


Wat zijn de verschillen tussen FDM en SLA 3D-printtechnologieën?

3D-printen is geen recente technologie zoals het lijkt, zo niet al vele jaren, sinds 1986 toen Chuck Hull , oprichter van 3D Systems, neemt de eerste 3D-printer op. Dit was een 3D SLA-printer (StereoLithoGraphy), die een hars gebruikt die stolt door fotopolymerisatie wanneer een laserstraal erop valt. Slechts twee jaar later , Scott Crump , oprichter van Stratasys, brengt de eerste 3D FDM-printer (Fuse Desposition Modeling) aan het licht, momenteel het bekendste type 3D-printer op sociaal gebied.
De werkwijze van beide is vergelijkbaar; beide soorten 3D-printtechnologieën vervaardigen de stukken laag voor laag. De FDM deponeert materiaal door het hele gebied van de laag waarin het zich bevindt, terwijl de SLA de hars direct stolt dankzij een laserstraal.
Belangrijkste verschillen tussen 3D FDM- en SLA-printers
Materialen en kleuren
De meest gebruikte materialen bij FDM-printers zijn PLA en ABS, hoewel het steeds gebruikelijker wordt om geavanceerde materialen te gebruiken zoals PETG, Nylon en mengsels van materialen zoals PC-ABS of PLA met vezels. De verscheidenheid aan materialen wordt elke dag groter, zowel in materiaalsoorten als in kleuren.
De meeste FDM-printers gebruiken standaardspoelmodellen die door fabrikanten worden geleverd met filamentdiameters van 1,75 mm of 2,85 mm . De diameter van het filament wordt bepaald door de fabrikant van de FDM-printers op basis van het type beweging (cartesiaans of delta) en het type extruder.

Afbeelding 1:1,75 mm en 2,85 mm filament
In SLA , is de variëteit veel beperkter in zowel materiaalsoorten als kleuren. De belangrijkste fabrikant van harsen (FormLabs ) heeft de grootste verscheidenheid aan materialen (Standard Resin, Engineering Resin, Dental Resin en Castable Resin) en heeft momenteel de Colour Kit, een basishars met een set kleurstoffen om de kleur te krijgen die de gebruiker wil.

Afbeelding 2:kleurenkit. Bron:Formlabs
Afwerkingsnauwkeurigheid
Met FDM printers is het normaal om goede afwerkingen te krijgen met laaghoogtes van 0,1 mm maar zolang de afgedrukte onderdelen geen onderdelen hebben met zeer complexe vormen of kleine afmetingen. In deze gevallen wordt dit type technologie beperkt door de diameter van het mondstuk om de minimale dikte te kunnen realiseren. Bij gebruik van steunen van hetzelfde materiaal als dat van het stuk, is de oppervlakteafwerking meestal niet uniform, waardoor een nabewerking in het contactgebied van de steunen nodig is. Een oplossing voor dit nadeel is het gebruik van oplosbare ondersteuningsmaterialen zoals PVA of als HiPS.

Afbeelding 3:FDM geweldige afwerking. Bron:Fillamentum
Bij printers met SLA-technologie is de afdrukprecisie zeer hoog , zelfs bij complexe vormen omdat de diameter van de laser die de hars laat stollen erg klein is. De Form 2 SLA-printer kan bijvoorbeeld stukken maken met laaghoogtes van 0,025 mm , rechtstreeks definitieve en functionele stukken krijgen. De nauwkeurigheid is zodanig dat Form 2 in staat is sieraden en modellen voor tandheelkundige toepassingen te maken tot in detail.
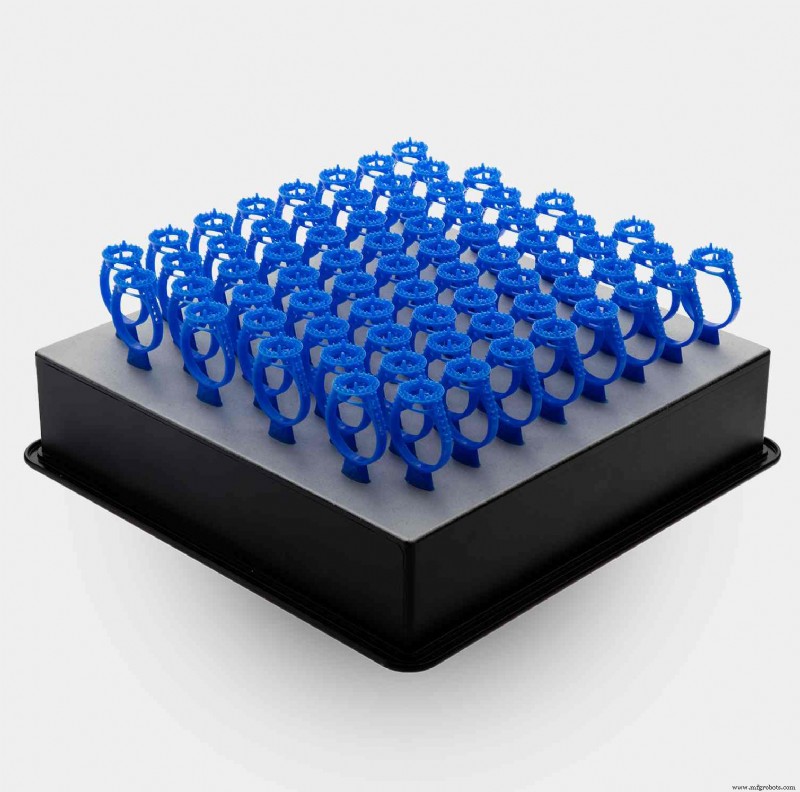
Afbeelding 4:SLA geweldige afwerking. Bron :FormLabs
Aanhechting / verwijdering van steunen
Hoewel er een grote verscheidenheid aan soorten materiaal is voor FDM-printers , hechting aan de ondergrond is meestal geen probleem , vooral omdat er zeer effectieve producten zijn (Magigoo, PrintFix, DimaFix...) die helpen bij hechting. Zelfs voor materialen die erg gevoelig zijn voor kromtrekken , zoals PP , is er al de Smart Stick die het probleem oplost zonder PP-afdichtingstape te hoeven gebruiken. Het verwijderen van materiaal van de basis van een FDM-printer is heel eenvoudig, zozeer zelfs dat het overgrote deel van de keren met de hand kan worden gedaan .

Afbeelding 5:Magigoo
Voor de supports in de FDM-vertoningen het zijn meestal oplosbare materialen (HiPS of PVA) die heel gemakkelijk te verwijderen zijn. In het geval van HiPS , het is verdund in D-Limoneno en de PVA in water . Deze materialen zijn erg praktisch, vooral als je objecten wilt maken met complexe vormen of interne leidingen, waar handmatige nabewerking niet kan komen.
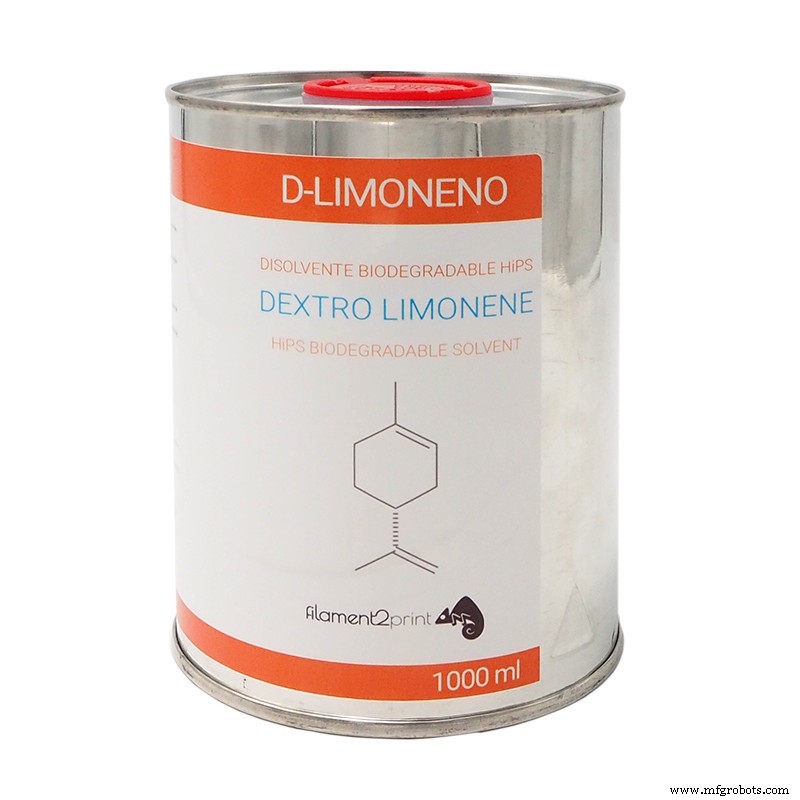
Afbeelding 6:D-Limoneen
In SLA printtechnologie, adhesie is nooit een probleem , maar er is meer toewijding nodig bij het verwijderen van onderdelen van de printbasis. Deze zitten meestal zo vast aan de basis dat er een speciale spatel nodig is om ze eraf te halen . Bij het afwerken van een afdruk wordt de basis geïmpregneerd met hars, wat enige tijd moet investeren in het schoonmaken ervan.
In het geval van SLA-printers wordt er niet met twee verschillende materialen geprint, waardoor de steunen handmatig moeten worden verwijderd met een tang en zelfs een nabewerking toepassen om er helemaal vanaf te komen.
Nabewerkt
Na het printen op een FDM printer, alleen de nabewerking is nodig om de steunen te verwijderen , zoals uitgelegd in de vorige sectie. Materialen zoals ABS, Smartfil E.P. en nog veel meer kan worden geschuurd om een betere oppervlakteafwerking te verkrijgen.
Wanneer u echter klaar bent met het afdrukken van een onderdeel op een SLA printer, moet u de oppervlaktelaag van hars verwijderen zonder hard te worden het in een isopropylalcoholbad of in een wascentrum zoals Form Wash. De meeste harsen kunnen worden geschuurd en geverfd zodra ze volledig zijn uitgehard.

