


Koudwalsen van staal
Koudwalsen van staal
Het primaire doel van het koudwalsen van staal is om de dikte van de warmgewalste staalbanden (normaal in het bereik van 1,5 mm tot 5 mm) te verminderen tot dunnere dikten (gewoonlijk in het bereik van 0,12 mm tot 2,5 mm) die normaal niet kunnen worden bereikt tijdens het warmwalsen in een warmwalserij. Naast diktevermindering wordt koudwalsen gedaan voor het verbeteren van de oppervlakteafwerking van staal, voor het verbeteren van de diktetoleranties, voor het aanbieden van een reeks 'tempers', voor het verbeteren van de fysieke eigenschappen en voor het voorbereiden van de band voor oppervlaktecoating.
Koudwalsen maakt van de koudgewalste platen een sterk verbeterd product. Koudgewalste staalproducten bieden een goede controle over dikte, vorm, breedte, oppervlakteafwerking en andere speciale kwaliteitskenmerken die aansluiten bij de behoefte aan hoogtechnologische eindgebruikerstoepassingen. Om aan de verschillende eisen van de eindgebruiker te voldoen, zijn koudgewalste platen metallurgisch ontworpen om specifieke eigenschappen te bieden zoals hoge vervormbaarheid, dieptrekbaarheid, hoge sterkte, hoge deukweerstand, goede magnetische eigenschappen, lasbaarheid, emaileerbaarheid en overschilderbaarheid enz.
Het koudwalsen van warmgewalste staalstrippen gebeurt onder de herkristallisatietemperatuur, normaal gesproken bij kamertemperatuur. Bij het koudwalsproces wordt meestal geen warmte op de warmgewalste band aangebracht voordat deze wordt gewalst. Wrijvingsenergie op de contactoppervlakken van de band die wordt gewalst, wordt echter omgezet in warmte. Deze hitte kan de temperatuur van de band die in een snel adiabatisch proces wordt gerold, verhogen tot een niveau van 50 ° C tot ongeveer 250 ° C.
Tijdens het koudwalsproces is de diktevermindering te wijten aan de plastische vervorming die optreedt door middel van dislocatiebeweging. Staal wordt gehard door de opbouw van deze dislocaties. Dit verhoogt de sterkte en de rekverharding tot 20%. Deze dislocaties verminderen de taaiheid van het koudgewalste staal, waardoor het onbruikbaar wordt voor het vormen van bewerkingen. Om de taaiheid te herstellen, moeten koudgewalste staalsoorten een gloeiproces ondergaan om de spanningen te verlichten die zich tijdens het koudwalsen in de microstructuur hebben opgehoopt.
De dikte van de warmgewalste band is belangrijk omdat de eigenschappen van het uiteindelijke koudgewalste en gegloeide product worden beïnvloed door het percentage koudereductie. Dit betekent dat de dikte van elke warmgewalste spoel zorgvuldig wordt gecontroleerd om de koudwalserij een specifieke dikte te geven om het juiste percentage koudereductie te bereiken. Het percentage koudereductie beïnvloedt onder andere het vormgedrag van het product na het gloeien
Door middel van koudgewalste dieptrekkwaliteit, extra dieptrekkwaliteit en extra dieptrek- plus kwaliteitsstaal wordt geproduceerd om te voldoen aan de dieptrekvereisten voor automobieltoepassingen in de downstream-industrie.
Het koudwalsen van gewoon koolstofstaal omvat de volgende vier stappen.
- Beitsen - In deze stap wordt de aanslag gevormd op het oppervlak van de warmgewalste staalband verwijderd, aangezien het niet verwijderen ervan verschillende nadelige effecten heeft op de verdere verwerking van staal tijdens koudwalsen. Deze stap wordt in detail beschreven in een apart artikel onder link http://www.ispatguru.com/pickling-of-scale-formed-on-hot-rolled-strip-of-carbon-steel/
- Koudwalsen van ingelegde strip - Het wordt gedaan om de dikte van de warmgewalste stalen strip te verminderen
- Uitgloeien – Na koudwalsen wordt koudgewalst band gegloeid om de spanningen te verlichten die zich tijdens het koudwalsen in de microstructuur hebben opgehoopt. Deze stap wordt in detail beschreven in een apart artikel onder de link http://www.ispatguru.com/annealing-of-cold-rolled-steel/
- Temperwalsen of skinpass-walsen van gegloeide strip - Het wordt gedaan om de gewenste mechanische eigenschappen, vorm en oppervlakteruwheid en afwerking aan de koudgewalste strips te geven.
