


Basislassymbolen Hun grafieken en tekeningen
Veelvoorkomende lassymbolen en hun betekenis
Het gebruik van lassymbolen stelt een ontwerper in staat om belangrijke gedetailleerde informatie over de las duidelijk aan de lasser te geven.
De informatie in het lassymbool kan details voor de las bevatten, zoals lengte, penetratiediepte, wapeningshoogte, groeftype, groefafmetingen, locatie, proces, toevoegmetaal, sterkte, aantal lassen, lasvorm en oppervlakteafwerking . Al deze informatie zou normaal gesproken worden opgenomen in de tekeningen van de lasassemblage.
Lassymbolen zijn een stenotaal voor de lasser. Ze besparen tijd, geld en diensten om begrip en nauwkeurigheid te garanderen. De American Welding Society heeft gestandaardiseerde lassymbolen. Enkele van de meest voorkomende symbolen voor lassen worden in dit hoofdstuk weergegeven.
Indien meer informatie gewenst is over symbolen of hoe deze van toepassing zijn op alle vormen van handmatig en automatisch machinaal lassen, zijn deze symbolen te vinden in de volledige handleiding Standard Symbols for Welding, Brazing, and Nondestructive Examination, ANSI/AWS A2.4, gepubliceerd als een Amerikaanse nationale norm van de American Welding Society.
Elementen van een lassymbool
De horizontale lijn - de referentielijn genoemd - is het anker waaraan alle andere lassymbolen zijn verbonden. De instructies voor het maken van de las zijn geregen langs de referentielijn. Een pijl verbindt de referentielijn met de te lassen verbinding.
In het bovenstaande voorbeeld wordt de pijl getoond die uit het rechteruiteinde van de referentielijn groeit en naar beneden en naar rechts gaat, maar vele andere combinaties zijn toegestaan.
Heel vaak zijn er twee kanten aan de verbinding waarnaar de pijl wijst, en dus twee mogelijke plaatsen voor een las. Als bijvoorbeeld twee stalen platen tot een T-vorm worden samengevoegd, kan aan weerszijden van de steel van de T worden gelast.
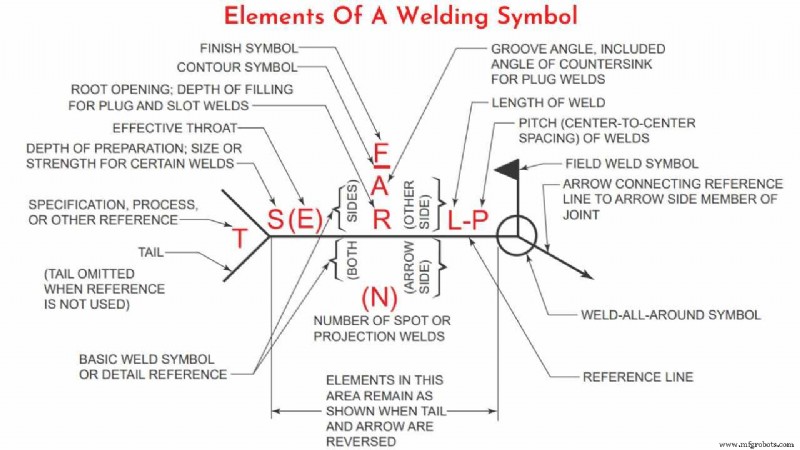
Het lassymbool maakt onderscheid tussen de twee zijden van een verbinding door de pijl en de spaties boven en onder de referentielijn te gebruiken. De zijde van de verbinding waarnaar de pijl wijst, staat (vrij prozaïsch) bekend als de pijlzijde en de las is gemaakt volgens de instructies onder de referentielijn.
De andere kant van de verbinding is (zelfs prozaïscher) bekend als de andere kant, en de las ervan wordt gemaakt volgens de instructies die boven de referentielijn worden gegeven. De regel dat onder de lijn gelijk is aan de pijlkant en boven de lijn gelijk aan de andere kant, geldt ongeacht de richting van de pijl.
De vlag die uit de kruising van de referentielijn groeit en de pijl is aanwezig als de las in het veld moet worden gemaakt tijdens de opbouw van de constructie. Een lassymbool zonder vlag geeft aan dat de las in de werkplaats moet worden gemaakt. In oudere tekeningen kan een veldlas worden aangegeven met een gevulde zwarte cirkel op de kruising tussen de pijl en de referentielijn.
