


CNC-programmeervoorbeeld G-code G02 Circulaire interpolatie met de klok mee
Hier is nog een cnc-programmeervoorbeeld, deze keer programmeer ik voor een boog met IK-waarden.
In dit programmeervoorbeeld wordt de cnc G-code G02 Circulaire interpolatie met de klok mee gebruikt. Eigenlijk is de boog met de klok mee, daarom gebruik ik G02 de cnc G-code voor het programmeren van de boog met de klok mee.
Gerelateerde artikelen:
- CNC G02 circulaire interpolatie rechtsom CNC-freesvoorbeeldprogramma
- CNC Circulaire Interpolatie Tutorial G02 G03
- CNC-programmavoorbeeld G03 Circulaire interpolatie
CNC-programmeervoorbeeld G-code G02
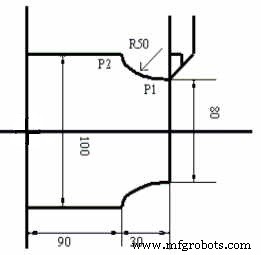
Voorbeeld CNC-programmering G Code G02 Circulaire interpolatie met de klok mee
N10 T0101 N20 G92 S1000 M42 N30 G96 S200 M03 N40 G00 X0 Z5 N50 G01 Z0 F0.5 N60 G01 X80 F0.2 N70 G02 X100 Z-30 I50 K0 N80 G01 Z-120 N90 G00 X200 Z200 M30
Uitleg van CNC-code
- G92:Spiltoerentalbeperking.
- G96:constante oppervlaktesnelheid.
- G02:Circulaire interpolatie met de klok mee.
G02 uitleg
G02 heeft enkele waarden in het cnc-programmeerblok zoals x, z, I, K.
- X :Eindpunt van boog in x-as.
- Z :Eindpunt van boog in z-as.
- I :Afstand van het beginpunt van de boog tot het middelpunt van de boog in de x-as.
- K:afstand van het beginpunt van de boog tot het middelpunt van de boog in de z-as.
Haas CNC draaibank handleiding gratis downloaden
CNC-programmeervoorbeeld in inch eenvoudig CNC-draaibankprogramma
CNC machine
- CNC-programmeervoorbeeld draaibank
- CNC-programmering voor beginners een voorbeeld van CNC-programmering
- CNC draaibank programmeervoorbeeld
- CNC-boogprogrammeeroefening
- Fanuc CNC draaibank programmeervoorbeeld
- CNC-programmavoorbeeld G03 circulaire interpolatie
- G02 G03 G Code circulaire interpolatie voorbeeldprogramma
- CNC Circulaire Interpolatie Tutorial G02 G03
- CNC freesprogrammering absoluut incrementeel G90 G91 voorbeeldcode
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering
- Basisprincipes van CNC-programmeren – Tutorials met voorbeeldprogrammacode