


3D-printers van hars:SLA, DLP en LED-LCD
3D-printen van lichtuithardende harsen heeft de afgelopen jaren terrein gewonnen en is de op één na populairste 3D-printtechnologie geworden na FFF , zowel in professionele als maker-omgevingen. Deze hausse is het resultaat van twee belangrijke factoren . Aan de ene kant de lagere kosten van 3D-printers van hars door de opkomst van nieuwe technologieën zijn harsprinters in hetzelfde prijssegment geplaatst als FFF. Aan de andere kant de opkomst vannieuwe materialen zoals dentale, flexibele en technische harsen heeft het mogelijk gemaakt om harsonderdelen te produceren die voorheen alleen levensvatbaar waren met FDM of SLS.
De belangrijkste kracht van 3D-harsprinten, die de aandacht heeft getrokken van sommige professionele sectoren zoals tandheelkunde of sieraden , is de hoge resolutie het kan bereiken, variërend van 50 µm tot 150 µm in XY en van 30 µm tot 200 µm in Z , wat lager is dan de minimale resolutie van een 3D FFF-printer. Hierdoor hebben met hars bedrukte onderdelen eenhoge oppervlaktekwaliteit en een hoog detailniveau waardoor ze de hoogste esthetische kwaliteit krijgen van alle additive manufacturing-technologieën.
Basis voor 3D-harsprinten
3D-harsprinten is gebaseerd op een geheel ander principe dan dat wordt gebruikt in de meeste 3D-printtechnologieën zoals FFF of SLS. Terwijl hierin een thermoplastisch polymeer wordt gebruikt als uitgangspunt en verwarmd tot de smelttemperatuur om het onderdeel te vormen, is harsprinten gebaseerd op het polymeriseren van een reactief mengsel van monomeren en oligomeren door selectieve toepassing van licht. Dit betekent dat, in plaats van plastic als grondstof te gebruiken, bij het printen met hars de basiscomponenten waaruit het plastic bestaat, worden gebruikt en dat het plastic wordt gevormd door een chemische reactie tijdens het printproces.
Harsen voor 3D-printen bestaan voornamelijk uit drie componenten:
Monomeren en oligomeren: Dit zijn kleine moleculen die met elkaar reageren om een lang polymeer te vormen kettingen, die de fundamentele component van plastic zijn. De lengte van deze ketens zal grotendeels hun eigenschappen bepalen
Verknopingsmiddel: Bestaat uit grotere of kleinere moleculen met twee of meer reactieve groepen in staat om op verschillende punten aan de polymeerketens te binden. Zijn functie is om de kettingen stevig met elkaar verbonden te houden. Over het algemeen vormen kunststoffen die worden gevormd in aanwezigheid van vernettingsmiddelen zogenaamde thermohardende kunststoffen of harsen.
Foto-initiator: Dit is verantwoordelijk voor het bevorderen van de reactie tussen de monomeren of hiervan met het verknopingsmiddel. Dit zijn organische moleculen, meestal kleurstoffen of fluoroforen, die in staat zijn om kationen of vrije radicalen te produceren in de aanwezigheid van licht bij een bepaalde golflengte, waardoor radicale of kationische polymerisatiereacties worden geïnitieerd.
Licht, meestal blauw (405 nm) of violet (365 nm - 385 nm), wordt gebruikt om de foto-initiatoren te activeren en de hars te laten stollen, aangezien dit de meest energetische band in het zichtbare spectrum is. Om dit te doen, worden in elke laag alleen de gebieden verlicht die deel zullen uitmaken van het stuk.
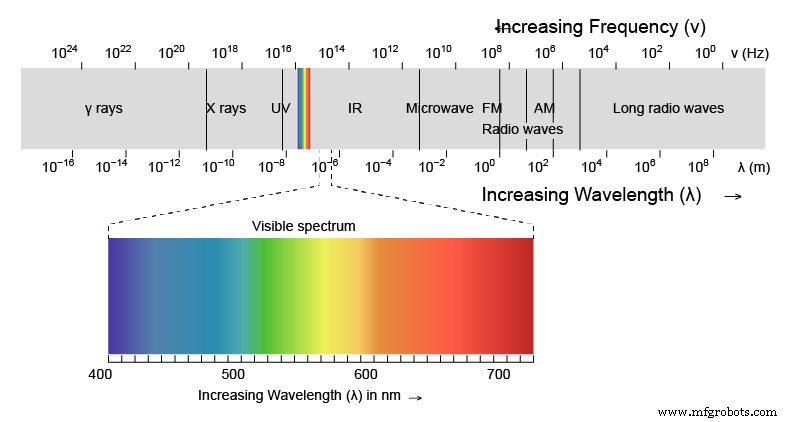
Afbeelding 1:zichtbaar lichtspectrum. Bron:Wikipedia.com
The 3D resin printing technologies are determined by the type of light source and the method of selective lighting used. Currently there are three common technologies:SLA, DLP and LED-LCD.
3D SLA printing
3D SLA or stereolithography printing is the oldest commercial 3D printing technology. It was developed during the first half of the 1980s and was patented in 1986 by 3D Systems founder Chuck Hull, just three years before Stratasys founder Scott Crump patented FDM technology.
