


Verleng de levensduur van rolkettingen
Rollenkettingaandrijvingen zijn een van de belangrijkste systemen die in de industrie worden gebruikt om kracht over te brengen en producten te transporteren. Omdat rollenkettingaandrijvingen veel worden gebruikt, is de productiviteit sterk afhankelijk van de prestaties van de rollenketting. Rollenketting die last heeft van voortijdige rek (rek) als gevolg van slijtage en regelmatig moet worden vervangen, zal een negatieve invloed hebben op de productiviteit en de kosten van de operatie verhogen.
Dit artikel biedt informatie die verder gaat dan de voor de hand liggende factoren die de levensduur van de rollenketting verlengen (smering en algemeen onderhoud) en onderzoekt andere factoren, zoals de fabricage, voorbereiding en montage van onderdelen van rollenkettingen. Deze factoren zijn essentieel voor het bereiken van een maximale levensduur.
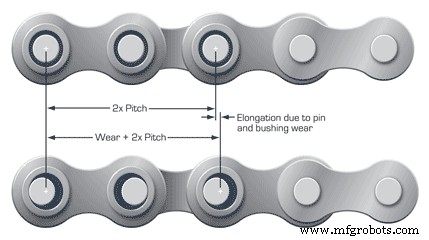
Figuur 1. Slijtagediagram.
Smering en onderhoud: Het belang van goede smering en onderhoud van de rollenketting tijdens bedrijf kan niet genoeg worden benadrukt. Nauwgezette naleving van het smeertype en de smeermethode, gebaseerd op de specificaties van de aandrijving, zal niet alleen de slijtage verminderen, maar ook andere voordelen opleveren, zoals schokbelastingen en warmteafvoer. Maar smering is slechts een deel van het proces dat nodig is om de levensduur van uw aandrijving te maximaliseren. Het selecteren van een kwaliteitsketen is net zo belangrijk.
Slijtage ketting: Een rollenketting is een reeks verbonden glijlagers die articuleren wanneer ze de tandwielen binnenkomen en verlaten. Deze geleding resulteert in slijtage van de pennen en bussen. Naarmate het materiaal van deze oppervlakken wegslijt, wordt de rollenketting geleidelijk langer (Figuur 1).
Verlenging door slijtage is een normaal verschijnsel tijdens het rijden. De mate van slijtage is afhankelijk van verschillende factoren; deze omvatten:juiste smering, belasting en de frequentie en mate van articulatie tussen pennen en bussen. De fabricage van de kritische slijtagecomponenten, de pennen en bussen, vereist de grootste aandacht voor detail. Dit begint met de juiste selectie van grondstof, de onderdeelfabricage en onderdeelvoorbereiding voorafgaand aan en inclusief montage. Dit zijn allemaal cruciale elementen voor het bereiken van maximale prestaties. Als de slijtagecomponenten niet van de hoogste kwaliteit zijn, zal de levensduur van de rollenketting eronder lijden, ongeacht andere factoren.
Slijtagerekmeting: Slijtagemetingen kunnen worden gedaan om te bepalen of de ketting zo lang is geworden dat vervanging nodig is. Om nauwkeurige resultaten te garanderen, moeten de lengtemetingen op de rollenketting worden uitgevoerd wanneer de ketting onder spanning staat. Als de ketting wordt gemeten terwijl hij nog op de tandwielen zit, moet het systeem worden uitgeschakeld en moeten alle veiligheidsprocedures worden gevolgd. Meet de strakke spanwijdte van de ketting. Als de ketting van de tandwielen is verwijderd, moet de ANSI-gespecificeerde meetbelasting op de ketting worden uitgeoefend, zodat de speling is verwijderd.
