


Inleiding tot GD&T:circulaire uitloop
Volgens de ASME Y14.5 2009 GD&T-standaard zijn 14 geometrische toleranties verdeeld in 5 groepen. Cirkelvormige slingering behoort tot de categorie "Runout", die wordt gebruikt om de vorm van de cirkelvormige elementen van het oppervlak en hun relatie met de referentie-as te regelen.
In dit artikel introduceren we de definitie van cirkelvormige slingering, de symbolen, hoe deze te meten en het verschil met de totale slingering.
Definitie en symbool van circulaire Runou t
Cirkelvormige slingering (vaak aangeduid als "rondloop") is een 2D-meting van het cirkelvormige profiel van de referentie-as. Het controleert hoe goed de cirkelvormige doorsnede past bij de ideale cirkel, net als rondheid.
Circulair uitloopsymbool
Het uitloopsymbool is een diagonale pijl die naar het noordoosten wijst (↗). Het is een verwijzing naar hoe we de uitloop van een functie meten. We gebruiken een wijzerplaat of hoogtemeter om de slingering te meten, dus het symbool vertegenwoordigt de aanwijzer in een meetklok.

Ronde uitlooptolerantiezone
De tolerantiezone bevindt zich tussen de buitenring en de binnenring op het 2D-vlak. De cirkel in het midden geeft de werkelijke diameter van de as weer.
In GD&T wordt uitlooptolerantie gebruikt om de positie van een cirkelvormig onderdeel ten opzichte van zijn as te regelen. Slingering wordt meestal toegepast op onderdelen met cirkelvormige doorsneden die aan elkaar moeten worden gemonteerd, zoals boren, gesegmenteerde assen of onderdelen van werktuigmachines. Uitloop helpt de asverschuiving van de twee delen te beperken om ervoor te zorgen dat ze gelijkmatig kunnen roteren en slijten.
Een voorbeeld van uitlooptolerantie wordt hieronder getoond.
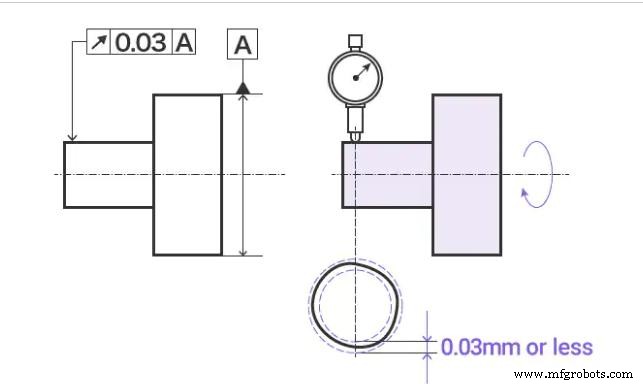
Wanneer het doel eenmaal rond de referentie-as draait, mag de radiale slingering van het cilinderoppervlak (zoals aangegeven door de pijl) niet groter zijn dan 0,03 mm op een meetvlak dat loodrecht op de referentie-as staat.
Het verschil tussen cirkelvormige en cirkelvormige uitloop:
Het inspectieproces is vergelijkbaar met circulaire inspectie. Het verschil tussen cirkelvormige en cirkelvormige uitloop is echter dat er geen referentie-as is voor cirkelvormig. Het is echter noodzakelijk in de ronde uitloopas.
Meting van circulaire slingering
De meting van cirkelvormige slingering is een typisch proces van cilinderwerking. De onderdelen worden in een set V-vormige blokken geplaatst, zodat ze rond een as kunnen worden gedraaid, en ze kunnen de totale beweging meten van een meetklok die een constante hoogte behoudt op een cirkelvormige positie binnen een tolerantiebereik.
De slingering wordt gemeten met behulp van een eenvoudige hoogte- of meetklok. We fixeren het onderdeel door middel van een V-blok of een spil langs de referentie-as. De pin van een meetklok wordt vervolgens op de ronde functie gezet en de wijzerplaat wordt op nul gezet.
We roteren nu het CNC-gefreesde onderdeel langs de spil en registreren de metingen. De totale variatie op de hoogtemeter mag de tolerantielimiet in het functiecontroleframe niet overschrijden.
We kunnen de slingering meten voor oppervlakken die evenwijdig aan, onder een hoek of loodrecht op de as staan. In alle gevallen houden we de hoogtemeter loodrecht op het oppervlak. Voor elk geval wordt een tweedimensionale tolerantiezone gecreëerd in de richting van de hoogtemeterpen. Vervolgens worden zoveel doorsneden als nodig getest.
Voor oppervlakken die loodrecht op de referentie-as staan, testen we vlakheid in plaats van rondheid wanneer we deze toelichting gebruiken.
