


Klarinet
Achtergrond
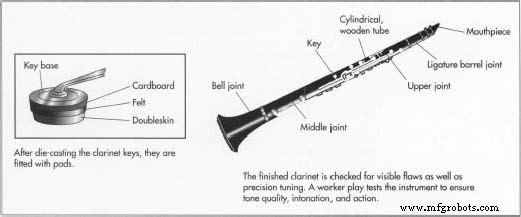
De klarinet is een houtblazersinstrument dat met een enkel riet wordt bespeeld. Klarinetten zijn er in veel verschillende maten, met verschillende toonhoogtebereiken. Hoewel er meer dan een dozijn verschillende moderne klarinetten zijn, zijn de meest voorkomende in orkesten en bands de Bes- en A-klarinetten. De basklarinet, die veel groter is dan de standaard en een naar boven gebogen beker heeft, wordt ook veel gebruikt in moderne bands en orkesten. De standaard klarinet bestaat uit vijf delen:het mondstuk, de loop of stembus, het bovenste (of linker) gewricht, het onderste (of rechter) gewricht en de bel. Een dun, afgeplat, speciaal gevormd stuk riet, een riet genaamd, moet in het mondstuk worden gestoken voordat het instrument kan worden bespeeld. Verschillende tonen worden geproduceerd als de speler zijn vingers over metalen toetsen beweegt die luchtgaten in het lichaam van de klarinet openen en sluiten.
Geschiedenis
Een instrument vergelijkbaar met de klarinet - een cilindrische rieten buis bespeeld met een riet - was al in 3000
De moderne klarinet lijkt te zijn ontstaan door een instrumentmaker uit Neurenberg, Johann Cristoph Denner, ergens rond 1690. Denner was een gevierd fabrikant van blokfluiten, fluiten, hobo's en fagotten. Zijn vroege klarinetten (het woord is een verkleinwoord van het Italiaanse woord voor trompet, clarino) leek veel op blokfluiten, gemaakt in drie delen en met de toevoeging van twee sleutels om de gaten te sluiten. Een klarinet met een uitlopende bel, zoals de moderne klarinet, is mogelijk gemaakt door de zoon van Denner. Gescoorde partijen voor klarinet werden al snel gevonden in de muziek van opmerkelijke achttiende-eeuwse componisten, waaronder Händel, Gluick en Telemann. De vroege klarinetten waren meestal gemaakt van buxus of soms van pruimen- of perenhout. Zelden waren ze gemaakt van ivoor en sommigen gebruikten een mondstuk van ebbenhout.
Het ontwerp van de klarinet werd tegen het einde van de achttiende eeuw verbeterd. De twee toetsen maakten plaats voor vijf of zes, waardoor het instrument meer controle over de toonhoogte kreeg. Componisten en virtuoze uitvoerders begonnen gebruik te maken van een van de signaalkenmerken van de klarinet, het veelzijdige dynamische bereik, van fluisterzacht tot luid en indringend. Mozart componeerde in 1791 een concert voor klarinet, waaruit blijkt dat hij de mogelijkheden ervan als solo-instrument realiseerde. Tegen 1800 omvatten de meeste orkesten klarinetten. In de negentiende eeuw ontwikkelde de klarinet zich verder. De intonatie werd verbeterd door een herschikking van de gaten, er werden meer toetsen toegevoegd en het bereik van het instrument werd uitgebreid. Virtuoze artiesten toerden door Europa en beïnvloedden componisten als Spohr en Weber om klarinetconcerten en kamermuziekwerken te schrijven. Instrumenten werden nog steeds gemaakt van buxus, hoewel makers ook experimenteerden met zilver en koper. Sommige klarinetten zijn gemaakt van cocushout, een tropisch hout dat vooral in Jamaica voorkomt. Halverwege de negentiende eeuw begonnen Franse makers klarinetten te maken van ebbenhout, een zwaar, donker hout uit Afrika. Maar geleidelijk werd het favoriete materiaal Afrikaans zwarthout, dat lijkt op ebbenhout, maar minder zwaar en broos.
Klarinetten gemaakt na 1850 zijn over het algemeen hetzelfde als moderne klarinetten in grootte en vorm. Negentiende-eeuwse makers hebben veel geëxperimenteerd met verschillende sleutel- en vingerzettingsystemen, en tegenwoordig zijn er twee belangrijke sleutelsystemen in gebruik. Het eenvoudige of Albert-systeem wordt voornamelijk gebruikt in Duitstalige landen. Het Bohm-systeem heeft meer sleutels dan de Albert en is standaard in de meeste andere delen van de wereld.
