


Wat is plasmabooglassen? - Onderdelen en werking?
Wat is plasmabooglassen?
Plasmabooglassen (PAW) is een booglasproces dat sterk lijkt op TIG-lassen, omdat de boog wordt gecreëerd tussen een puntige wolfraamelektrode en het werkstuk. Door de elektrode echter in het toortslichaam te plaatsen, kan de plasmaboog worden gescheiden van het omhulsel van het beschermgas. Plasma wordt vervolgens door een fijn geboorde koperen spuitmond geperst die de boog vernauwt.
Plasmalassen is een proces waarbij een plasmaboog wordt ontstoken tussen de elektrode en het basismateriaal en wordt gebruikt voor het lassen. Het is geclassificeerd als een niet-verbruikbare elektrode en gebruikt, net als TIG-lassen, een wolfraamstaaf als elektrode. Het verschil is dat het een mondstuk gebruikt om de elektrode te bedekken en een plasmagas om te voorkomen dat de boog zich verspreidt.
De resulterende hoge warmteconcentratie maakt lassen met hoge snelheid mogelijk met een smalle lasrups en minder vervorming. Dankzij de zeer directionele boog is plasmalassen geschikt voor hoeklassen en kan het spatten elimineren.
Het lage elektrodeverbruik maakt lassen van hoge kwaliteit gedurende een lange periode mogelijk. Hoewel de lassers duur zijn in vergelijking met TIG-lassers, zijn de bedrijfskosten laag. Dit is een van de beste methoden voor automatisch lassen.
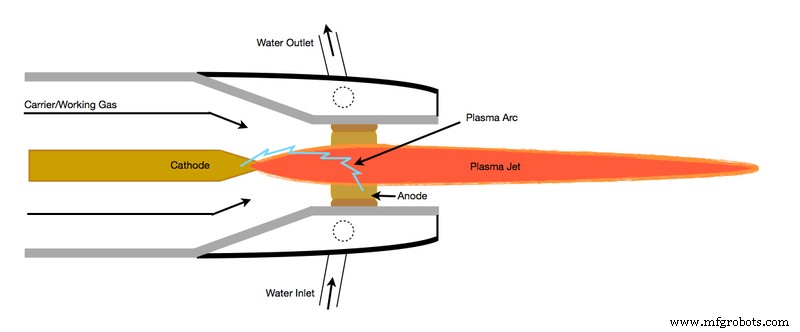
Het pilootgas (inert gas) stroomt door de toorts en wordt geïoniseerd (plasmaconversie) door de warmte van de pilootboog. Het geïoniseerde pilootgas vormt een plasmastraal, stoot uit het mondstukgat en fungeert als geleider voor de boogstroom.
Dit vernauwt de boog om deze een hoge energiedichtheid te geven en uit het gat van de wisselplaattip te schieten. De boogspreiding is beperkt tot ongeveer een kwart van die bij TIG-lassen, wat resulteert in een boog met een hogere stroomdichtheid.
Diameter boring
Er kunnen drie bedrijfsmodi worden geproduceerd door de diameter van de boring en de stroomsnelheid van het plasmagas te variëren:
Microplasma:0,1 tot 15A
De microplasmaboog kan bij zeer lage lasstromen worden gebruikt. De zuilvormige boog is stabiel, zelfs wanneer de booglengte wordt gevarieerd tot 20 mm.
Middenstroom:15 tot 200A
Bij hogere stromen, van 15 tot 200A, zijn de proceskarakteristieken van de plasmaboog vergelijkbaar met de TIG-boog, maar omdat het plasma vernauwd is, is de boog stijver. Hoewel de stroomsnelheid van het plasmagas kan worden verhoogd om de penetratie van het smeltbad te verbeteren, bestaat het risico dat lucht en beschermgas worden meegesleurd door overmatige turbulentie in het gasscherm.
Keyhole-plasma:meer dan 100A4
Door de lasstroom en de plasmagasstroom te vergroten, wordt een zeer krachtige plasmastraal gecreëerd die volledige penetratie in een materiaal kan bereiken, zoals bij laser- of elektronenstraallassen.
