


CNC-draaibank Eenvoudig G-codevoorbeeld - G-code programmeren voor beginners
CNC-draaibank eenvoudig g-codevoorbeeld voor CNC-machinisten/CNC-programmeurs die net begonnen zijn met het leren van CNC-programmeren.
Eenvoudig G-code voorbeeld CNC-draaibank
CNC-draaibank Eenvoudig G-codevoorbeeld
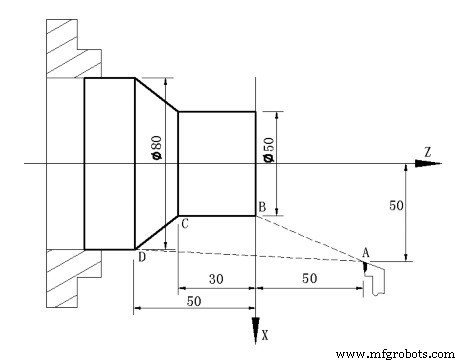
O0001 N5 M12 N10 T0101 N15 G0 X100 Z50 N20 M3 S600 N25 M8 N30 G1 X50 Z0 F600 N40 W-30 F200 N50 X80 W-20 F150 N60 G0 X100 Z50 N70 T0100 N80 M5 N90 M9 N100 M13 N110 M30 N120 %
Code-uitleg
N5 Werkstuk spannen
N10 Gereedschap nr. 1 wisselen en de offset uitvoeren
N15 Snel positioneren naar A-punt
N20 De spil starten met 600 omw/min
N25 Koelen AAN
N30 Benaderen van punt B met 600 mm/min
N40 Snijden van punt B naar punt C
N50 Snijden van punt C naar punt D
N60 Snel terugtrekken naar punt A
N70 Gereedschapscorrectie annuleren
N80 Spil stoppen
N90 Koeling UIT
N100 Werkstuk vrijgeven
N110 Programma-einde, spilstop en Koeling UIT
GSK 980TDb G-codes – draaiend CNC-systeem
Siemens Sinumerik 808D G-codes voor frezen – ISO-dialectprogrammering
CNC machine
- CNC-routers voor beginners
- CNC-programmering voor beginners, een eenvoudig voorbeeld van CNC-programmering
- CNC-programmeervoorbeeld draaibank
- CNC-programmering voor beginners een voorbeeld van CNC-programmering
- CNC draaibank programmeervoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- CNC-programmeervoorbeeld G-code G02 Circulaire interpolatie met de klok mee
- CNC-programmeervoorbeeld in inch eenvoudig CNC-draaibankprogramma
- CNC-programmering voor CNC-bedieners
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering
- Basisprincipes van CNC-programmeren – Tutorials met voorbeeldprogrammacode