De open cirkel bij de kruising van pijl/referentielijn is aanwezig als de las rondom de verbinding moet gaan, zoals in het onderstaande voorbeeld.
De staart van het lassymbool is de plaats voor aanvullende informatie over de las. Het kan een verwijzing bevatten naar het lasproces, de elektrode, een gedetailleerde tekening of informatie die helpt bij het maken van de las die geen eigen speciale plaats op het symbool heeft.
Tabels met basislassymbolen
Lassymbolen worden gebruikt om de lasprocessen aan te geven die worden gebruikt bij metaalverbindingsbewerkingen, of de las gelokaliseerd is of "allround", of het nu een werkplaats- of veldlas is, en de contouren van lassen.
Deze basislassymbolen (boog- en gaslassymbolen, weerstandslassymbolen, solderen, smeedthermiet, inductie en vloeilassymbolen) worden hieronder samengevat en geïllustreerd.
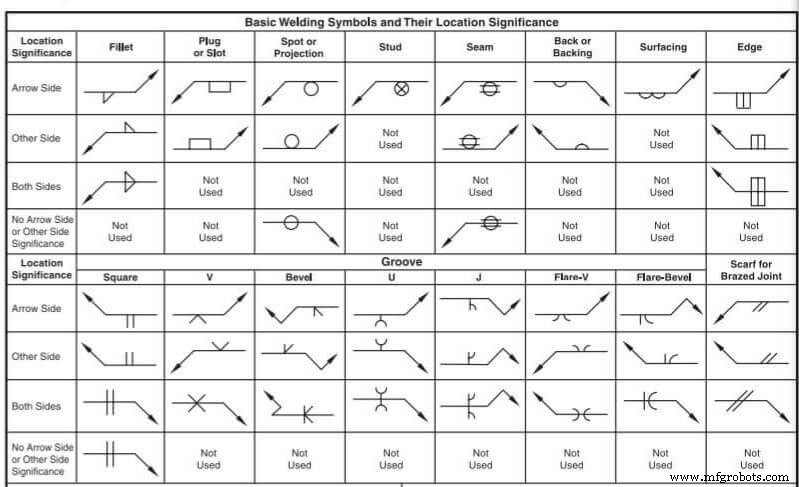
Locatie las
Lassymbolen worden aangebracht op de referentielijn aan de basis. Alle referentielijnen hebben een pijlzijde (nabije zijde) en een andere zijde (verre zijde). Dienovereenkomstig worden de termen pijlzijde, andere zijde en beide zijden gebruikt om de las te lokaliseren ten opzichte van de verbinding.
De referentielijn wordt altijd horizontaal getekend. Er wordt een pijllijn getrokken vanaf het ene uiteinde of beide uiteinden van een referentielijn naar de locatie van de las. De pijllijn kan naar beide zijden van het gewricht wijzen en zich naar boven of naar beneden uitstrekken.
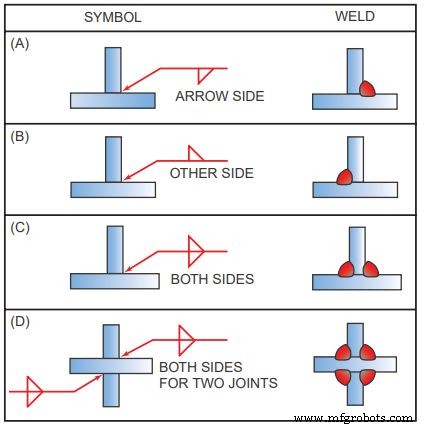
Als de las moet worden aangebracht aan de pijlzijde van de verbinding (nabije kant), wordt het gewenste lassymbool onder de referentielijn geplaatst, Afbeelding A. Als de las moet worden aangebracht aan de andere kant van de verbinding (verste kant ), wordt het lassymbool boven de referentielijn geplaatst, Afbeelding B.
Wanneer lassen aan beide zijden van dezelfde verbinding moeten worden aangebracht, verschijnt hetzelfde lassymbool boven en onder de referentielijn, figuren C en D. De staart wordt toegevoegd aan het basislassymbool wanneer het nodig is om de lasspecificaties aan te duiden, procedures of andere aanvullende informatie die nodig is om de las te maken.
