


Geavanceerde harsen voor 3D-printen
Een van de belangrijkste barrières dat 3D hars printen altijd heeft gehad wanneer het op industrieel niveau werd geïmplementeerd, is de beperkte verscheidenheid aan beschikbare materialen geweest. Oorspronkelijk waren de enige beschikbare materialen harsen op basis van acrylaatoligomeren, over het algemeen met een laag molecuulgewicht, die opvielen door hunhoge kwetsbaarheid en slechte mechanische en thermische eigenschappen. Hierdoor is 3D-harsprinten altijd naar de achtergrond verbannen bij de productie van functionele componenten en prototypes, ten gunste van op thermoplasten gebaseerde 3D-printtechnologieën zoals FDM of SLS.
De laatste jaren is dit echter drastisch veranderd. De opkomst van nieuwe technische harsen met geavanceerde eigenschappen en speciaal ontwikkeld voor bepaalde professionele toepassingen heeft deze technologie in veel sectoren onder de aandacht gebracht. In combinatie met de opkomst van nieuwe op hars gebaseerde 3D-printtechnologieën zoalsLED-LCD , die erin zijn geslaagd kosten te verlagen en de afdruksnelheid aanzienlijk te verhogen, dit is een levensvatbaar alternatief , die in sommige toepassingsgebieden zelfs FDM en SLS kunnen overtreffen.
Deze technische harsen kunnen in drie groepen worden ingedeeld , afhankelijk van het vakgebied waarop ze zich richten:
- Harsen voor sieraden
- Tandharsen
- Technische harsen
HARSEN VOOR SIERADEN
De sieradenindustrie is van oudsher de eerste die 3D-harsprinten implementeerde. Dit komt door de hoge resolutie die deze technologie biedt , geschikt voor het produceren van kleine 1:1 schaalmodellen met hoogwaardige afwerkingen.

Afbeelding 1:Sieradenmodel gedrukt in hars. Bron:uniz.com
Hoewel standaardharsen veel worden gebruikt voor de productie van modellen , wat een voor en na heeft betekend is de opkomst van hoogwaardige gietbare harsen. Deze harsen laten nauwelijks residu achter tijdens het calcineren, waardoor ze eenperfecte vervanging zijn voor de wasmodellen die oorspronkelijk bij het gieten werden gebruikt.
Hierdoor is het mogelijkde gietboom direct te printen, zonder dat er mallen gemaakt hoeven te worden om de wasmeesters te produceren of de bomen handmatig in elkaar te zetten, wat de handmatige fasen verkleint en automatiseert het proces.
Video 1:traditionele bereiding van een wasboom. Bron:greekerajewelry.com
Over het algemeen kan dit type hars een percentage vloeibare was in zijn samenstelling bevatten dat bedoeld is om eventuele asresten te verwijderen, het produceren van een schone mal, geschikt voor kwaliteitsafgietsel. Een hoger percentage was zorgt voor een schonere calcinering , en met minder residu, kan dit echter de afdrukprecisie beïnvloeden. Bovendien wordt dit harstype meestal gekenmerkt door een zeer lage uitzettingscoëfficiënt.
Er zijn momenteel veel opties op de markt voor calcineerbare harsen van hoge kwaliteit, compatibel met zowel SLA's als DLP's of LED-LCD's. Formlabs "Castable Wax"-harsen met 20% was of ZWax Purple met 10% was en compatibel met DLP- en LED-LCD-printers onderscheiden zich door hun combinatie van weinig residu, lage thermische uitzetting en hoge precisie.
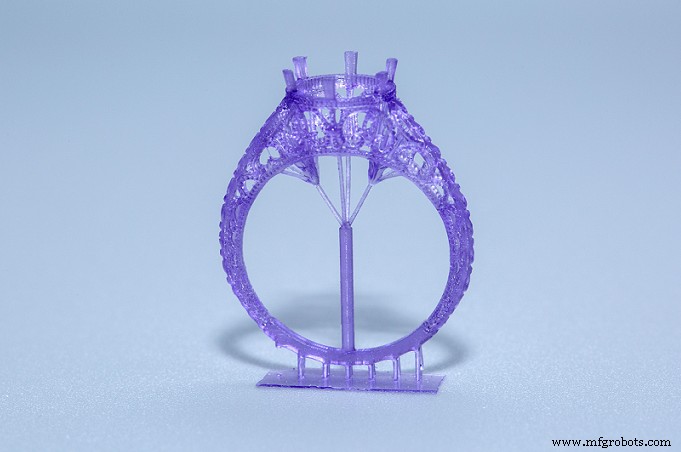
Afbeelding 2:Ring bedrukt met zWax Purple. Lettertype:Uniz.com
TANDHARSEN
Samen met sieraden was de tandheelkundige sector een van de eersten die 3D-harsprinten toepast, en is nu de snelst groeiende sector met het grootste assortiment aan materialen.