Meet zo dicht mogelijk van het midden van de ene pin naar het midden van de andere. Hoe meer pitches (pinnen) in de meting, hoe groter de nauwkeurigheid. Als de gemeten waarde de nominale waarde met meer dan het toegestane percentage overschrijdt, moet u de ketting vervangen. De maximaal toegestane slijtage-rek is ongeveer 3 procent voor de meeste industriële toepassingen, gebaseerd op het ontwerp van het tandwiel. De toegestane kettingslijtage, in procenten, voor grote tandwielen met 68 tanden of meer kan worden berekend met behulp van de relatie 200/N, waarbij N het aantal tanden in het grote tandwiel is. Deze relatie is vaak nuttig omdat de normale maximaal toegestane kettingslijtageverlenging van 3 procent slechts geldig is tot 67 tanden in het grote tandwiel. Bij aandrijvingen met vaste hartafstanden, kettingen die parallel lopen of waar een soepelere werking vereist is, beperkt u de slijtage tot ongeveer 1,5 procent.
Als bijvoorbeeld 12 slagen (12 pinnen) van een #80 ketting zijn gemeten en het resultaat was 12,360 inch of meer (met 3 procent als de maximaal toegestane slijtage), moet u de ketting vervangen. Alles kleiner dan 12.360 inch zou volgens de meeste industriële normen nog steeds acceptabel zijn.

Afbeeldingen 2 en 3. De pin rechts heeft een veel geringere kastdiepte dan de pin links.
Vervaardiging: De fabricage van de slijtagecomponenten moet zo worden uitgevoerd dat de gewenste montage en prestaties worden verkregen volgens de specificaties van de kettingfabrikant. Pinnen worden "koud getrokken" door een matrijs om een diameter te creëren met zeer nauwe maattoleranties. De pinnen gaan vervolgens door een centrumloos slijpproces dat eventuele onvolkomenheden in het oppervlak verwijdert, waardoor het oppervlak van de pinnen een spiegelachtige afwerking krijgt. Deze afwerking geeft het oppervlak een uniform lageroppervlak dat de dragende druk gelijkmatig over de gehele lengte van de pen verdeelt. Uiteindelijk wordt de slijtage van de pen gelijkmatig verdeeld over de lengte van de pen, waardoor de levensduur van de ketting wordt verlengd.
De bussen ondergaan ook een slijpproces om een uniform lageroppervlak te garanderen. Er zijn strakke toleranties op de binnen- en buitendiameters van de bus gespecificeerd om rondheid te garanderen. De ronding van de bus is van cruciaal belang, aangezien het maximale contactoppervlak tussen de pen en de bus wordt verkregen. Elk onregelmatig oppervlak binnen het contactgebied leidt tot versnelde slijtage en een kortere levensduur van de ketting. Elke stap van het fabricageproces van een kettingfabrikant is ontworpen om de slijtagecomponenten kenmerken te geven die gezamenlijk de slijtageprestaties van de ketting maximaliseren.
Warmtebehandeling: Een goede warmtebehandeling van de slijtagecomponenten is een cruciaal aspect voor een optimale levensduur. Mechanische en fysische eigenschappen van de slijtagecomponenten kunnen zo sterk worden veranderd door warmtebehandeling dat, indien onjuist uitgevoerd, er meer kwaad dan goed kan ontstaan. Daarom moet warmtebehandeling worden begrepen en nauwkeurig worden gecontroleerd om de meest effectieve resultaten te verkrijgen. Met deze criteria in gedachten, hebben sommige kettingfabrikanten hun eigen metallurg en laboratoriumpersoneel in dienst om de hoogste kwaliteitsnormen nauwlettend te volgen en te handhaven.
Standaard pennen en bussen zijn gecarboniseerd of gehard. Dit proces transformeert de buitenkant van de onderdelen in een hard, slijtvast oppervlak, maar zorgt ervoor dat de binnenkern taai en taai blijft om normale schokbelastingen op te vangen.