De notatie in de staart van het symbool kan het te gebruiken lasproces aangeven, het type toevoegmetaal dat nodig is, of er al dan niet schillen of wortelchips nodig zijn, en andere informatie met betrekking tot de las.
Als er geen notaties worden gebruikt, wordt de staart van het symbool weggelaten. Voor verbindingen die meer dan één las moeten hebben, wordt voor elke las een symbool weergegeven.
Soorten lassen en hun symbolen
Elke laspositie heeft zijn eigen basissymbool, dat meestal in de buurt van het midden van de referentielijn wordt geplaatst (en erboven of eronder, afhankelijk van aan welke kant van de verbinding het is). Het symbool is een kleine tekening die meestal kan worden geïnterpreteerd als een vereenvoudigde doorsnede van de las. In de onderstaande beschrijvingen wordt het symbool zowel aan de pijlzijde als aan de andere zijde getoond.
- Hoeklas
- Groeflassen
- Pluglassen en sleuflassen
1. Hoeklassen Symbolen
OPMERKING: Een hoeklas is ongeveer driehoekig van vorm. Het wordt gebruikt om overlappende verbindingen, T-verbindingen of hoekverbindingen met elkaar te verbinden waar de verbinding ongeveer in een rechte hoek staat.
De hoeklas (uitgesproken als "fill-it") wordt gebruikt om lapnaden, hoekverbindingen en T-verbindingen te maken. Zoals het symbool suggereert, is de hoeklas ruwweg driehoekig in dwarsdoorsnede, hoewel de vorm niet altijd een rechthoekige driehoek of een gelijkbenige driehoek is.
Lasmetaal wordt afgezet in een hoek gevormd door de passing van de twee delen en dringt door en versmelt met het basismetaal om de verbinding te vormen. (Opmerking:omwille van de grafische duidelijkheid tonen onderstaande tekeningen niet de penetratie van het lasmetaal. Erken echter dat de mate van penetratie belangrijk is bij het bepalen van de kwaliteit van de las.)
Het loodrechte been van de driehoek wordt altijd aan de linkerkant van het symbool getekend, ongeacht de oriëntatie van de las zelf. De beenmaat staat links van het lassymbool.
Als de twee benen van de las even groot moeten zijn, wordt slechts één afmeting gegeven; als de las ongelijke benen moet hebben (veel minder vaak dan de gelijkbenige las), worden beide afmetingen gegeven en is er een indicatie op de tekening welk been langer is
De lengte van de las staat rechts van het symbool.
Als er geen lengte is opgegeven, moet de las worden geplaatst tussen gespecificeerde maatlijnen (indien opgegeven) of tussen die punten waar een abrupte verandering in de lasrichting zou optreden (zoals aan het einde van de platen in het bovenstaande voorbeeld).
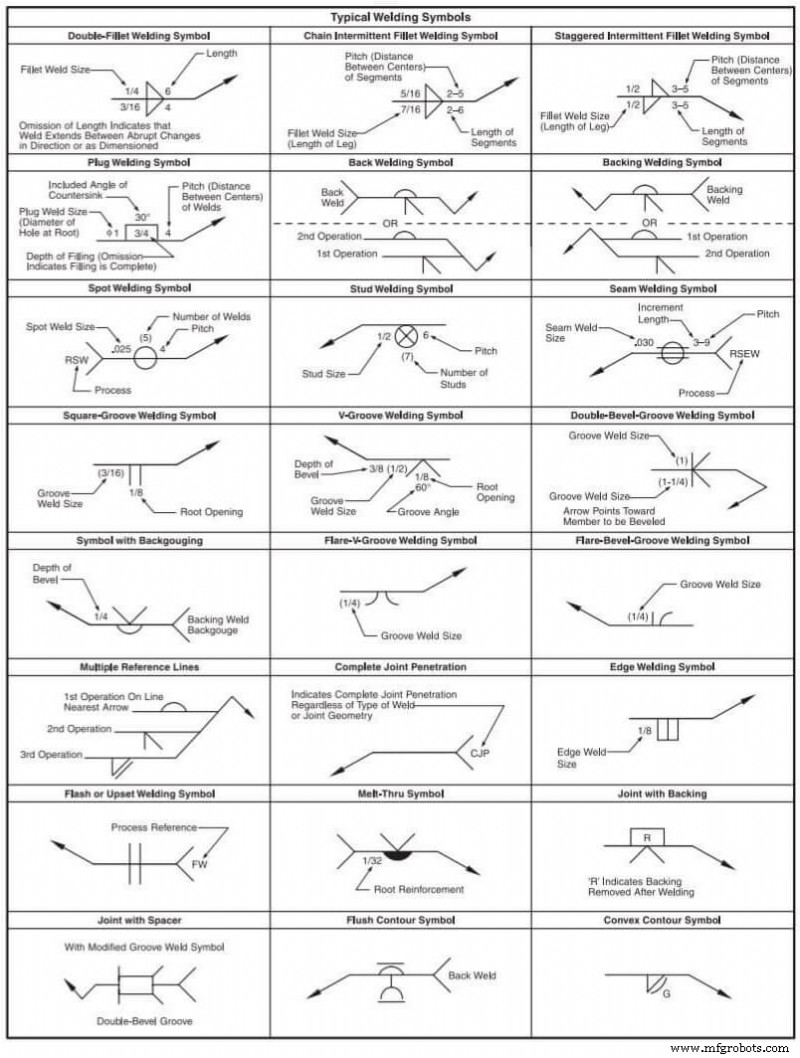
Voor intermitterende lassen worden de lengte van elk deel van de las en de afstand tussen de lassen gescheiden door een streepje (lengte eerst, tussenruimte als tweede) en rechts van het hoeklassymbool geplaatst.
