .020 inch voor de eerste doorgang met snijolie. Als u de uiteindelijke maat nadert, verkleint u de snedediepte tot 0,001 tot 0,002 inch.
14. Ga door met dit proces totdat het gereedschap zich binnen 0,010 inch van de afwerkdiepte bevindt.
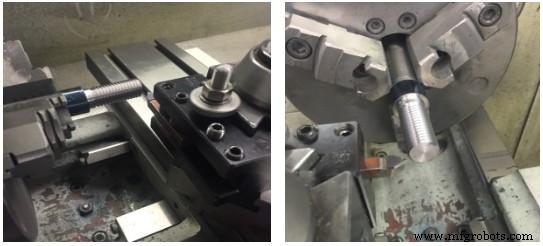
Afbeelding 15. Inrijgen
15. Controleer de maat met behulp van een schroefdraadmicrometer, schroefdraadmeter of met behulp van het driedraadssysteem.

Afbeelding 16. Driedraadsmeting
16. Schuin het uiteinde van de draad af om het te beschermen tegen beschadiging.
Reamen
Ruimers worden gebruikt om geboorde gaten of boringen snel en nauwkeurig af te werken tot een gespecificeerd gat en om een goede oppervlakteafwerking te produceren. Ruimen kan worden uitgevoerd nadat een gat is geboord of geboord tot op 0,005 tot 0,015 inch van de uiteindelijke maat, aangezien de ruimer niet is ontworpen om veel materiaal te verwijderen.
Het werkstuk is gemonteerd in een spankop op de as van de kop en de ruimer wordt ondersteund door de losse kop.
De draaisnelheid voor machinaal ruimen moet ongeveer de helft zijn van die voor boren.
Ruimen met een handruimer
Het gat dat met de hand moet worden geruimd, moet binnen 0,005 inch van de vereiste afgewerkte maat liggen.
Het werkstuk wordt in een spankop op de kopspil gemonteerd en de kopspil wordt vergrendeld nadat het werkstuk nauwkeurig is ingesteld. De handruimer is gemonteerd in een verstelbare ruimersleutel en ondersteund met het midden van de losse kop. Omdat de sleutel met de hand wordt rondgedraaid, wordt de handruimer gelijktijdig in het gat gevoerd door aan het handwiel van de losse kop te draaien. Gebruik veel snijvloeistof om te ruimen.
Ruimen met een machineruimer
Het gat dat moet worden geruimd met een machineruimer, moet worden geboord of geboord tot op 0,010 inch van de voltooide maat, zodat de machineruimer alleen de freesbitmarkeringen hoeft te verwijderen. Gebruik veel snijvloeistof om te ruimen.
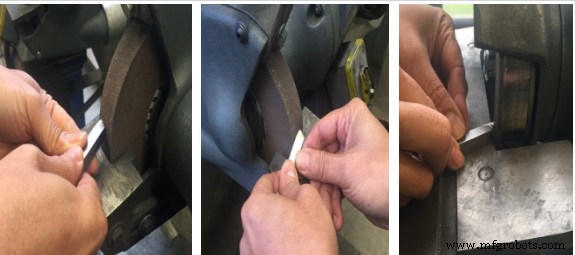
Slijp een gereedschapsbit voor een draaibank
Procedure:
1. Pak de gereedschapsbit stevig vast terwijl u de hand op de slijpgereedschapset ondersteunt.
2. Houd de gereedschapsbit in de juiste hoek om de snijkanthoek te slijpen. Kantel tegelijkertijd de onderkant van het gereedschap naar binnen in de richting van het wiel en slijp 10 graden zijreliëf of vrijloophoek op de snijkant. De snijkant moet ongeveer 0,5 inch lang zijn en meer dan ongeveer ¼ van de breedte van het gereedschapsbit.
3. Beweeg tijdens het slijpen van de gereedschapsbit de gereedschapsbit heen en weer over het oppervlak van de slijpschijf. Dit versnelt het slijpen en voorkomt groeven in het wiel.