Grondstoffen
De meeste moderne klarinetlichamen zijn gemaakt van Afrikaans zwarthout (Dalbergia melanoxylon). Er zijn eigenlijk veel verschillende bomen in het geslacht van Afrikaanse zwarthout, zoals zwarte cocus, ebbenhout uit Mozambique, grenadilla en Oost-Afrikaans ebbenhout. Het is dit zware, donkere hout dat klarinetten hun karakteristieke kleur geeft. Goedkope klarinetten ontworpen voor studenten kunnen gemaakt zijn van kunstmatige harsen. Heel af en toe worden klarinetten vervaardigd uit zilver of messing. Het mondstuk van de klarinet is gemaakt van een soort hard rubber dat eboniet wordt genoemd. De sleutels zijn meestal gemaakt van een legering die Duits zilver wordt genoemd. Deze is gemaakt van koper, zink en nikkel. Het ziet eruit als puur zilver, maar verkleurt niet. Sommige mooie instrumenten kunnen worden gemaakt met puur zilveren sleutels, en dure modellen zijn verkrijgbaar met vergulde sleutels. De toetsenborden hebben karton en vilt of leer nodig. Het riet is gemaakt van riet. Andere materialen die in de klarinet worden gebruikt, zijn kurk en was, voor het bekleden van de gewrichten, en een metaal zoals zilver of een goedkopere legering voor de ligatuur, de schroefclip die het riet op zijn plaats houdt, en roestvrij staal voor de veermechanismen die de sleutels.
Het fabricageproces
Het lichaam voorbereiden
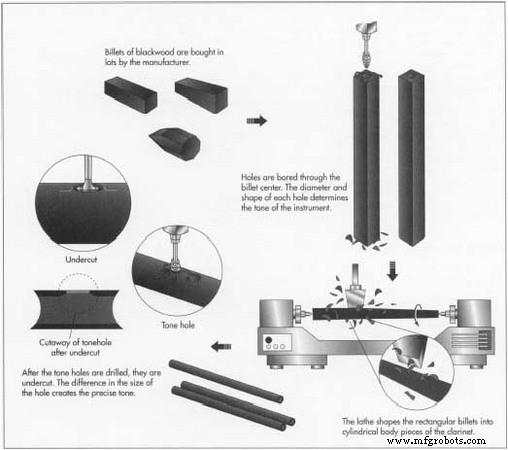
- 1 Wanneer hout wordt geoogst voor het maken van klarinetten, worden stammen gezaagd tot een lengte van tussen de 3-4 ft (1-1,2 m). De stammen moeten worden gekruid, om later kromtrekken te voorkomen. Ze kunnen worden gekruid door ze enkele maanden in de open lucht te bewaren, of ze kunnen in een oven worden gedroogd. Vervolgens worden de stammen gekliefd en gezaagd tot lengtes die de afgewerkte lengtes van de klarinetlichaamsstukken benaderen (boven- en onderverbindingen, loop en bel). De lichaamsdelen zien eruit als smalle rechthoekige blokken en stukken voor het vat zijn in een ruwe piramidale vorm gesneden. Deze stukken staan bekend als knuppels. De fabrikant koopt de knuppels in partijen en begint het productieproces van deze opgeruwde vormen.
-
2 Wanneer de fabrikant de knuppels ontvangt, inspecteren de arbeiders de partij. Vervolgens plaatsen geschoolde arbeiders de knuppels op een boormachine, die een gat in de lengte door het midden van elk stuk boort. De diameter en vorm van dit gat, de boring van de klarinet genoemd, is cruciaal voor het bepalen van de toon van het instrument. De boring kan in een rechte cilinder worden geboord, of de cilinder kan enigszins taps toelopen. Nadat de boring is geboord, worden de lichaamsdelen op een draaibank gedraaid. De rechthoekige knuppels worden gladde, ronde, holle cilinders. Deze cilinders worden vervolgens opnieuw gekruid.
