


In kantpersen Het is het tonnage dat telt!
Kantpersen werden vroeger geclassificeerd op basis van hun buigvermogen in staal. In de afgelopen jaren was het gebruikelijk dat een klant op zoek was naar een; ¼” Rem, en hoewel sommigen er nog steeds op die manier naar verwijzen, hadden ze het toen mis, en nu hebben ze het mis. Afkantpersen worden "op maat" gemaakt op basis van tonnage en bedlengte (totale buiglengte) en de juiste nomenclatuur voor een kantpers is:Tonnage X Bedlengte (bijv. 175 Ton X 10') of vergelijkbaar. De Tonnage dicteert de werkingscapaciteit van de kantpers NIET het materiaal dat wordt gevormd.
Het draait allemaal om hefboomwerking! 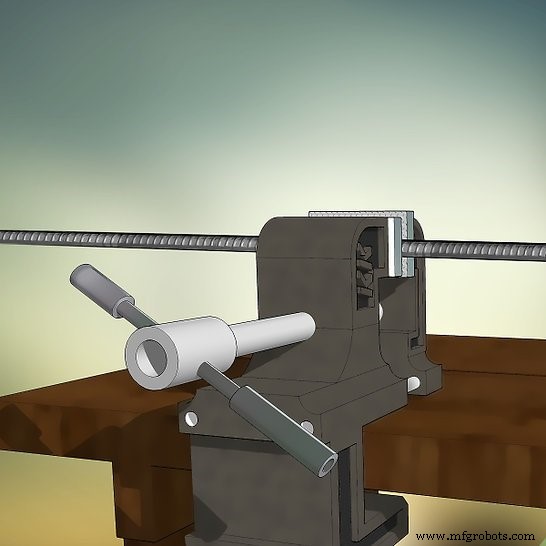
Stel je voor dat je een stuk ¾ "Rebar 10' lang neemt en het uiteinde ervan stevig in een bankschroef klemt. Stel je nu voor dat je die wapening 6 "van de bankschroef grijpt en probeert deze 90 ° te buigen. Had je gedacht dat het heel moeilijk zou zijn? Misschien onmogelijk om alleen op eigen kracht te buigen? Je hebt gelijk.
Stel je nu voor dat je de staaf aan het andere vrije uiteinde van zijn 10 'lengte grijpt en naar achteren trekt. Kun je je voorstellen hoeveel gemakkelijker het zou zijn om te buigen? Door dit voorbeeld te gebruiken, is precies hoe afkantpersen werken om hun tonnage over een opening in een V-Die te heffen. Hoe breder de opening, hoe minder tonnage nodig is, hoe kleiner de opening, hoe meer tonnage nodig is. .
De wiskunde
Het buigen van ¼ "A36 over een 2" V-Die-opening kost 19,7 ton kracht per voet materiaal om te buigen, wat overeenkomt met ongeveer 197 ton meer dan 10 'kracht. Met behulp van deze tonnageberekening in het verleden werd aangenomen dat een 200 Ton X 10'-afkantpers werd geclassificeerd als een ¼ "machine MAAR hier gaat het mis ....
.....Door een matrijs van 3" te gebruiken, daalt het tonnage dat nodig is om hetzelfde 1⁄4" X 10' A36-materiaal te buigen tot slechts 139 ton, wat ruim onder de capaciteit van een afkantpers van 150 ton is. Het gebruik van een 1,5 "V-Die zou echter 300 ton kracht vereisen om dezelfde 10' sectie van 1/4" materiaal te buigen. Dus in werkelijkheid is het GEEN capaciteit die een kantpers definieert, maar eerder tonnage (of kracht).