In 3D SLA printing, the resin is cured using a laser beam between 150 and 300 µm in diameter. The laser sweeps the surface of each layer using a moving mirror system called a galvanometer. The main advantage of this technology is the high precision it can achieve , especially in the central area of the construction platform, which is only surpassed by SLS technology.
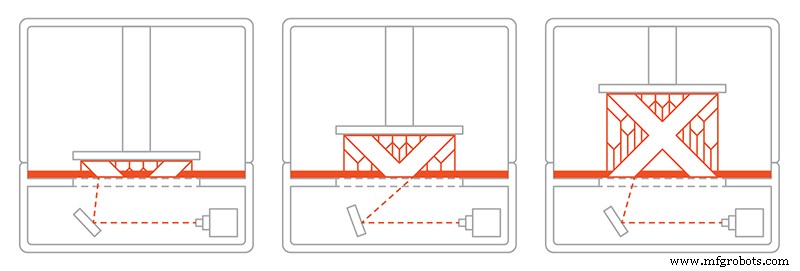
Image 2:SLA printing process. Source 3Dhubs.com
Another of its advantages, derived in part from this high precision, is that it achieves a superior surface finish to that obtained in DLP and LED-LCDs as it does not present the staircase effect that can be seen in the latter.

Image 3:Surface finish in 3D SLA and DLP printing. Source:Formlabs.com
However, not everything is an advantage, as this is the slowest resin printing technology. For each layer it is necessary to sweep the entire surface of the part with the laser, which is a slow process, which increases the more parts we position in the construction space. In addition, it is necessary to keep the sweeping speeds within a specific range, as very high speeds would result in a loss of precision, the main strength of this technology.
Video 1:How SLA printing works Source:Formlabs.com
This is the technology used by the renowned Formlabs printers , the benchmark brand for resin printing. Printers such as Form 3 or Form 3B use this technology in conjunction with high precision galvanometers to offer the highest quality standards in critical sectors such as high jewellery, dentistry or medicine.
 Image 4:Form 3B printer. Font:Formlabs.com
Image 4:Form 3B printer. Font:Formlabs.com
3D DLP printing
DLP 3D printing technology was developed with the aim of reducing 3D resin printing times . Instead of sweeping the surface of the part with a laser, the entire layer is projected simultaneously using a light source, a device consisting of a moving micro-mirror array known as a DMD (Digital Micromirror Device) and a set of lenses responsible for projecting the image onto the resin.
Video 2:How a DMD works. Source:TI.com
This technology was a revolution , since each layer is formed in a few seconds and the printing time is independent of the number of pieces placed on the base, only of the height of these.
Its main disadvantage is that the printing resolution is determined by the density of micro-mirrors that form the DMD and the projected surface. For the same DMD system, a larger printing surface will always result in a proportional decrease in resolution, which is not the case with SLA systems, where the resolution is determined by the diameter of the laser beam and is independent of the printing surface.
In addition, the use of projection lenses can cause distortions in areas far from the centre , which are greater the larger the construction size. It is possible to correct these distortions by using more complex optical systems, however, they often make the device very expensive and therefore not very popular.
The surface quality of the pieces is usually slightly lower than those produced by SLA, and in many cases the staircase effect appears.
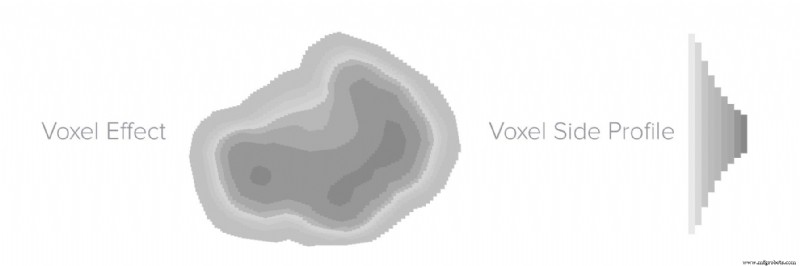
Image 5:Staircase effect derived from the use of square voxels in DLP Source:theorthocosmos.com
Although printing times were critically shortened, this technology did not displace SLA technology. Today, it is a technology that has fallen into disuse, displaced mainly by the appearance of LED-LCD technology.
3D LED-LCD or MSLA printing
It is the latest technology to reach the market and has experienced significant growth in recent years. It was developed as an evolution of DLP technology , and today has virtually replaced it.
Operation is similar to DLP technology, however, instead of reflecting light using a digital micromirror device (DMD), it uses an LCD device in which each pixel acts as a small window that blocks or lets light through.
