


Sigaar
Achtergrond
Een sigaar is een tabaksblad dat om een vulling van een tabaksblad is gewikkeld. De sigaar is groter dan een sigaret en het duurt langer om te roken. Liefhebbers beschouwen de sigaar als de beste manier om van tabak te genieten.
Sigaren zijn er in verschillende soorten en maten. De standaardvorm is de sigaar met ronde kop en evenwijdige zijden. Perfecto verwijst naar een sigaar met een spitse kop en taps toelopende zijkanten; Panatella is een lange, dunne, rechte sigaar; Cheroot is een sigaar met een open einde, meestal gemaakt in India of Azië. Een speciaal vocabulaire geeft de maten van sigaren aan. Van de kleinste [3,5 in (8,9 cm)] tot de grootste [7,5 in (19 cm)] zijn dit de Half Corona, Tres Petit Corona, Petit Corona Corona, Corona Grande, Lonsdale en Double Corona. Een reeks initialen die gewoonlijk op de bodem of zijkant van een doos sigaren wordt gestempeld, verwijst naar de kleur van het tabaksblad:C C C is Claro (licht); CC betekent Colorado-Claro (gemiddeld); C betekent Colorado (donker); en CM staat voor Colorado-Maduro (zeer donker). Het donkerdere blad is over het algemeen de sterkere tabak.
Geschiedenis
De vroegste sigaren waren waarschijnlijk die gerold door inheemse Cubanen. Columbus ontmoette Cubanen die ruwe sigaren roken, en daaropvolgende Spaanse en Portugese expedities naar de Nieuwe Wereld brachten sigaren terug naar Europa. Veel zeelieden rookten sigaren en brachten de gewoonte naar havensteden, maar de gewoonte werd pas aan het einde van de achttiende eeuw erg populair. In die tijd bestonden er sigarenfabrieken in Spanje en in de jaren 1780 werden ook fabrieken opgericht in Frankrijk en Duitsland. Engelse officieren die tijdens de Napoleontische oorlogen in Spanje vochten, brachten sigaren mee naar Engeland, waar ze een rage werden bij de hogere klassen. Sigaren waren duur, vooral vanwege de hoge invoerrechten die erop werden geheven, en tegen het einde van de negentiende eeuw waren ze een teken van luxe geworden. Het roken van sigaren was alleen voor mannen (zelfs roken in het zicht van een vrouw werd als vulgair beschouwd), en er ontstonden speciale rookclubs, divans genaamd, waar mannen van hun gewoonte konden genieten.
In de twintigste eeuw werden sigaren geassocieerd met opmerkelijke publieke figuren, van presidenten tot gangsters tot entertainers. Winston Churchill, Calvin Coolidge, Al Capone en Groucho Marx, om er maar een paar te noemen, waren allemaal fervente sigarenrokers. Na de Tweede Wereldoorlog werd de sigaar steeds meer de rook van de oude man. In plaats van als zachtaardig te worden beschouwd, werd de sigaar iets opvallend onelegant. Deze perceptie van de sigaar is recentelijk omgekeerd, aangezien het roken van sigaren in de jaren negentig nieuw in de mode kwam. Speciale sigarenclubs en sigarendiners in steden in de Verenigde Staten in de jaren negentig gaven een vernieuwd beeld van de sigaar als een luxe bankschroef voor mannen en ook voor vrouwen om van te genieten. Halverwege de jaren negentig waren er naar schatting acht miljoen sigarenrokers in de Verenigde Staten, en sigarenfabrikanten hadden het moeilijk om aan de sterk groeiende vraag te voldoen.
Hoewel de beste sigaren nog steeds uit Cuba komen, worden sigaren over de hele wereld vervaardigd. Al in 1610 werd sigarentabak verbouwd in Massachusetts, en andere vroege centra van tabaksteelt waren de Filippijnen, Java, Ceylon (Sri Lanka) en Rusland. Amerikaanse sigarentabak werd tot het begin van de negentiende eeuw voornamelijk geëxporteerd naar West-Indië, daar gerold en vervolgens als afgewerkte sigaren geïmporteerd. Na 1801 ontwikkelde zich een binnenlandse sigarenindustrie en tegen 1870 waren er overal in het land sigarenfabrieken. Tampa, Florida, was een centrum voor de productie van sigaren, hoewel Pennsylvania, Connecticut en New York ook honderden sigarenfabrieken hadden.
Sigaren werden tot het begin van de twintigste eeuw met de hand gemaakt. De industrie mechaniseerde snel tussen 1910 en 1929. Het aantal sigarenfabrieken in de Verenigde Staten daalde dramatisch - van bijna 23.000 in 1910 tot slechts ongeveer 6.000 in 1929 - maar de gemechaniseerde fabrieken produceerden veel meer sigaren dan de oude handwerkfabrieken. Vandaag de dag worden de beste sigaren nog volledig met de hand gemaakt. Maar het merendeel wordt geheel of gedeeltelijk machinaal gemaakt.
Grondstoffen
De belangrijkste grondstof van de sigaar is het blad van de tabaksplant (Nicotiana tabacum). De tabaksplant groeit in veel klimaten, maar de beste sigarentabak wordt verbouwd in Cuba, Jamaica en de Dominicaanse Republiek. Een sigaar heeft drie soorten tabaksbladeren nodig als grondstof. Voor de vulling worden kleine of gebroken tabaksbladeren gebruikt. Hele bladeren worden gebruikt voor een binnenverpakking, de binder genoemd. Het bindblad kan van tweede kwaliteit of onvolmaakt zijn. Zijn uiterlijk is niet belangrijk. Voor de buitenwikkel wordt een groot blad met fijne structuur en een uniform uiterlijk gebruikt. Sommige sigaren worden gemaakt met de bladeren allemaal uit dezelfde regio. Anderen kunnen verpakt zijn in een blad van hoge kwaliteit (bijvoorbeeld uit Cuba) maar gevuld met blad van mindere kwaliteit uit een andere regio. