


Ontwerptips voor stereolithografie 3D-printen
Stereolithografie (SLA) is een veelzijdig en hoogwaardig fabricage- en prototypingproces. Hoewel minder vaak gebruikt dan op extrusie gebaseerde additieve productietechnologieën zoals Fused Deposition Modeling (FDM), was SLA eigenlijk de oorspronkelijke incarnatie van 3D-printen, die voor het eerst verscheen in de jaren tachtig. Tegenwoordig zijn desktop-SLA-printers populair geworden door merken als 3D Systems en Formlabs, en de technologie wordt gebruikt om alles te maken, van sieradenafgietsels tot tandheelkundige producten.
Met de efficiënte 3D-printservice van 3ERP is het creëren van een product of prototype met SLA eenvoudig en de voordelen zijn legio. Ten eerste is het printen van een object met een SLA-printer een zeer snel proces, veel sneller dan op extrusie gebaseerd printen. Sterker nog, de afwerking van een geprint onderdeel is vaak opmerkelijk glad in vergelijking met FDM, soms zo glad dat er zelfs geen nabewerking nodig is. Een ander voordeel van SLA zijn de vele kleuropties, waaronder doorschijnende materialen, waardoor de ontwerpmogelijkheden voor een gedrukt onderdeel enorm worden geopend.
Hoe werkt een SLA?
Stereolithografie is een van de verschillende 3D-printvarianten van vatfotopolymerisatie:een proces waarbij een lichtbron wordt gebruikt om vloeibare hars uit te harden en er hard plastic van te maken. De meeste SLA-printers gebruiken een ultraviolette laser als lichtbron, waarbij de laserstraal in vooraf bepaalde patronen op de vloeibare hars wordt gefocust en vervolgens naar de volgende laag gaat zodra de vorige laag is uitgehard. Afhankelijk van de opstelling van de specifieke printer, kunnen gespiegelde galvanometers worden gebruikt om de laserstraal op de vloeibare hars te richten.
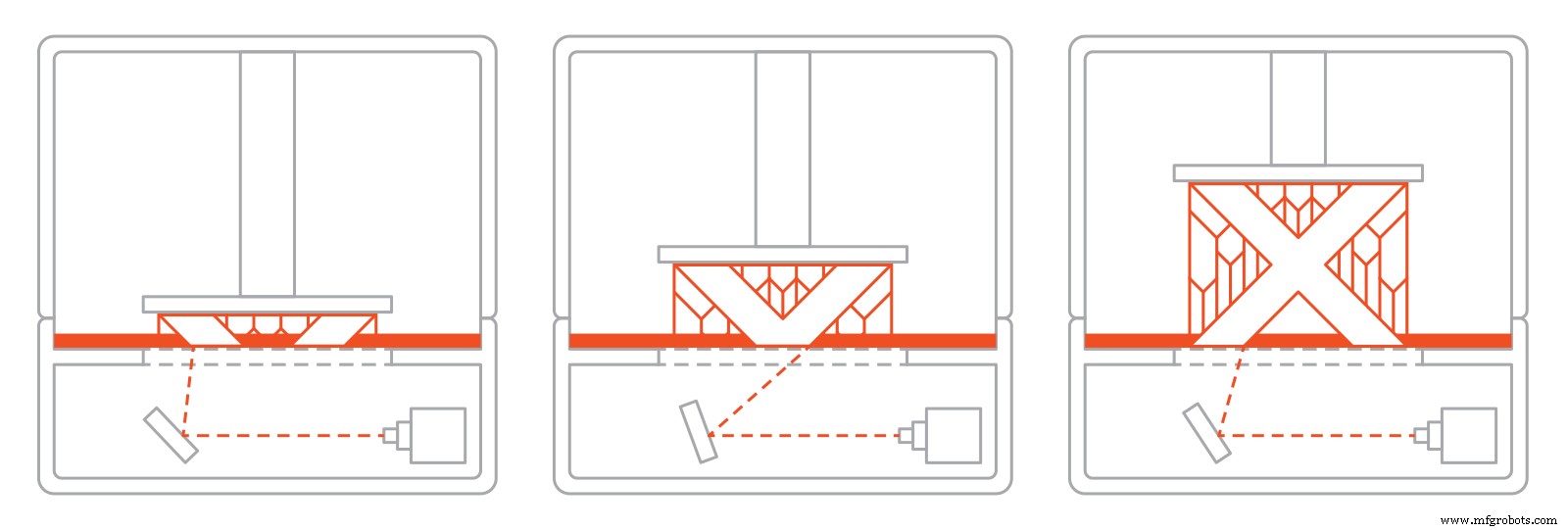
SLA-proces:
- Vat gevuld met lichtgevoelige hars
- UV-laser gericht op hars
- Laser hardt 2D-vorm uit in hars
- Als de vorm hard wordt, gaat het platform naar de volgende laag
- UV-laser geneest een andere 2D-vorm
- Als alle lagen zijn uitgehard, is het resultaat een 3D plastic object
Materiaalopties
3ERP biedt verschillende harsmateriaalopties voor stereolithografie 3D-printen.