Tijdens het lassen snijdt het gat geleidelijk door het metaal terwijl het gesmolten smeltbad erachter stroomt om de lasrups te vormen onder oppervlaktespanningskrachten. Dit proces kan worden gebruikt om dikker materiaal (tot 10 mm roestvrij staal) in één keer te lassen.
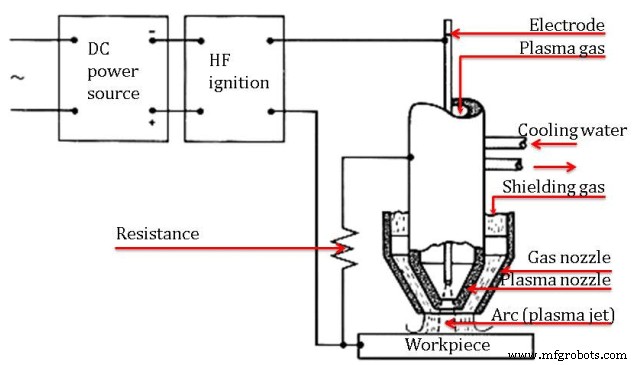
Bouw van de plasmabooglasmachine:
De opstelling voor plasmabooglassen bestaat uit de volgende onderdelen:
- Voeding
- Plasma-lastoorts
- Waterrecirculatiepomp
- Wolfraamelektrode
- Beschermgas
- Plasmagas
- Toortsaccessoireset (tips, keramiek, spantangen, meetinstrumenten voor elektroden)
- Opvulmateriaal
Ik zal u een kort overzicht geven van elk onderdeel.
1. Voeding:
Het plasmabooglasproces had een krachtige gelijkstroomvoeding nodig om de elektrische vonk tussen de wolfraamelektrode en de lasplaten te genereren
Dit lassen kan met een lage 2 ampère en de maximale stroom die het aankan is ongeveer 300 ampère. Het heeft ongeveer 80 volt nodig voor een goede werking.
De stroombron bestaat uit een transformator, gelijkrichter en bedieningsconsole.
2. Plasma-lastoorts:
Dit is het belangrijkste onderdeel van het plasmalasproces.
Deze toorts lijkt veel op die bij TIG-lassen.
PAW-toortsen zijn watergekoeld omdat de boog zich in de toorts bevindt, wat veel warmte produceert, dus er is een watermantel aan de buitenkant van de toorts aangebracht.
3. Watercirculatiepomp:
Dit mechanisme wordt gebruikt om de lastoorts te koelen door de continue waterstroom buiten de lastoorts.
4. Wolfraamelektrode:
In deze machine gebruiken we een niet-verbruikbare wolfraamelektrode. Zoals we weten is wolfraam bestand tegen zeer hoge temperaturen.
5. Beschermgas:
Bij dit lasproces gebruiken we twee inerte gassen. We moeten een lage druk handhaven om turbulentie te voorkomen tijdens het lassen, omdat dit lagedrukgaslasscherm wekelijks wordt gevormd, daarom moeten we een ander inert gas door het buitenste deel van de laskracht laden met een hoge stroomsnelheid, om het lasschild duurzaam.
De inerte gassen die in dit proces worden gebruikt, kunnen helium, argon en ook waterstof zijn, afhankelijk van de behoefte, en dit hangt volledig af van de temperatuur.
6. Plasmagas:
Het is een geïoniseerd heet gas dat uit bijna hetzelfde aantal elektronen en ionen bestaat. Het heeft voldoende energie om elektronen vrij te maken van moleculen, atomen en elektronen om te synchroniseren.
Het is de belangrijkste energiebron van dit lassen.
7. Toortsaccessoireset:
Deze kits worden gebruikt om de prestaties van de lastoorts uit te breiden.
8. Opvulmateriaal:
Bij plasmalassen wordt geen vulmateriaal gebruikt. Als het toevoegmateriaal wordt gebruikt, wordt het rechtstreeks in de laszone gevoerd.
Hoe werkt plasmalassen?