Afbeelding 7:Form Wash. Bron:FormLabs
Conclusie
In dit geval is de toepassing van elke 3D-printtechnologie heel duidelijk; FDM-printers zijn ideaal voor economische en snelle prototypes , die geen geweldige oppervlakteafwerking of exacte precisie in hun metingen hoeven te hebben, hoewel er zeer nauwkeurige en afgewerkte FDM-printers zijn.
FDM-printers zijn ook erg handig om direct functionele stukken te krijgen dankzij de grote verscheidenheid aan materialen die er zijn. Integendeel, de SLA-printers worden aanbevolen om ze voor stukken te gebruiken of objecten die een geweldige afwerking met exacte afmetingen vereisen , van het niveau van definitieve stukken, maar met prototypedoel, die niet worden onderworpen aan spanningen of spanningen.
Momenteel hebben FormLabs en UniZ 3D-printers en harsen ontwikkeld die een revolutie teweeg hebben gebracht in de markt . Formlabs heeft de nieuwe Form 3 en Form 3L, twee resin 3D-printers met een LFS (Low Force Stereolithography) bedieningstechnologie , die verminderen de productietijd en het aantal ondersteuningen bij het maken van een stuk. In het geval van UniZ heeft het de SLASH- en zSLTV-reeks, 3D-printers met LED-LCD-bediening die zeer snelle fabricages mogelijk maken , tot 600 mm/u met werkelijk spectaculaire afwerkingen. Ten slotte hebben beide fabrikanten technische harsen waarmee functionele eindstukken van hoge kwaliteit kunnen worden geprint.
3d printen
- Hoe bruggen worden gebruikt bij 3D-printen
- FDM 3D-printen:ASA-, PETG- en pc-filamenten vergelijken
- FDM 3D-printen:waar zijn we vandaag?
- Hoe desktop 3D-printers 3D-printen transformeren
- Hoe volwassen zijn 3D-printtechnologieën voor metaal?
- De evolutie van SLS:nieuwe technologieën, materialen en toepassingen
- 3D-printen en massaaanpassing:waar staan we vandaag?
- Hoe 3D-printen de voedingsmiddelen- en drankenindustrie transformeert
- FDM vs SLA - Uitsplitsing van 3D-afdrukproces
- Hoe verschillen rode paprika en rode chilipoeder van elkaar?
- 3D-technologie vergelijking:SLA vs. FDM