Nadat de grove stukken voor de tweede keer zijn gekruid, worden ze verkleind tot afgewerkt formaat. De stukken worden op een draaibank gedraaid en op uiterst precieze diameters gesneden. De verbindingen waar de carrosseriedelen in elkaar passen, worden gedraaid nadat de buitenkant is voltooid. De boring kan nauwkeuriger worden geruimd en vervolgens aan de binnenkant gepolijst. Vervolgens worden de voegen geverfd met een zwarte kleurstof.
Plastic modellen
-
3 Lichaamsdelen voor klarinetten van kunststof worden geproduceerd door middel van spuitgieten. Kunststofkorrels worden gesmolten en onder druk in mallen geperst. De mallen voor lichaamsdelen van de klarinet produceren holle cilinders. In sommige gevallen zijn de vormen zo nauwkeurig dat deze cilinders niet extra moeten worden geruimd. Of ze kunnen worden geruimd en gepolijst, net als houten klarinetten.
De stappen die volgen gelden voor zowel houten als kunststof modellen.
De toongaten saai
- 4 Vervolgens boort de maker de toongaten die de vingers van de speler afdekken om de verschillende noten te maken. De meest gebruikelijke methode voor in massa geproduceerde klarinetten is om de lichaamsdelen in een uitzetmachine te plaatsen. Dit is een tafel die het stuk op een houder onder een verticale boor houdt. De gaten worden geboord op gespecificeerde afstanden van elkaar en met precieze diameters. De exacte afmeting van de gaten is van invloed op de afstemming van het instrument en de gaten kunnen worden aangepast nadat het instrument bijna voltooid is. Niet elk gat is even groot en het kan zijn dat de maker voor elk gat een andere boor moet plaatsen. De gaten zijn aan de buitenkant kleiner dan aan de binnenkant, en om hun precieze vorm te krijgen, worden ze na het boren ondersneden. De klarinetmaker gebruikt een klein, wijd uitlopend stuk gereedschap dat in het toongat is geplaatst om de onderkant van het gat uit te zetten. Naast de toongaten zijn er ook kleine gaatjes geboord voor het vasthouden van het sleutelmechanisme.
Constructie van sleutels
-
5 Vroege klarinetten werden gemaakt met handgesmede toetsen. De moderne methode is meestal spuitgieten. Gesmolten legering (meestal Duits zilver) wordt onder druk in stalen matrijzen geperst. Bij deze methode kan een groep verbonden sleutels uit één stuk worden gemaakt. Als alternatief kunnen individuele sleutels worden uitgestanst
 Er zijn twee belangrijke klarinetsleutelsystemen in gebruik. Het eenvoudige of Albert-systeem wordt voornamelijk gebruikt in Duitstalige landen. Het Bohm-systeem heeft meer sleutels dan de Albert en is standaard in de meeste andere delen van de wereld. door een zware stempelmachine, en vervolgens bijgesneden. Deze individuele sleutels worden vervolgens aan elkaar gesoldeerd met zilversoldeer om de verbonden groep te maken. Vervolgens worden de toetsen gepolijst. Sleutels voor goedkope modellen kunnen in een tuimelmachine worden geplaatst, waar wrijving en agitatie van pellets in een draaiende trommel de stukken polijsten. Duurdere sleutels kunnen afzonderlijk worden gepolijst door ze tegen het roterende wiel van een polijstmachine te houden. Sommige toetsen kunnen verzilverd zijn en daarna gepolijst.
Er zijn twee belangrijke klarinetsleutelsystemen in gebruik. Het eenvoudige of Albert-systeem wordt voornamelijk gebruikt in Duitstalige landen. Het Bohm-systeem heeft meer sleutels dan de Albert en is standaard in de meeste andere delen van de wereld. door een zware stempelmachine, en vervolgens bijgesneden. Deze individuele sleutels worden vervolgens aan elkaar gesoldeerd met zilversoldeer om de verbonden groep te maken. Vervolgens worden de toetsen gepolijst. Sleutels voor goedkope modellen kunnen in een tuimelmachine worden geplaatst, waar wrijving en agitatie van pellets in een draaiende trommel de stukken polijsten. Duurdere sleutels kunnen afzonderlijk worden gepolijst door ze tegen het roterende wiel van een polijstmachine te houden. Sommige toetsen kunnen verzilverd zijn en daarna gepolijst. - 6 De toetsen worden dan voorzien van kussentjes. De pads zijn meestal gemaakt van verschillende lagen:karton, vilt en huid of leer. De ronde pads worden gestempeld of gesneden en vervolgens worden ze met de hand in de kop van de sleutel gelijmd. Dit dempt het geluid van het sluiten van het toongat wanneer het instrument wordt bespeeld.