Koudwalsen van ingelegde strip
Het koudwalsen van gebeitst warmgewalste band wordt bewerkstelligd door staalband te verwerken door een walserij die een invoer-eindhaspel heeft voor het afwikkelen van de gebeitst warmgewalste band en een uitgangseindhaspel voor het oprollen van de koudgewalste band. Daartussen bevinden zich één of meerdere (normaal tot 6 stuks) walsstands voor het uitvoeren van de koude reductie. Elke molenstandaard heeft verticaal gestapelde rollen die worden aangedreven door enorme motoren om hoge drukspanningen in de strip te geven. Molenstandaards kunnen 2-hoog, 4-hoog of zes-hoog zijn. Stands van 4 hoog worden op grotere schaal gebruikt omdat ze maximaal voordeel bieden ten opzichte van andere twee typen.
Koudwalserijen met één of twee stands zijn normaal gesproken keerwalsen. Bij een keerwals komt het staal van de ene kant de wals binnen, gaat er door naar de andere kant en komt dan weer terug door de molen. Bij elke doorgang door de molen wordt de richting van de rolbeweging omgekeerd. Bij deze bewerking van de keermolen wordt de gebeitste strook heen en weer gevoerd tussen doornen aan elke kant van de enkele of twee staande molen. De strip wordt bij elke pas in dikte verminderd totdat de uiteindelijke vereiste dikte is bereikt.
Multi-stand molens (normaal drie tot zes stands) zijn meestal continue tandem molens. Warmgewalste ingelegde strip wordt in de tandem koudwalserij gevoerd vanaf een invoer-eindhaspel en geleidelijk in dikte verminderd met een vooraf ingesteld percentage in elke stand om de uiteindelijke gewenste dikte te bereiken wanneer de strip de laatste stand verlaat. Na de laatste stand wordt de strip terug opgerold in de haspel.
Voor het walsen van hooggelegeerd en roestvrij staal wordt een AZ-molen of Sendzimir-molen gebruikt die werkt met een werkrol met een zeer kleine diameter, normaal ongeveer 50 mm, ondersteund door een aantal rollen (6 tot 20 in aantallen) in een piramidevormige stapel. Deze rolopstelling maakt het mogelijk extreem hoge krachten door de werkrol uit te oefenen en toch te voorkomen dat de werkrol extreem buigt. De opwikkelrol op de Sendzimir-molen oefent ook een spanning uit op de spoel als deze door de molen komt. De combinatie van hoge druk en spanning maakt de molen in staat om materiaal dun en plat te walsen.
Typische vermindering van warmgewalst bandstaal in koudwalserijen kan variëren van 50% tot 90%. De korting per stand of pas moet gelijkmatig worden verdeeld zonder veel onder de maximale korting per pas te komen. Normaal gesproken wordt de laagste procentuele reductie genomen in de laatste doorgang om een betere controle over vlakheid, dikte en oppervlakteafwerking mogelijk te maken.
Koudwalsen vermindert de dikte van de band door compressie in de rollen. Aan de invoerzijde hebben de aandrijvingen van de rollen een overeenkomstige energietoevoer nodig. Door de hoge uitgeoefende rolkrachten wordt de band door de vormwarmte verwarmd tot een niveau van maximaal 250°C. Om de rollen en ook de gewalste band te koelen, worden deze gesmeerd en gekoeld door olie, water of emulsies. Voorbeelden van walsoliën zijn vetolie, minerale olie of palmolie; watervrije walsoliën moeten vlampunten hebben van meer dan 300°C. De belangrijkste redenen voor smering zijn de vermindering van rolkrachten en rolmomenten, de vermindering van gereedschapsslijtage en de verbetering van het bandoppervlak.
Moderne koudgewalste tandemwalserijen zijn in staat gebeitst warmgewalste banden tot een minimale dikte van 0,12 mm te walsen met een walssnelheid tot 2500 m/min. Doorlopende tandemmolens kunnen een capaciteit hebben van maximaal 2,5 miljoen ton per jaar.
Moderne koudgewalste continue tandemmolens zijn normaal gesproken uitgerust met de volgende kenmerken.
- Hydraulisch schroefsysteem om een constante roldruk en/of constante rolpositie te behouden.
- Geautomatiseerd hydraulisch automatisch meetsysteem (HAGC). Het systeem handhaaft automatisch en consistent extreem nauwe toleranties over de hele lengte van elke spoel, ongeacht de snelheid.
- Continu variërend kroonsysteem (CVC) en verbeterd schakelsysteem
- Edge drop-controlesysteem
- On-line meet- en inspectiesystemen voor strippen
- Droogstripsysteem na laatste stand om de hoeveelheid resterende olie op de strip te minimaliseren
Na koudwalsen wordt de band in hoge mate koud bewerkt en niet erg bruikbaar voor de meeste toepassingen. Het moet worden uitgegloeid om het staal zachter te maken en beter vormbaar te maken.
