


Soorten gietfouten - Volledig overzicht
In dit artikel gaan we leren over gietfouten en wat zijn de soorten gietfouten .
Wat zijn gietfouten?
Gietfouten :Het is een ongewenste onregelmatigheid die ontstaat in het gietstuk tijdens het metaalgietproces. Defecten in het gieten van metaal kunnen om verschillende redenen of door verschillende bronnen ontstaan. We zullen in dit artikel alle belangrijke vormen van gietfouten bespreken. Sommige gebreken kunnen over het hoofd worden gezien of worden getolereerd, terwijl andere onaanvaardbaar zijn en moeten worden gecorrigeerd om de onderdelen goed te laten werken.
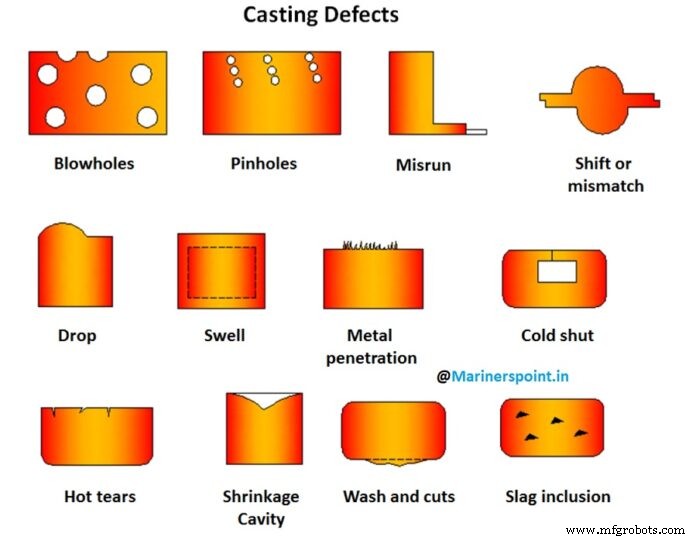
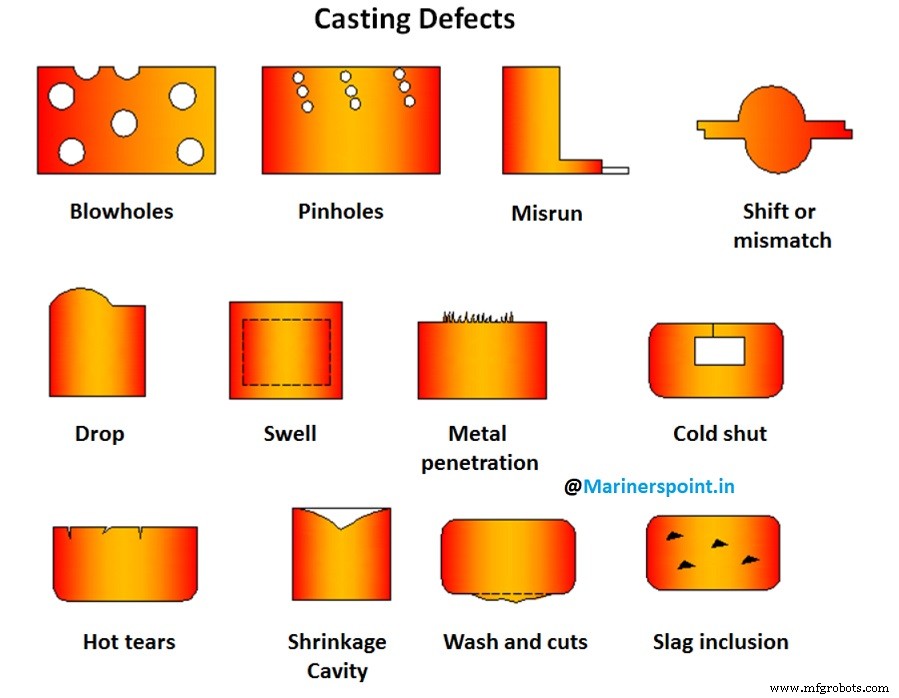
Soorten gietfouten
In het bijzonder zandgieten is onderhevig aan bepaalde gebreken die bij een goed ontworpen gietstuk gecontroleerd kunnen worden door de juiste giettechniek, maar niet geheel te voorkomen zijn. De veelvoorkomende soorten gietfouten gevonden, worden hun oorzaken en oplossingen hieronder uitgelegd.
1. Ploegen
Dit is een externe defect in het gieten veroorzaakt door een verkeerde plaatsing van de kern of een verkeerde afstemming van de bovenste en onderste delen van het gietstuk, meestal op een scheidingslijn. Verkeerde uitlijning van kolven in een andere waarschijnlijke oorzaak van verschuiving.
Deze gietfouten kunnen worden voorkomen door te zorgen voor een juiste uitlijning van het patroon of het matrijsdeel, vormdozen, de juiste montage van patronen op patroonplaten en het controleren van kolven, paspennen, enz. vóór gebruik.