- 7 De sleutels zijn geboord en vervolgens voorzien van veren die ze open of gesloten houden. Deze veren zijn gemaakt van fijn staaldraad.
De sleutels monteren
- 8 De sleutels zijn gemonteerd op kleine pilaren die palen worden genoemd. De palen worden eerst in de daarvoor geboorde gaten gezet. In veel modellen zijn de palen voorzien van schroefdraad en kunnen ze eenvoudig met de hand worden ingeschroefd. Met een heel klein boortje worden vervolgens kleine gaatjes in de palen geboord om de naaldveren vast te houden. Vervolgens worden de sleutels met RVS scharnierstangen in de palen geschroefd. De monteur gebruikt een fijne schroevendraaier, een tang en een kleine leren hamer om de toetsen te passen en de veerwerking aan te passen. De monteur controleert ook of de toongaten volledig worden bedekt door het toetsenbord, door aan elke kant een klein plectrum onder het kussen te plaatsen. Het kussen moet mogelijk worden afgesteld of opnieuw worden ingesteld, of de monteur kan een sleutel tijdelijk dichtklemmen om de vouw te fixeren voor een perfecte, luchtdichte sluiting.
Afwerking
- 9 De verbindingen van de lichaamsdelen zijn bekleed met kurk en gewaxt, zodat de stukken soepel in elkaar passen. De uiteinden van de lichaamsdelen zijn voorzien van decoratieve metalen ringen, evenals de onderkant van de loop. Het vat is meestal in reliëf gemaakt met de naam van de maker. Het mondstuk, apart vervaardigd uit hard rubber, wordt op het instrument gemonteerd. Wanneer een riet is geplaatst, kan het instrument voor de eerste keer worden bespeeld.
Kwaliteitscontrole
Nadat de klarinet volledig is gemonteerd, controleert een werker het instrument op visuele gebreken, controleert de actie van de toetsen en test het vervolgens door te spelen. Door het te spelen, kan de werker de toonkwaliteit, intonatie en actie van het nieuwe instrument opmerken.
De afgewerkte klarinet moet worden gecontroleerd op precisiestemming. De klank van de klarinet Een naturel hoort bij 440 cycli per seconde te zijn, en de andere noten zijn hierop afgestemd. Als het instrument is vervaardigd volgens een standaardmodel, met zorg voor exacte diameters van boring en toongaten, zou het automatisch gestemd moeten worden. Het kan worden getest met een elektronische tuner, en de diameters van de toongaten kunnen groter worden gemaakt door meer te ruimen, indien nodig. Als de toongaten te groot zijn (waardoor een vlakke noot ontstaat), kunnen ze worden opgevuld met een laag schellak.
Het hout van het lichaam van de klarinet mag niet barsten en de actie van de toetsen moet soepel en niet te luid zijn. In het ideale geval zou het instrument tientallen jaren mee moeten gaan zonder kromtrekken, barsten of enig ernstig defect.
De Toekomst
De productie van klarinetten zelf is een vrij conservatieve industrie, die vertrouwt op hoogopgeleide vakmensen die veel met de hand werken. De meeste innovaties op het gebied van klarinetontwerp zijn nu 100 jaar oud. Een gebied dat echter nog volop in beweging is, is de fabricage van klarinetrieten. Hoewel het beste riet afkomstig zou zijn van een soort riet die in Frankrijk wordt gekweekt, experimenteren sommige spelers en makers met wilde riet die in Californië groeit. Onlangs zijn ook synthetische rieten ontwikkeld en er wordt meer onderzoek gedaan om ze te verbeteren. Aangezien de bronnen van natuurlijk riet afnemen en de algehele kwaliteit niet hoog is, kunnen de meeste klarinettisten in de toekomst synthetisch riet gebruiken.
Productieproces
- Wat is VMC-bewerking?
- Gids voor aluminium lasermarkering
- MIG-lassen versus TIG-lassen
- Gids voor lasermarkering
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Wat is fiberlasermarkering?
- Elektrolytisch polijsten versus passiveren
- Wat is RVS-passivering?
- Hoe u vistuig ontwerpt en bouwt in bedrijfstijd