Merk op dat de afstand, of steek, niet de vrije ruimte tussen de lassen is, maar de hart-op-hart (of eind-tot-eind) afstand.
2. Groeflassen Symbolen
De groeflas wordt vaak gebruikt om rand-tot-rand verbindingen te maken, hoewel het ook vaak wordt gebruikt in hoekverbindingen, T-verbindingen en verbindingen tussen gebogen en platte stukken. Zoals gesuggereerd door de verscheidenheid aan groeflassymbolen, zijn er veel manieren om een groeflas te maken, de verschillen zijn voornamelijk afhankelijk van de geometrie van de te verbinden onderdelen en de voorbereiding van hun randen.
Lasmetaal wordt in de groef afgezet en penetreert en versmelt met het basismetaal om de verbinding te vormen.
Opmerking: omwille van de grafische duidelijkheid tonen onderstaande tekeningen in het algemeen niet de penetratie van het lasmetaal. Erken echter dat de mate van penetratie belangrijk is bij het bepalen van de kwaliteit van de las.
De verschillende soorten groeflassen zijn:
Vierkante groeflassen
De groef wordt gecreëerd door ofwel een strakke pasvorm of een lichte scheiding van de randen. De mate van scheiding, indien aanwezig, staat vermeld op het lassymbool.
V-groeflassen
De randen van beide stukken zijn afgeschuind, afzonderlijk of dubbel, om de groef te creëren. De hoek van de V wordt gegeven op het lassymbool, evenals de scheiding aan de basis (indien aanwezig). Als de diepte van de V niet de volledige dikte is — of de helft van de dikte in het geval van een dubbele V — wordt de diepte links van het lassymbool gegeven.
Als de penetratie van de las groter moet zijn dan de diepte van de groef, wordt de diepte van de effectieve keel tussen haakjes gegeven na de diepte van de V.
Afgeschuinde groeflassen
De rand van een van de stukken is afgeschuind en de andere is vierkant gelaten. De loodrechte lijn van het afschuinsymbool wordt altijd aan de linkerkant getekend, ongeacht de oriëntatie van de las zelf. De pijl wijst naar het stuk dat moet worden afgeschuind. Deze extra betekenis wordt benadrukt door een breuk in de pijllijn.
De breuk is niet nodig als de ontwerper geen voorkeur heeft voor welk stuk de randbehandeling krijgt of als het stuk dat de behandeling krijgt voor een gekwalificeerde lasser duidelijk moet zijn. Hoek en diepte van randbehandeling, effectieve keel en scheiding bij de wortel worden beschreven met behulp van de methoden die worden besproken in het gedeelte V-groef.
U-groeflassen
De randen van beide stukken krijgen een concave behandeling. De diepte van de randbehandeling, effectieve keel en scheiding bij de wortel worden beschreven met behulp van de methoden die worden besproken in de sectie V-groef.