2. Warpage
Kromtrekken is onbedoelde en ongewenste vervorming in een gietstuk die optreedt tijdens of na het stollen. Als gevolg van verschillende stollingssnelheden in verschillende delen van een gietstuk, ontstaan er spanningen in aangrenzende wanden, wat resulteert in kromtrekken in deze gebieden. Groot en plat
secties of kruisende secties zoals ribben zijn bijzonder gevoelig voor kromtrekken.
De remedie is om grote oppervlakken te produceren met een golvende, gegolfde constructie, of voldoende ribben of ribachtige vormen toe te voegen, om in alle gebieden gelijke koelsnelheden te bieden. Een goed ontwerp van het gietstuk kan een grote bijdrage leveren aan het verminderen van het kromtrekken van het gietstuk.
3. Vin
Een dun uitsteeksel van metaal, niet bedoeld als onderdeel van het gietstuk, wordt de vin genoemd. Vinnen komen meestal voor bij het scheiden van de mal of kernsecties. Mallen en kernen die niet correct zijn gemonteerd, zullen vinnen veroorzaken. Onvoldoende verzwaring van de mallen of onjuist vastklemmen van kolven kan de vin opnieuw produceren.
De remedie ligt in het gebruik van voldoende gewicht op het bovenste deel van de mal, zodat de twee delen goed op elkaar aansluiten, en een correcte montage van de mallen en kernen die voor het gieten worden gebruikt.
4. Zwelling
Een deining is een vergroting van de vormholte door metaaldruk, wat resulteert in een plaatselijke of algehele vergroting van het gietstuk. Dit wordt veroorzaakt door onjuist of gebrekkig aanstampen van de mal. Om deining te voorkomen, moet het zand goed en gelijkmatig worden geramd.
5. Klaapgaten
Blaasgaten zijn gladde, ronde gaten die verschijnen in de vorm van een cluster van een groot aantal kleine gaatjes onder het oppervlak van een gietstuk. Dit zijn ingesloten gasbellen met gladde wanden. Blaasgaten worden veroorzaakt door overmatig vocht in het zand, of wanneer de doorlaatbaarheid van zand laag is, de zandkorrels te fijn zijn, het zand te hard wordt geramd of wanneer de ventilatie onvoldoende is.
Om blaasgaten te voorkomen, moet het vochtgehalte in zand goed worden aangepast, moet zand met de juiste korrelgrootte worden gebruikt, moet het aanstampen niet te hard zijn en moet de ventilatie voldoende zijn.
6. Laat vallen
Een druppel treedt op wanneer het bovenoppervlak van de mal scheurt en stukjes zand in het gesmolten metaal vallen. Dit wordt veroorzaakt door een lage sterkte en zacht aanstampen van het zand, onvoldoende vloeiing van gesmolten metaal en onvoldoende versterking van zanduitsteeksels in de kap. De bovenstaande factoren zijn geëlimineerd om drop te voorkomen.
7. Vuil
In sommige gevallen zijn vuil- en zanddeeltjes ingebed in het gietoppervlak. Dit wordt veroorzaakt door het verbrijzelen van de mal als gevolg van onjuiste behandeling, zandwassing en aanwezigheid van slakdeeltjes in het gesmolten metaal.
Door goed vloeien en het gebruik van vuilvangers kan worden voorkomen dat vuil de vormholte binnendringt.
8. Honingraat of sponsachtigheid
Dit zijn uitwendige gietdefecten die bestaan uit een aantal kleine holtes in de buurt. Honingkammen wordt veroorzaakt door vuil of "schurft" dat mechanisch in het gesmolten metaal wordt vastgehouden en is te wijten aan het onvolkomen afromen in de pollepel.
De remedie is om de zandwassing te voorkomen en de slakdeeltjes die aanwezig zijn in het gesmolten metaal te verwijderen door het goed afschuimen in de pollepel.
9. Metalen penetratie en ruw oppervlak
Dit defect bij het gieten verschijnt als een ongelijk en ruw uitwendig oppervlak van het gietstuk. De metaalpenetratie tussen de zandkorrels vindt plaats door lage sterkte, grote korrelgrootte, hoge doorlaatbaarheid en zacht aanstampen van zand. Oplossingen omvatten het verwijderen van de bovengenoemde oorzaken.
10. Zandgaten
Zandgaten zijn te vinden op het buitenoppervlak of in het gietstuk. Ze worden veroorzaakt door los zand dat in de vormholte spoelt en in het inwendige van het gietstuk smelt of het snel gieten van het gesmolten metaal. Zandgaten worden voorkomen door een goede reiniging van de mal en het zorgvuldig gieten van het gesmolten metaal.
11. Penngaten
Pinholes zijn talrijke kleine gaatjes, meestal minder dan 2 mm, zichtbaar op het oppervlak van het gietstuk dat is schoongemaakt door middel van stralen. Deze gietfouten worden veroorzaakt door zand met een hoog vochtgehalte, absorptie van waterstof- of koolmonoxidegas of wanneer staal uit natte gietpannen wordt gegoten of onvoldoende wordt vergast.