Als we hem gebruiken voor schuine oppervlakken, moeten we niet vergeten de basishoek te vermelden, zodat we de hoogtemeter precies loodrecht op het oppervlak kunnen instellen. (bron van https://fractory.com/circular-runout-explained)
Totaal Runout
In GD&T is totale slingering een complexe tolerantie die de rechtheid, het profiel, de hoek en andere geometrische veranderingen van kenmerken regelt. De totale slingering verschilt van de slingering omdat de totale slingering tegelijkertijd op het gehele oppervlak wordt toegepast in plaats van op een enkel cirkelvormig element.
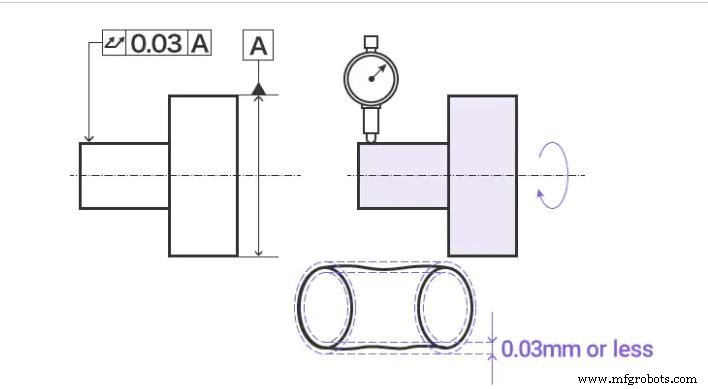
Wanneer het cilindrische deel langs de referentie-as roteert, mag de totale slingering van het cilindrische oppervlak in radiale richting (zoals aangegeven door de indicatiepijl) op geen enkel punt op het cilindrische oppervlak meer dan 0,03 mm bedragen.
Wanneer kies je totaal Runout
De cirkelvormige slingering kan de drie delen effectief controleren. Als het onderdeel een van de volgende drie functies heeft, gebruiken we totale rondloopcontrole of kiezen we een meer geschikte methode.
Metalen onderdelen met hoge beeldverhouding
Onderdelen met dit profiel, zoals metalen buizen, kunnen eenvoudig worden vastgezet en gedraaid om het profiel te controleren.
Voldoende lengte is essentieel om ervoor te zorgen dat de vrijheidsgraad (DoF) beperkt is voor een nauwkeurige inspectie. Dit is het meest effectieve ideale onderdeel van slaan.
Onderdelen met kleine diameter en verticaal vlak
Als de lengte van het onderdeel kort is en de diameter klein, maar een verticaal vlak (bijvoorbeeld een flens) is bevestigd, kan de cirkelvormige uitloop ons helpen de nauwkeurigheid van het onderdeel te controleren.
Meerdere onderdelen met kleine diameter gescheiden van elkaar
Een voorbeeld van zo'n onderdeel is een concentrisch verloopstuk. Bij een dergelijk onderdeel heeft het uiteinde van het onderdeel meerdere korte diameters. Combineer de twee nul-assen en gebruik ze als het hoofddatum, in plaats van het ene nulpunt als het hoofdpunt en het andere als het hulppunt te gebruiken.
Circulaire uitloop versus totale uitloop
Simpel gezegd, de totale slingering is gelijk aan het 3D-equivalent van de cirkelvormige slingering. De cirkelvormige uitloop vormt een cirkelvormige tolerantiezone rond het gebogen oppervlak (2D), terwijl de totale uitloop een cilindrisch gebied vormt.
Naast het instellen van tolerantielimieten op de doorsnede, plaatst de totale slingering deze ook langs het gehele cilindrische oppervlak om gelijktijdig alle doorsneden van het betreffende element te regelen. Daarom houdt het rekening met axiale veranderingen en veranderingen in dwarsdoorsnede.
Totale uitloop kan ons helpen meer functies te beheersen dan cirkelvormige uitloop. Het kan oppervlaktekenmerken regelen, zoals:
Cirkel, concentriciteit, rechtheid, cilindriciteit, tapsheid, parallelliteit, hoek, loodrechtheid, contour.
Gerelateerd bericht:
GD&T Loodrechtheid
Inleiding Over GD&T – Circulariteit
Beknopte handleiding voor GD&T-parallellisme
Inleiding Over GD&T – Vlakheid
Inleiding Over GD&T – Rechtheid
Productieproces
- Inleiding:Verschillende voordelen tussen lintzagen en cirkelzagen
- Verticale draaibank begrijpen:een inleiding
- Een inleiding tot boormachines
- Inleiding tot gietijzeren gietstukken
- Inleiding tot draadsnijden
- Inleiding tot CNC Miller Machine:
- Een inleiding tot EDM-boormachine
- Inleiding tot schokdempersteunen
- Inleiding tot verticale boormachines
- Een inleiding tot servopers
- Een inleiding tot de BLDC-motor