4. De gereedschapsbit moet tijdens het slijpen regelmatig worden afgekoeld door in het water te dompelen. Oververhit een gereedschapsbit nooit.
5. Slijp de eindsnijhoek zodat deze een hoek vormt van iets minder dan 90 graden met de zijsnijkant. Houd het gereedschap zo dat de hoek van de snijkant van het uiteinde en de reliëfhoek van het uiteinde van het uiteinde van 15 graden tegelijkertijd worden geslepen.
6. Controleer de hoeveelheid eindontlasting wanneer de gereedschapsbit in de gereedschapshouder zit.
7. Houd de bovenkant van het gereedschapsbit ongeveer 45 graden ten opzichte van de as van het wiel en slijp de zijhark ongeveer 14 graden.
8. Slijp een kleine radius op de punt van het snijgereedschap en zorg ervoor dat u dezelfde vrije hoek aan de voor- en zijkant behoudt.
Grind front Slijpzijde
Snijgereedschap Materialen
Beitels voor draaibanken zijn over het algemeen gemaakt van vier materialen:
1. Snelstaal
2. Gegoten legeringen
3. Gecementeerde Carbiden
4. Keramiek
De eigenschappen van elk van deze materialen zijn verschillend en de toepassing ervan hangt af van het materiaal dat wordt bewerkt en de staat van de machine.
Beitels voor draaibanken moeten de volgende eigenschappen hebben.
1. Ze zouden moeilijk moeten zijn.
2. Ze moeten slijtvast zijn.
3. Ze moeten bestand zijn tegen de hoge temperaturen die tijdens het snijden ontstaan.
4. Ze moeten schokken kunnen weerstaan tijdens het snijden.
Snijgereedschap Nomenclatuur
Snijgereedschappen die op een draaibank worden gebruikt, zijn over het algemeen enkelpuntige snijgereedschappen en hoewel de vorm van het gereedschap voor verschillende toepassingen wordt gewijzigd. Dezelfde nomenclatuur is van toepassing op alle snijgereedschappen.
Procedure:
1. Basis:de onderkant van de gereedschapsschacht.
2. Snijkant:de voorrand van het gereedschap dat het snijden doet.
3. Gezicht:het oppervlak waartegen de chip steunt als deze wordt gescheiden van het werk.
4. Flank:Het oppervlak van het gereedschap dat grenst aan en onder de snijkant.
5. Neus:de punt van het snijgereedschap gevormd door de kruising van de snijkant en het voorvlak.
6. Neusradius:De straal waarop de neus is geslepen. De grootte van de straal is van invloed op de afwerking. Voor ruwe snede wordt een neusradius van 1/16 inch gebruikt. Voor afwerksnede wordt een neusradius van 1/16 tot ⅛ inch gebruikt.
7. Punt:het uiteinde van het gereedschap dat is geslepen voor snijdoeleinden.
8. Schacht:het lichaam van de gereedschapsbit of het onderdeel dat in de gereedschapshouder wordt vastgehouden.
9. Draaibank Gereedschapsbit Hoeken en spelingen
De juiste prestatie van een beitel hangt af van de speling en spaanhoeken die op de beitel moeten worden geslepen. Hoewel deze hoeken variëren voor verschillende materialen, is de nomenclatuur hetzelfde voor alle gereedschapsbits.
• Zijsnijkanthoek:De hoek die de snijkant vormt met de zijkant van de gereedschapsschacht. Deze hoek kan van 10 tot 20 graden zijn, afhankelijk van het materiaal dat wordt gesneden. Als de hoek groter is dan 30 graden, zal het gereedschap de neiging hebben om te klapperen.