De twee belangrijkste elementen van de warmtebehandeling van slijtagecomponenten zijn de hardheid van de behuizing en de diepte van de behuizing. Deze elementen moeten binnen het bereik vallen dat maximale slijtvastheid en duurzaamheid mogelijk maakt. Als de diepte van de kasthardheid te diep is, wordt het onderdeel broos en kan het tijdens het gebruik breken. Als de diepte van de hardheid van de kast te ondiep is, zal de hardheid van de kast voortijdig slijten en een snelle verlenging veroorzaken.
In figuur 2 toont een microscopische foto de kastdiepte van een rolkettingpen. De kastdiepte kan worden gezien als de lichtere grijze ring die wordt aangegeven door de rode pijlen. Ondiepe kastdiepte is nadelig voor de levensduur van de ketting, waardoor deze snel verlengt nadat de ondiepe kasthardheid is weggesleten.
Vanwege de dunne lijn tussen een slijtagecomponent die op de juiste manier met warmte is behandeld en een die dat niet heeft, hebben sommige kettingfabrikanten hun eigen warmtebehandelingsafdeling om ervoor te zorgen dat alle aspecten van het proces nauwlettend worden gecontroleerd.
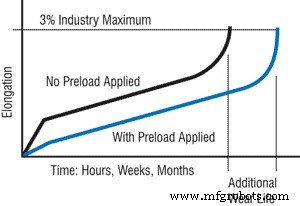
Figuur 4. Preload-diagram.
Vooraf laden: Na montage past de kettingfabrikant een initiële belasting toe op de kettingen, de zogenaamde preload. Deze voorbelasting benadert de aanbevolen maximale belasting tijdens gebruik. Het voorladen kan zowel statisch als dynamisch gebeuren. Het voorladen wordt gedaan als een definitieve uitlijning van de verschillende kettingcomponenten zoals pennen, bussen en schakelplaten.
Voorladen helpt om de aanvankelijke verlenging die vaak wordt aangetroffen in kettingen van lagere kwaliteit, aanzienlijk te elimineren. Het elimineren van deze aanvankelijke rek kan de bruikbare levensduur verlengen. De voorbelastingstabel (Afbeelding 4) illustreert de voordelen van voorbelasting door een langere levensduur te verlengen. De ketting die geen of weinig voorspanning heeft, zal een aanzienlijke hoeveelheid rek ervaren tijdens de eerste start van de aandrijving voordat deze wordt afgevlakt. De ketting zal dan met een constante snelheid verlengen totdat de hardheid van de behuizing op de slijtagecomponenten verdwenen is en de ketting een snelle verlenging ervaart. De ketting die correct is voorgespannen, heeft zeer weinig rek tijdens de eerste start, wat resulteert in een langere levensduur.
Kostenvoordelen: Uiteindelijk komt dit allemaal neer op een hoogwaardige, hoogwaardige rollenketting die de prestaties van uw aandrijvingen verbetert en op de lange termijn de kosten laag houdt.
Dit artikel is geleverd door Diamond Chain Company. Ga voor meer informatie over dit onderwerp naar www.diamondchain.com of bel 800-872-4246.
Onderhoud en reparatie van apparatuur
- AI-toepassingen in de wereldwijde toeleveringsketen
- Evonik wil de levensduur van gewrichtsprothesen verlengen met PEEK-biomaterialen
- Het potentieel van AI in de supply chain voor de gezondheidszorg
- Digitale transformatie van de supply chain:nu en in de toekomst
- Vier manieren om de complexiteit van wereldwijde voedselvoorzieningsketens te beheren
- 3 manieren om de levensduur van uw CNC-machine te verlengen
- 6 toptips om de levensduur van uw voeding te verlengen
- Hoe u de levensduur van uw printplaten kunt verlengen en printplaatreparaties kunt voorkomen
- Toeleveringsketens versterken na COVID:veerkrachtig zijn in het licht van verandering?
- Hoe u de levensduur van uw Marland-koppelingen kunt verlengen
- 5 eye-openende tips om de levensduur van uw industriële remblokken te verlengen