Typisch schema van een tandem koudwalserij met 5 standen wordt getoond in figuur 1.
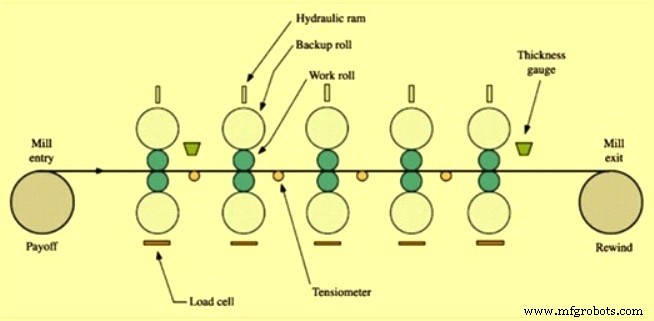
Fig 1 Typische schema's van een tandem koudwalserij met 5 standen
Temperwalsen of skinpass-walsen van gegloeide strip
Koudgewalste rollen nadat ze uit de gloeioven zijn verwijderd, bevinden zich in hun dode zachte toestand en ondergaan daarom een skinpass-walsen of temperwalsen in een skin-pass-molen. Dit betreft een gecontroleerde lichtreductie van de koudgewalste staalplaat en wordt uitgevoerd om de volgende reden.
- Stripvlakheid is een belangrijke eigenschap voor de organisaties die verdere verwerking uitvoeren. Dit komt omdat goede vlakheidswaarden een probleemloze werking van hun installatie en apparatuur mogelijk maken. Huidpassing verbetert de vlakheid van de staalplaat.
- Om het uitrekken van staal te minimaliseren
- Om overbelasting te minimaliseren
- Door huidpassage wordt het onstabiele vloeigrensbereik, bekend als de Lüders-band, getransformeerd in een gedefinieerd vloeigrens. Dit dient om het vloeigedrag tijdens het dieptrekken te verbeteren en ongewenste spanningslijnen te voorkomen.
- Om de gewenste staaloppervlaktetextuur te verkrijgen. Het instellen van de gewenste ruwheid van het strookoppervlak verhoogt het rendement van het dieptrekproces en verbetert ook de hechting van verf.
- Om de gewenste mechanische eigenschappen te verkrijgen
- Om inconsistenties in staal te corrigeren
Temperwalsen geeft een kleine hoeveelheid koudereductie, typisch in het bereik van 0,25% tot 1,0%. Temperwalsen resulteert in een glad oppervlak en het vloeigrensverschijnsel (overmatig uitrekken en kreuken bij daaropvolgende bewerkingen) wordt geëlimineerd. Dit maakt het staal taaier voor verdere vorm- en strekbewerkingen. Na het temperwalsen wordt de koudgewalste plaat geolied met roestwerende olie.
Een single skin pass mill is een onafhankelijke walsfaciliteit die meestal de batch-gloeifase volgt en zeer flexibel kan worden geïmplementeerd. Deze molen kan zowel harde band als ultra milde band verwerken. Het biedt ook de perfecte afwerking voor koudgewalst staalband.
Een speciaal geval wordt vertegenwoordigd door wat bekend staat als de DCR-walserij of DCR-tempermolen. DCR staat voor ‘Double cold reduction’. Deze faciliteit met twee stands combineert diktevermindering in de eerste stand met huidpassage in de tweede stand. Het is ook mogelijk om beide stands te gebruiken voor skinpassing. In dit geval worden de staaleigenschappen, zoals een gedefinieerde vloeigrens, ingesteld in de eerste stand terwijl in de tweede stand de gewenste oppervlakte-eigenschappen worden overgedragen op de band.
Skinpass-molens kunnen ook direct in lijn in het uitgangsgedeelte van een continugloeilijn worden geïnstalleerd. De strip kan in de proceslijn worden voltooid en dit heeft verschillende voordelen omdat de inspanningen en uitgaven voor het hanteren van de spoel aanzienlijk worden verminderd.
Koudgewalste band kan onder verschillende omstandigheden worden geproduceerd, zoals huidgewalst, kwarthard, halfhard en volledig hard, afhankelijk van hoeveel koudwerk is uitgevoerd. Deze koude bewerking (hardheid) wordt vaak temperament genoemd, hoewel dit niets te maken heeft met hittebehandelingstempo.
Kwart harde platen kunnen op zichzelf worden gebogen (loodrecht op de rolrichting) zonder te breken. Halfharde platen kunnen 90 graden worden gebogen, terwijl volledige harde platen 45 graden kunnen worden gebogen. Zo kunnen deze materialen worden gebruikt voor toepassingen met grote hoeveelheden buiging en vervorming, zonder te breken.
Productieproces