Maar wacht, er is meer….
er zijn voorzorgsmaatregelen die moeten worden overwogen. Net zoals uw afkantpers een tonnagelimiet heeft, geldt dat ook voor het ontwerp van uw  tooling. Rechte stoten over massieve v-stempels kunnen de zwaarste belastingen aan, terwijl Acute Angled Tooling (sterk gehoekte stoten, zie foto rechts) aanzienlijk minder kan (er is minder
tooling. Rechte stoten over massieve v-stempels kunnen de zwaarste belastingen aan, terwijl Acute Angled Tooling (sterk gehoekte stoten, zie foto rechts) aanzienlijk minder kan (er is minder 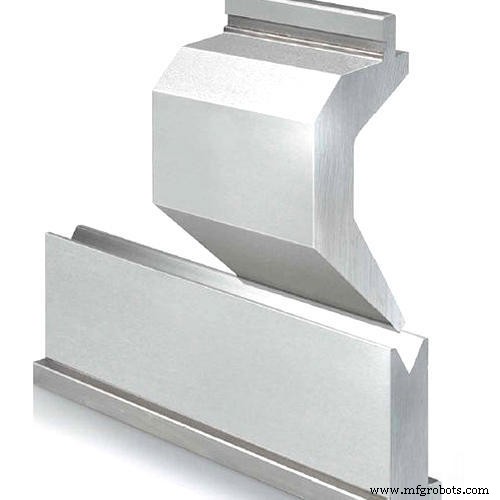 materiaal om het te verstevigen). Op de "wees heel voorzichtig" einde van de tonnageschaal is de "Gooseneck" type gereedschappen (zie afbeelding links) die vanwege hun ontwerp een zorgvuldige afweging van hun gebruik vereisen. Omdat ze een "reliëf" hebben voor omgekeerde bochten, zijn ze inherent veel zwakker dan rechte stoten en speciale aandacht moet worden gebruikt bij het gebruik van deze vormgereedschappen om ze niet te "overtonnage" en dus een erg duur gereedschap te vervormen ( HIER is een link naar een volledige catalogus van kantpersgereedschappen ).
materiaal om het te verstevigen). Op de "wees heel voorzichtig" einde van de tonnageschaal is de "Gooseneck" type gereedschappen (zie afbeelding links) die vanwege hun ontwerp een zorgvuldige afweging van hun gebruik vereisen. Omdat ze een "reliëf" hebben voor omgekeerde bochten, zijn ze inherent veel zwakker dan rechte stoten en speciale aandacht moet worden gebruikt bij het gebruik van deze vormgereedschappen om ze niet te "overtonnage" en dus een erg duur gereedschap te vervormen ( HIER is een link naar een volledige catalogus van kantpersgereedschappen ).
Het is ook belangrijk op te merken dat u nooit het volledige tonnage mag toepassen op een gebied dat kleiner is dan 60 procent van de afstand tussen de zijframes van uw kantpers. Als uw machine 10' tussen de zijframes heeft, mag het volledige tonnage alleen worden gebruikt in bochten van 1,80 meter of meer. Het gebruik van volledige tonnage over een kortere lengte zou ertoe leiden dat een deel van uw machine overbelast raakt, wat resulteert in een zekere mate van vervorming van het bed, de ram en/of het gereedschap (d.w.z. PERMANENTE SCHADE).
Afrekenen DIT handige Tonnage Calculator (met dank aan Accurpress America) om verschillende materiaalcombinaties uit te proberen tegen verschillende matrijsopeningen. Deze en vele andere handige tools zijn te vinden in onze Nuttige informatie gedeelte van onze website.
Bij Southern Fabricating Machinery Sales, Inc. we hebben de middelen om u te helpen bij het selecteren van de juiste kantpers voor uw materiaal EN uw onderdeelvereisten. Bel ons vandaag nog op 813-444-4555 of bezoek ons op internet op www.southernfabsales.com voor meer informatie kunnen wij u helpen om de eerste keer de juiste kantperskeuze te maken.
Als je dit artikel leuk vond, vind je het ook leuk:
Neerwaarts werkende versus omhoogwerkende kantpersen:wat is beter?
13 stappen voor het inspecteren van een kantpers
Wat u moet weten over technologie voor het vormen van kantpersen
Industrieel materiaal
- Het geheime systeem dat de hele IoT-industrie zal ondersteunen
- Wat zijn de voordelen van moderne kantpersen?
- De verschillende industriële remsysteemopties
- De basisprincipes van het windturbineremsysteem
- De basis van industriële natte remmen:een complete gids
- Schijfrem versus velgrem:wat is het verschil?
- Kom maar op met de zware klussen - dat doen we!
- Een kijkje in de verschillende soorten fabricagemachines
- Mappen of kantpersen? Hoe te kiezen
- Top 10 voordelen van kantpersen
- De 3 soorten buigen in kantpersen