• Einde snijkanthoek. De hoek gevormd door de eindsnijkant en een lijn loodrecht op de middellijn van de gereedschapsbit. Deze hoek kan van 5 tot 30 graden zijn, afhankelijk van het gewenste type snede en afwerking. Voor voorbewerkingssneden met een hoek van 5 tot 15 graden, wordt een hoek tussen 15 en 30 graden gebruikt voor algemene draaigereedschappen. Door de grotere hoek kan het snijgereedschap naar links worden gezwenkt bij lichte sneden dicht bij de hond of boorkop, of bij het draaien naar een schouder.
• Zijdelingse reliëfhoek (speling):de hoek die op de flank van het gereedschap onder de snijkant is geslepen. Deze hoek kan van 6 tot 10 graden zijn. De zijdelingse speling op een gereedschapsbit zorgt ervoor dat het snijgereedschap in de lengterichting in het roterende werkstuk kan gaan en voorkomt dat de flank tegen het werkstuk wrijft.
• End Relief (speling) hoek:de hoek die onder de neus van de gereedschapsbit wordt geslepen waardoor het snijgereedschap in het werkstuk kan worden ingevoerd. Deze hoek kan 10 tot 15 graden zijn voor algemeen gebruik. Deze hoek moet worden gemeten wanneer de gereedschapsbit in de gereedschapshouder wordt gehouden. De eindontlastingshoek varieert met de hardheid en het type materiaal en het type snede dat wordt genomen. De eindontlastingshoek is kleiner voor hardere materialen, om ondersteuning te bieden onder de snijkant.
• Zijharkhoek:De hoek waaronder het slagvlak van de snijkant af wordt geslepen. Deze hoek kan 14 graden zijn voor gereedschapsbits voor algemeen gebruik. De zijhark centreert een scherpere snijkant en laat de spaan snel wegvloeien. Voor zachtere materialen wordt de zijdelingse hellingshoek over het algemeen groter.
• Achter (boven) hark:De achterwaartse helling van het gereedschap is van de neus af gericht. Deze hoek kan ongeveer 20 graden zijn en is voorzien in de gereedschapshouder. Door de achterste hark kunnen de spanen wegvloeien van de punt van het snijgereedschap.
EENHEIDSTEST
1. Wat is toonhoogte voor ¼-20 tikken?
2. In welke hoek moet de verbinding worden gedraaid voor Unified Thread?
3. Leg uit waarom je de compound in vraag 2 draait.
4. Wat is de schroefdraaddiepte voor UNF ½-20-schroef?
5. Hoe maak je een linkse draad? Dit wordt niet behandeld in de lezing - denk er eens over na?
6. Welke gereedschapsbit gebruiken we voor het snijden van draad?
7. Beschrijf alstublieft Center Gage.
8. Wat gebruiken we om de schroefdraadspoed (Thread Per Inch) te controleren?
9. De eerste en laatste pas, hoeveel voeren we de compound in?
10. Noem vier materialen die worden gebruikt om gereedschapsbits te maken.
Hoofdstuk Attributie-informatie
Dit hoofdstuk is afgeleid van de volgende bronnen.
- Draaibank afgeleid van draaibank door het Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
- Terminologie voor snijgereedschap afgeleid van Lathe Cutting Tools - Cutting Tool Shapes door het Wisconsin Technical College, CC:BY-NC 4.0.
- Terminologie voor snijgereedschap afgeleid van Cutter Types (Lathe) door de Universiteit van Idaho, CC:BY-SA 3.0.
- Centreren afgeleid van [Handmatig draaibankdocument]
Industriële technologie
- Toolroom draaibank
- CNC-draaibank
- CNC-draaibank(2)
- Draaibank ontworpen voor nauwkeurige productie van grote onderdelen
- Draaibank bevat elektronische servomotor, draadsnijcomputer
- Middelgrote combinatiedraaibank
- Wat is een draaibankspil?
- 22 Unit 5:CNC-bewerking
- 24 Unit 7:Mastercam
- Onderdelen van draaibankmachine:
- Draaibankmachine begrijpen