


Fanuc G85 kottercyclus – CNC-freesprogrammering
Fanuc G85 boorcyclus wordt ook wel Fanuc G85 ruimcyclus genoemd.
De Fanuc G85 boorcyclus kan worden gebruikt voor ruimbewerkingen.
Fanuc G85 boorcyclus – ruimcyclus
Het gereedschap verplaatst zich met voeding naar de einddiepte en trekt het terugtrekvlak met voeding terug.
Fanuc G85 boorcyclusformaat
G85 X Y Z R F K
X Y – Gatpositie
Z – Boordiepte (Absoluut).
R – Gereedschapsstartpositie boven het gat.
F – Snijvoeding
K – Aantal herhalingen (indien nodig )
Fanuc G85 boorcyclus
Fanuc G85 boorcyclusbewerking
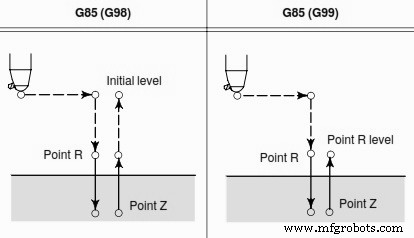
1 – Na het positioneren langs de X- en Y-as wordt in ijlgang naar punt R verplaatst.
2 – Boren/ruimen wordt uitgevoerd van punt R naar einddieptepunt Z met gespecificeerde voeding F.
3 – Na voltooiing van diepte Z met voeding F, keert het gereedschap terug met dezelfde voeding F.
Terugkeervlak is afhankelijk van G98, G99 G-codes.
Als G98 is opgegeven met de G85-kottercyclus, keert het gereedschap terug naar het initiële niveau.
Als G99 is opgegeven, keert het gereedschap terug naar R-niveau.
Fanuc G85 voorbeeldprogramma voor boorcyclus
M3 S100 G90 G99 G85 X300. Y–250. Z–150. R–120. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
CNC machine
- CNC Fanuc G76 draadsnijcyclus
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- CNC-programmeervoorbeeld met Fanuc G71 voordraaicyclus en G70
- CNC Fanuc G72 ingeblikte cyclus geconfronteerd
- CNC Fanuc G75 groefcyclus
- CNC Fanuc G73 patroon herhalende cyclus
- Fanuc G-codelijst
- CNC Fanuc G92 draadsnijcyclus
- Fanuc CNC draaibank programmeervoorbeeld
- G76 schroefdraadcyclus een CNC-programmeervoorbeeld
- ECS G85 boorcyclus