Tandharsen kunnen over het algemeen worden gegroepeerd in vier categorieën volgens hun toepassing:
- Harsen voor tandheelkundige modellen.
- Harsen voor beugels en spalken.
- Harsen voor tijdelijke kronen en bruggen
- Brandbare harsen
Harsen voor tandheelkundige modellen
Dit zijn harsen die niet zijn ontworpen om in contact te komen met de patiënt. Ze worden over het algemeen gebruikt voor de productie van patiëntmodellen waarop de tandheelkundige of medische professional kan werken om interventies te plannen of om elementen zoals kronen of bruggen te testen. Ze zijn qua samenstelling vergelijkbaar met standaardharsen en zijn vooral bedoeld om eenhoge precisie en resolutie te hebben evenals lage productiekosten.

Afbeelding 3:3D-geprint model met hars. Bron:Uniz.com
Bij deze harsen is het ook belangrijk dat ze bepaalde esthetische kwaliteiten hebben, waarbij twee groepen worden onderscheiden:
- Harsen met een matte afwerking, die de visualisatie en fotografie van de modellen vergemakkelijken, waarbij reflecties zoveel mogelijk worden vermeden. Onder dit type hars valt de Dental Model-hars van Formlabs op, met een afwerking die lijkt op gips.
- Harsen die een realistisch uiterlijk geven, zoals Dental Pink hars van Harzlabs.
Harsen voor beugels en spalken
Deze harsen zijnbedoeld voor de fabricage van beugels en spalken, daarom moeten ze, naast een biocompatibiliteit van ten minste klasse IIa, een uitstekende weerstand tegen slijtage en breuk hebben.
Een ander gemeenschappelijk kenmerk is dat ze de neiging hebben zeer transparant te zijn, voornamelijk om esthetische redenen.
Video 2:vervaardiging van spalken met behulp van 3D-harsprinten. Bron:Formlabs.com
Naast de productie van beugels en spalken, worden zeveel gebruikt bij de vervaardiging van chirurgische geleiders vanwege hun goede compatibiliteit en uitstekende mechanische eigenschappen . Sommige fabrikanten, zoals Formlabs, bevatten een specifieke hars voor deze toepassing, zoals Dental Surgical Guide hars, die meer flexibiliteit biedt.

Afbeelding 4:Chirurgische handleidingen bedrukt met SLA. Bron:Formlabs.com
Het is mogelijk harsen te vinden die zijn ontwikkeld voor de productie van spalken en retentiebeugels die compatibel zijn met zowel SLA zoals Formlabs Dental LT, als DLP en LED-LCD zoals Dental Clear van Harzlabs.
Harsen voor tijdelijke kronen en bruggen
Dit zijn harsen die worden gebruikt om bruggen, kronen, restauraties en tijdelijke veneers te maken . Ze moeten biocompatibel zijn en een afwerking bieden die vergelijkbaar is met die van de originele tanden.
Om deze afwerking in het algemeen te geven, worden ckeramische componenten en beitsen gebruikt die tinten geven binnen de VITA-schaal.
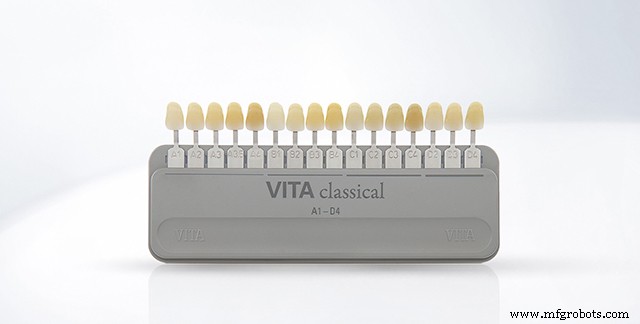
Afbeelding 5:VITA kleurenkaart. Bron:vita-zahnfabrik
Eenmaal bedrukt, kunnen deze harsen worden gepolijst en geschaduwd met lichtuithardende veneers om de ideale afwerking voor elke patiënt te verkrijgen.