Dit defect van het gieten kan worden geminimaliseerd door gebruik te maken van goede smelt- en vloeimethoden, door het vochtgehalte van vormzand te verminderen en de doorlaatbaarheid ervan te verminderen, en door een snelle stolling te bevorderen.
12. Schurft
Korstjes zijn een soort uitsteeksel op het gietstuk dat optreedt wanneer een deel van het oppervlak van de mal of kern omhoog komt en metaal eronder in een dunne laag. Met andere woorden, vloeibaar metaal dringt achter de oppervlaktelaag van zand door. Korstjes kunnen worden geïdentificeerd als ruwe, onregelmatige uitsteeksels op het oppervlak met daarin ingebed zand.
Deze gietfouten worden veroorzaakt door het gebruik van te fijn zand, zand met een lage doorlaatbaarheid en een laag vochtgehalte, en door ongelijkmatige vorming van schimmels of het intermitterend of langzaam stromen van gesmolten metaal over het zandoppervlak, waardoor een intense lokale verwarming wordt veroorzaakt.
Het mengen van additieven zoals houtmeel, zeekool of dextrine in het zand is een stap die dergelijke defecten bij het gieten zal elimineren.
13. Krimpholte
Krimpholte is een leegte of depressie in het gietstuk die voornamelijk wordt veroorzaakt door ongecontroleerde en lukrake stolling van het metaal. Dit kan ook worden veroorzaakt doordat de giettemperatuur te hoog is.
Deze gietfouten kunnen worden geëlimineerd door het principe van directionele stolling toe te passen in het ontwerp van de mal en door oordeelkundig gebruik van koude rillingen, opvulling, enz.
14. Hete tranen (trekken)
Het zijn interne of externe scheuren met rafelige randen die optreden onmiddellijk nadat het metaal is gestold. Hete tranen kunnen worden geproduceerd als het gietstuk slecht is ontworpen en abrupte sectieveranderingen plaatsvinden, er geen goede filets en hoekradiussen zijn en koude rillingen verkeerd zijn geplaatst. Onjuiste giettemperaturen en onjuiste plaatsing of poorten en stootborden en hard rammen kunnen ook hete tranen veroorzaken.
Verbeterd ontwerp, juiste directionele stolling, gelijkmatige afkoelsnelheid, juiste giettemperaturen en controle van de vormhardheid elimineren hete tranen.
15. Cold Shut en Misrun
Een koude afsluiting is een uitwendig defect in het gietstuk dat wordt gevormd door een onvolmaakte samensmelting van twee metalen stoom in de vormholte of ongelijke delen van het patroon die aan elkaar zijn geassembleerd. Deze gietfouten kunnen eruitzien als een scheur of naad met afgeronde randen. Een verkeerd uitgevoerd gietstuk is een gietstuk dat niet volledig is omdat het metaal de vormholte niet kan vullen.
De redenen voor koud sluiten of verkeerd lopen kunnen te dunne secties en wanddikte zijn, onjuist poortsysteem, beschadigde patronen, langzaam en intermitterend gieten, slechte vloeibaarheid van metaal veroorzaakt door lage giettemperatuur, onjuiste legeringssamenstelling, enz. Gebruik van heter metaal, frequent inspectie en vervanging van patronen en kerndozen en een goed ontwerp van het gietstuk, rekening houdend met de fundamentele principes van gating, zijn enkele van de stappen die kunnen worden gebruikt om koudgesloten en verkeerd uitgevoerde gietdefecten te elimineren.
16. Kort gegoten
Wanneer de metalen holte niet volledig is gevuld in één keer gieten, wordt het defect kort gegoten genoemd. Voldoende metaal in de pollepel op de juiste temperatuur zal deze defecten bij het gieten elimineren.
17. Interne luchtzak
Dit verschijnt als kleine gaatjes in het gietstuk en wordt veroorzaakt door het gieten van kokend metaal of door het snel gieten van het gesmolten metaal in de mal. Defecte en slechte kwaliteit van metaal en te vochtig zand kunnen ook luchtbellen veroorzaken. De juiste giettemperatuur van het gesmolten metaal, de juiste kwaliteit van het metaal en droog zand minimaliseert dit defect grotendeels.
Conclusie
We bespraken de ongewenste onregelmatigheid die optreedt in het gietstuk tijdens het metaalgietproces dat bekend staat als gietdefecten. Defecten in het gieten kunnen worden geminimaliseerd als de juiste zorg en voorzorgsmaatregelen worden genomen. Defecten van gietstukken hebben een negatieve invloed op de algehele productie en daarom moet er goede kennis zijn over soorten gietdefecten om ze te minimaliseren.
Industriële technologie
- Vormzand:soorten en bestanddelen | Gieten | Metallurgie
- Soorten gietfouten | metalen | Industrieën | Metallurgie
- Wat is casten? - Definitie| Soorten casting
- 10 verschillende soorten patronen bij gieten
- Gietdefecten:soorten, oorzaken en oplossingen
- Snel prototype voor zandgieten
- Groen zand versus harszandgieten
- Zandgieten versus centrifugaal gieten
- Zandgieten versus smeden
- Wat is zandgieten?
- Soorten zandgietapparatuur