Deze omvatten:
- Hars 8119: Een algemeen SLA-materiaal met een temperatuurbestendigheid tot 65 °C.
- Hars 8118H: Een nylonachtige hars met uitzonderlijk hoge taaiheid.
- Hars 8228: Een ABS-achtige hars die bestand is tegen schokken en temperaturen tot 70°C.
- Hars 8338: De meest temperatuurbestendige van onze harsen, bestand tegen temperaturen tot 120 °C.
Onderdelen ontwerpen voor SLA
Ingenieurs die bekend zijn met CAD zouden geen problemen moeten hebben met het ontwerpen van onderdelen voor SLA. Er zijn echter bepaalde regels die moeten worden gevolgd om ervoor te zorgen dat er geen problemen zijn tijdens of na het afdrukken. Een onderdeel dat oorspronkelijk is ontworpen voor bijvoorbeeld spuitgieten, functioneert mogelijk niet als een SLA-onderdeel.
1. Zorg ervoor dat SLA het proces is dat u nodig hebt
Hoewel SLA een vrij veelzijdig 3D-printproces is, moet men bekend zijn met andere productie-opties voordat wordt besloten dat SLA de beste optie is. Over het algemeen is SLA geweldig voor het produceren van soepele, gedetailleerde onderdelen met een beperkte omvang. Het creëert geen bijzonder sterke onderdelen.
2. Wanddikte
Tenzij superfijne wanden een must zijn, kunt u de wanddikte het beste op minimaal 1 mm houden, waardoor de kans op beschadiging van het onderdeel na het printen wordt verkleind.
3. Gaten
Aangezien lichtgevoelige harsen over het algemeen een hoge viscositeit hebben, zijn ze niet bijzonder geschikt voor onderdelen met kleine gaatjes. Het aanhouden van gatdiameters van 0,8 mm of meer is een goede manier om ervoor te zorgen dat de gaten niet helemaal verdwijnen tijdens het printproces. Niet mogelijk? Probeer in plaats daarvan een ander kunststofproductieproces.
4. Filets
Niet-ondersteunde muren moeten een afgeronde basis krijgen - gebogen secties in plaats van rechte hoeken - om spanning te minimaliseren en sterkte te behouden. Gezien de algehele kwetsbaarheid van SLA-geprinte onderdelen, kan het gebruik van filets het verschil zijn tussen een succesvol onderdeel en een onsuccesvol onderdeel.
5. Lange en dunne secties
Secties van een onderdeel die langs twee assen veel groter zijn dan de andere, kunnen vatbaar zijn voor kromtrekken. Dit effect kan echter over het algemeen worden verminderd door een royaal aantal dragers te gebruiken. (Je hebt deze hoe dan ook nodig.)
6. Reliëf &gegraveerde details
Commerciële onderdelen moeten vaak worden gemarkeerd met tekst in reliëf of gegraveerd, of het nu voor branding of informatieve doeleinden is. Niet alle tekstformaten worden echter goed en duidelijk afgedrukt tijdens het SLA-proces. In het algemeen moeten reliëfdetails minimaal 0,3 mm hoog en 0,4 mm breed zijn. Gegraveerde details moeten 0,5 mm breed en diep zijn. Als dit niet mogelijk is, zijn er technieken om een onderdeel na het afdrukken te markeren.
7. Oriëntatie
Dit is iets waar we aan onze kant voor zorgen, maar het kiezen van de juiste afdrukrichting voor een onderdeel is van groot belang. Het doel hier is om het dwarsdoorsnede-oppervlak van de Z-as te verkleinen om stabiliteit te garanderen.