De Temporary CB-hars van Formlabs is verkrijgbaar in vier VITA-tinten (A2, A3, B1 en C2) en de Dental Sand-hars van Harzlabs is verkrijgbaar in A1- en A2-tinten.
Calcineerbare harsen
Harsen vergelijkbaar met die gebruikt in sieraden. In dit geval is de noodzaak om zo min mogelijk afval te produceren nog belangrijker.
Ze worden hoofdzakelijk gebruikt bij de productie van modellen voor de vervaardiging van tandheelkundige implantaten door te gieten. De Harzlabs Dental Cast hars springt eruit, met een residu van minder dan 0,1 %.
TECHNISCHE HARSEN
De industriële en technische sector is altijd het meest terughoudend geweest om 3D-harsprinten te implementeren. Dit komt voornamelijk doordat harsen op mechanisch en thermisch niveau niet kunnen concurreren met de technische materialen die beschikbaar zijn voor FDM of de polyamiden die in SLS worden gebruikt.
Hoewel dit vandaag de dag nog steeds zo is, dichten de vooruitgang in materialen en de opkomst van nieuwe technische harsen de laatste jaren de kloof tussen verschillende 3D-printtechnologieën. Er zijn drie groepen technische harsen:
- Harsen met verbeterde mechanische eigenschappen
- Harsen met verbeterde thermische eigenschappen
- Flexibele en elastische harsen
Harsen met verbeterde mechanische eigenschappen
Dit zijn harsen die zijn ontwikkeld met als doel lagere kwetsbaarheid en hogere modulus te bieden dan standaardharsen. Terwijl standaardharsen zoals Harzlabs Basic Resin een treksterkte van 20 MPa bieden, bieden nieuwe technische harsen zoals BASF's Ultracur3D RG50 biedt een treksterkte tot 68 MPa, drie keer hoger. Deze treksterkte is zelfs hoger dan die van ABS-filamenten en komt dicht in de buurt van materialen zoals met belasting versterkt nylon.
Er zijn ook technische harsen verschenen met andere specifieke eigenschappen, zoals harsen met een hoge slijtvastheid of slagvastheid.
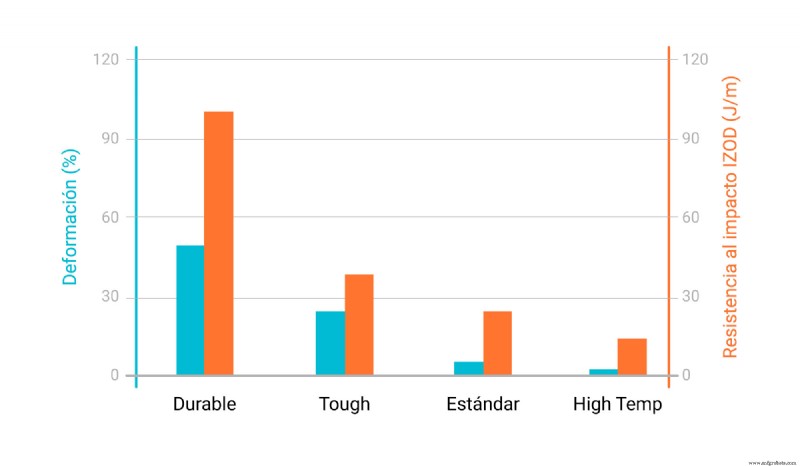
Afbeelding 6:Vergelijking van slagvastheid van verschillende Formlabs-harsen. Bron:Formlabs.com
Van de harsen met een hoge slagvastheid valt BASF's Ultracur3D High Impact-lijn op . Deze harsen bieden een treksterkte van 50 MPa met een breukvervorming van 56%, een buigmodulus van 1700 MPa en een slagvastheid van 1,39 J/m2. Dit maakt ze ideaal voor de productie van mechanische componenten en functionele prototypes.

Afbeelding 7:BASF Ultracur3D RG35 hars. Bron:forward-am.com
Harsen met verbeterde thermische eigenschappen
Thermische weerstand is altijd een van de zwakke punten van 3D-printharsen geweest . Over het algemeen hebben alle harsen verwekingstemperaturen tussen 50°C en 80°C.