Een plasma is een gas dat tot extreem hoge temperatuur wordt verwarmd en geïoniseerd, zodat het elektrisch geleidend wordt. Net als bij GTAW (Tig), gebruikt het plasmabooglasproces dit plasma om een elektrische boog over te brengen op een werkstuk. Het te lassen metaal wordt gesmolten door de intense hitte van de boog en smelt samen.
In de plasmalastoorts bevindt zich een wolfraamelektrode in een koperen mondstuk met een kleine opening aan de punt. Er wordt een pilootboog gestart tussen de toortselektrode en de mondstuktip. Deze boog wordt vervolgens overgebracht naar het te lassen metaal.
Door het plasmagas en de boog door een vernauwde opening te dwingen, levert de toorts een hoge concentratie warmte aan een klein gebied. Met hoogwaardige lasapparatuur produceert het plasmaproces uitzonderlijk hoogwaardige lassen.
Plasmagassen zijn normaal gesproken argon. De toorts gebruikt ook een secundair gas, argon, argon/waterstof of helium dat helpt bij het afschermen van het gesmolten lasbad, waardoor oxidatie van de las wordt geminimaliseerd.
Voordelen van plasmabooglassen
De voordelen van plasmabooglassen zijn de volgende:
- Het ontwerp van de toorts zorgt voor een betere controle over de boog.
- Deze methode biedt meer vrijheid om de las te observeren en te controleren.
- Hoe hoger de warmteconcentratie en hoe hoger de plasmastraal, hoe hoger de reissnelheden.
- De hoge temperatuur en hoge warmteconcentratie van plasma zorgen voor het sleutelgateffect.
- Dit zorgt voor een volledige penetratie bij het enkellaags lassen van vele verbindingen.
- De door warmte beïnvloede zone is kleiner in vergelijking met GTAW (Gas Tungsten Arc Welding).
- Het gebruikt minder stroominvoer in vergelijking met een ander lasproces.
Nadelen van plasmabooglassen:
De nadelen van plasmabooglassen zijn:
- Het produceert bredere lassen en door warmte beïnvloede zones in vergelijking met LBW en EBW.
- Plasmalasapparatuur is erg duur. Daarom zijn er hogere opstartkosten.
- Het vereist training en specialisatie om plasmalassen uit te voeren.
- Het produceert ultraviolette en infrarode straling.
- De methode produceert meer ruis in de orde van grootte van ongeveer 100dB.
- De toorts is omvangrijk en daarom is handmatig lassen een beetje moeilijk en vereist training zoals vermeld.
Toepassingen van plasmabooglassen:
De toepassing van plasmabooglassen is:
- Dit lassen wordt gebruikt in de zee- en ruimtevaartindustrie.
- Dit wordt gebruikt om buizen en pijpen van roestvrij staal of titanium te lassen.
- Het wordt meestal gebruikt in de elektronische industrie.
- Dit wordt ook gebruikt om gereedschappen, matrijzen en schimmels te repareren.
- Dit wordt gebruikt voor het lassen of coaten van een turbineblad.
Dit gaat dus allemaal over Plasma Arc Welding Machining, ik hoop dat je dit artikel leuk vond. Ik heb ook artikelen geschreven over enkele andere lasprocessen om die ook te bekijken. En vergeet bovendien niet het artikel te delen op je favoriete sociale platform.
Video over plasmalassen
Productieproces
- Wat is plasmabooglassen? - Onderdelen en werking?
- Wat is booglassen? - Typen en hoe werkt het?
- Wat is plasmaboogbewerking? - Onderdelen en werking?
- Wat is laserlassen? - Werken, typen en toepassingen?
- Wat is weerstandslassen? - Typen en werken?
- Wat is gaslassen? - Onderdelen, proces en toepassing?
- Wat is wrijvingslassen? - Werken en toepassen?
- Wat is koolstofbooglassen? - Apparatuur en werken?
- Werkingsprincipes van het booglasproces:
- Inzicht in plasmabooglassen (PAW)
- Werkingsprincipes van SMAW, de voor- en nadelen ervan