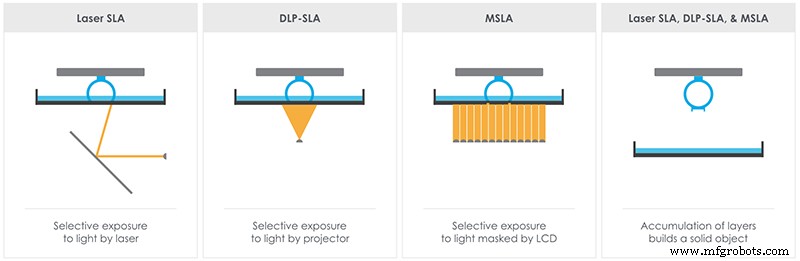
Image 6:SLA vs DLP vs MSLA. Source:theorthocosmos.com
LCD devices are the same as those used in mobile screens or TV or computer panels, so the cost is much lower than that of DMD devices. In addition, they are available in sizes from 3" to 80", so the projection is direct and perpendicular to the base over the entire surface. This avoids the use of expensive and complex projection lens systems and the distortions they cause in DLP produced parts.
Among its main advantages are its high printing speed and low cost . In addition, it outperforms DLP technology in two key ways. As noted above, perpendicular projection prevents distortion from the oblique projection provided by lenses in DLP systems. Secondly, LCD devices not only block or allow light to pass through, but can also filter it by varying the light intensity independently at each pixel. This makes it possible to use anti-aliasing processes that reduce the staircase effect and allow for surface qualities very close to those obtained by SLA
.
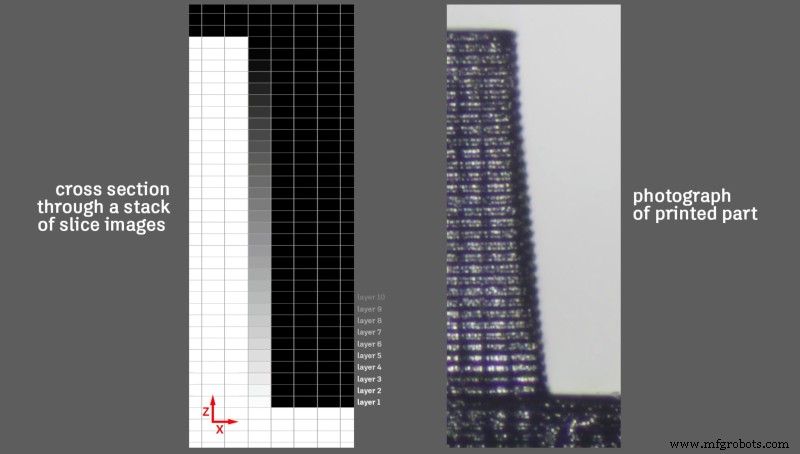
Image 7:Sub-pixel or anti-aliasing sampling to avoid staircase effect Source:hackaday.com
All of this has meant that its growth in recent years has not only displaced DLP technology but is beginning to replace SLA technology in industries such as dentistry, where SLA technology is a standard.
One of the main drawbacks is the high level of heating produced by the LED matrixes used , which means that effective cooling systems must be implemented to prevent the resin from heating up in long prints.
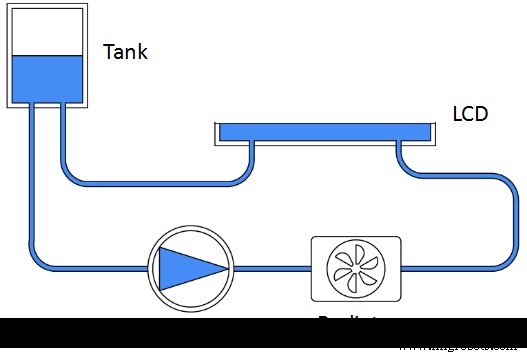
Image 8:Liquid cooling system of a Uniz printer. Source:Uniz.com
It is the technology present in all low-cost resin 3D printers and also the latest professional models such as the Uniz Slash.

Image 9:Uniz Slash Plus printer. Source:Uniz.com
Which technology to choose
Today the dilemma could be reduced to two technologies:SLA or LED-LCD.
Despite the growth of LED-LCD technology, SLA technology is still the majority in professional environments. There are two reasons for this, firstly the high quality and accuracy achieved by SLA with printers such as Formlabs is difficult to match. On the other hand, new technologies need a transition period to make room in companies due to the need to amortise current equipment and the distrust of new systems with low implementation in their sector.
However, the new professional LED-LCD printers, such as the Uniz, can provide an important competitive advantage by allowing small series to be produced with a quality similar to SLA and in a fraction of the time. For example, in the production of models for lost-wax moulding, which is widely used in some branches of the jewellery industry and which can lead to significant savings, not only in time and resources, but also in costs.
The decision between one or the other must be based on the user's needs between precision and production capacity. In many cases they should be thought of not as rival technologies, but as complementary, having a team dedicated to the production of small series and another for more delicate and precise works.
3d printen
- Interview met experts:een blik op de ultrasnelle, industriële SLA 3D-printers van Nexa3D
- Agile productie en 3D-printen
- Toekomstige technologieën:3D-printen
- Mythen en misvattingen over 3D-printers
- FDM vs SLA - Uitsplitsing van 3D-afdrukproces
- Wat is 3D-printen?
- Industriële SLA/DLP versus desktop-SLA/DLP
- Wat is SLA 3D-printen?
- Ontwerptips voor stereolithografie 3D-printen
- Stereolithografie (SLA) 3D-printen:technologieoverzicht
- Wat is 3D-printen met hars?