J-groeflassen
De rand van een van de stukken krijgt een holle behandeling en de andere wordt vierkant gelaten. Het is voor de U-groeflas wat de schuine groeflas is voor de V-groeflas. Net als bij de afschuining wordt de loodrechte lijn altijd aan de linkerkant getekend en wijst de pijl (met een onderbreking, indien nodig) naar het stuk dat de randbehandeling krijgt.
De diepte van de randbehandeling, effectieve keel en scheiding bij de wortel worden beschreven met behulp van de methoden die worden besproken in de sectie V-groef.
Flare-V-groeflassen
Vaak gebruikt om twee ronde of gebogen delen te verbinden. De beoogde diepte van de las zelf wordt links van het symbool gegeven, met de lasdiepte tussen haakjes.
Flare schuine groef las
Vaak gebruikt om een rond of gebogen stuk te verbinden met een plat stuk. Net als bij de flare-V worden de diepte van de groef gevormd door de twee gebogen oppervlakken en de beoogde diepte van de las zelf links van het symbool gegeven, met de lasdiepte tussen haakjes. De loodrechte lijn van het symbool wordt altijd aan de linkerkant getekend, ongeacht de oriëntatie van de las zelf.
Veelvoorkomende aanvullende symbolen die worden gebruikt bij groeflassen zijn de symbolen voor doorsmelten en steunbalken. Beide symbolen geven aan dat met een enkelzijdige groeflas een volledige voegdoorboring moet worden gemaakt.
In het geval van doorsmelten, moet de wortel aan de achterkant van de verbinding worden versterkt met lasmetaal. De hoogte van de wapening, indien kritiek, wordt aangegeven aan de linkerkant van het doorsmeltsymbool, dat over de referentielijn van het basislassymbool wordt geplaatst.
Wanneer een steunbalk wordt gebruikt om volledige penetratie van de verbinding te bereiken, wordt het symbool ervan over de referentielijn van het basislassymbool geplaatst. Als de staaf moet worden verwijderd nadat de las is voltooid, wordt een "R" in het symbool van de steunbalk geplaatst. Het achtergrondbalksymbool heeft dezelfde vorm als het plug- of gleuflassymbool, maar de context moet altijd de bedoeling van het symbool duidelijk maken.
3. Plug- en gleuflassen Symbolen
Pluglassen en gleuflassen worden gebruikt om overlappende delen met elkaar te verbinden, waarvan er één gaten heeft (rond voor pluglassen, langwerpig voor gleuflassen). Lasmetaal wordt in de gaten afgezet en penetreert en versmelt met het basismetaal van de twee delen om de verbinding te vormen. (Opmerking:omwille van de grafische duidelijkheid tonen onderstaande tekeningen niet de penetratie van het lasmetaal.
Erken echter dat de mate van penetratie belangrijk is bij het bepalen van de kwaliteit van de las.) Voor pluglassen wordt de diameter van elke plug links van het symbool gegeven en is de afstand tussen plug en plug (pitch) rechts gegeven.
Voor sleuflassen wordt de breedte van elke sleuf links van het symbool gegeven, de lengte en steek (gescheiden door een streepje) rechts van het symbool, en in de staart wordt naar een gedetailleerde tekening verwezen.
Het aantal pluggen of sleuven staat tussen haakjes boven of onder het lassymbool. De aanduidingen aan de pijlzijde en aan de andere zijde geven aan in welk stuk de gaatjes zitten. Als het gat niet volledig met lasmetaal moet worden gevuld, wordt de diepte tot waar het moet worden gevuld aangegeven in het lassymbool.
diagram met lassymbolen
Zie ANSI/AWS A2.4, Symbolen voor lassen en niet-destructief testen voor meer informatie.
Tabel met lassymbolen
Productieproces
- Wat is MIG-lassen en hoe MIG-lassen?
- Onderwaterlaswerk en hun jaarsalaris
- 20 basislasgereedschappen en -apparatuur voor beginners
- Hoe titanium te lassen:proces en technieken
- Wat is lasventilatie?- Typen en hun voorbeelden
- Wat is lasparel en hun typen?
- Basislassymbolen Hun grafieken en tekeningen
- Wat is lasporositeit en hoe kan dit worden voorkomen?
- Wat is lasspatten en hoe kan het worden verminderd?
- Verschillende soorten gaslasvlammen en hun toepassingen
- Verschillende soorten lasfouten en oplossingen