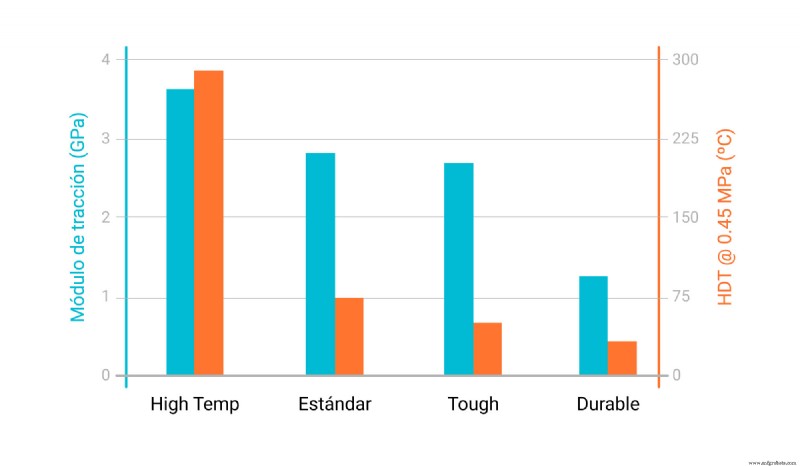
Afbeelding 8:Vergelijking van de warmtedeflectietemperatuur van verschillende Formlabs-harsen. Bron:Formlabs.com
Momenteel zijn er zeer weinig harsen beschikbaar voor toepassingen bij hoge temperaturen, waarbij de High Temp-hars van Formlabs de belangrijkste is. Dit is een hars die na uitharding bestand is tegen temperaturen tot 142 ºC (onder een belasting van 0,45 MPa). Het belangrijkste voordeel van deze hars is dat het mogelijk is om de thermische weerstand tot 238 ºC te verhogen door een warmtebehandeling op de onderdelen aan te brengen bestaande uit verhitten tot 60 ºC gedurende een uur en vervolgens tot 160 ºC gedurende anderhalf uur.
Flexibele en elastische harsen
Een van de belangrijkste handicaps van 3D-printharsen is altijd hun hoge brosheid geweest , een eigenschap die niet gewenst is in engineering. Dit is de reden waarom de opkomst van flexibele en elastische harsen in de afgelopen jaren een revolutie is geweest.
Afbeelding 9:Vergelijking van flexibele 80A-hars en elastische 50A-hars Bron:FormLabs.
Tegenwoordig zijn er meerdere opties voor zowel SLA als LED-LCD. In SLA vallen de flexibele 80A- en elastische 50A-harsen op. Flexible 80A is een zeer flexibele hars met 120% vervorming bij breuk en 80 Shore A hardheid, terwijl Elastic 50A een hars is met goede elasticiteit, 160% vervorming bij breuk en 50 Shore A hardheid.
Een van de belangrijkste sprongen voorwaarts in dit type materiaal is echter BASF's nieuwe lijn van flexibele en elastische harsen. Dit zijn harsen op basis van urethaanacrylaatoligomeren, en bieden de grootste flexibiliteit en elasticiteit onder de harsen die vandaag beschikbaar zijn. BASF Ultracur3D FL300 bijvoorbeeld, met een hardheid van slechts 37 Shore A, biedt breukvervorming tot 306%.

Afbeelding 10:BASF Ultracur3D FL60 hars. Bron:forward-am.com
In de afgelopen jaren is het aanbod aan materialen voor 3D-harsprinten exponentieel gegroeid, inclusief nieuwe materialen met eigenschappen die overeenkomen met die van thermoplasten voor FDM en die in sommige gevallen zelfs overtreffen. Dit, in combinatie met het feit dat 3D-harsprinten superieure isotropie biedt ten opzichte van FDM, maakt het een haalbare optie in veel industriële en technische toepassingen.
3d printen
- 3D-printmaterialen voor ruimtevaart?
- Een inleiding tot 3D-printen voor zandgieten
- 4 belangrijke ontwerpoverwegingen voor 3D-printen
- 3D-printen met harsen:een introductie
- Applicatie Spotlight:3D-printen voor lagers
- Applicatie Spotlight:3D-printen voor schoenen
- Inleiding tot 3D-printen voor het onderwijs
- Ontwikkelen van brandwerende harsen voor composieten
- 10 sterkste materialen voor 3D-printen
- Ontwerptips voor Carbon DLS™ 3D-printen
- Wat is 3D-printen met hars?