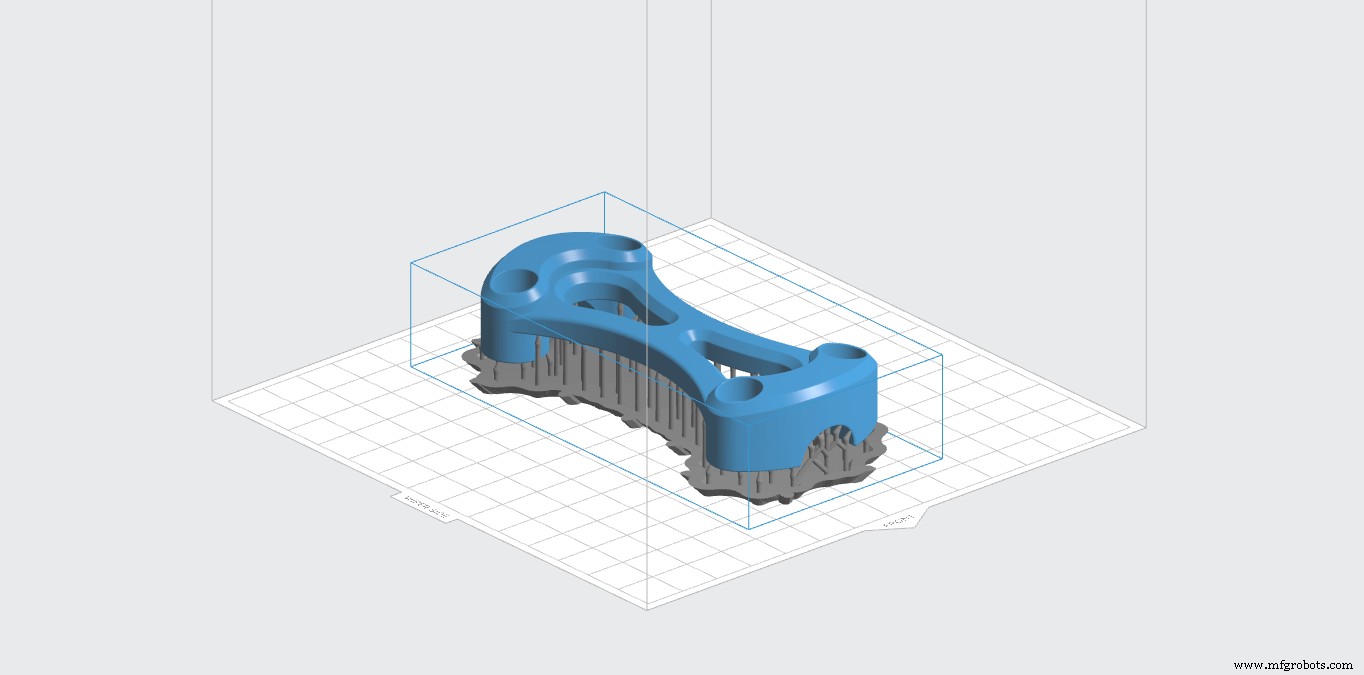
8. Ondersteunt
Nogmaals, het opnemen van ondersteuning gebeurt aan onze kant zodra we uw digitale ontwerp hebben, maar het is belangrijk om te weten hoe ze werken. Ondersteuningsstructuren zijn enorm belangrijk in SLA, waardoor het plastic onderdeel zijn vorm behoudt tijdens het printen. Ze worden tijdens de nabewerking van het onderdeel verwijderd.
Klaar om te beginnen?
Neem vandaag nog contact op met 3ERP voor een snelle SLA 3D-printofferte.
CNC machine
- Stereolithografie — de originele 3D-printtechnologie
- 6 belangrijke ontwerpoverwegingen voor 3D-metaalprinten
- 5 tips voor het ontwerpen van plaatwerk
- Tips voor 3D-printvormen
- Voedselveilig 3D-printen:ontwerptips, materialen en afwerkingen
- Ontwerptips voor spuitgieten
- Ontwerptips voor Direct Metal Laser Sintering 3D Printing
- Ontwerptips voor Carbon DLS™ 3D-printen
- Stereolithografie (SLA) 3D-printontwerptips
- Polyjet 3D-printontwerptips
- Stereolithografie (SLA) 3D-printen:technologieoverzicht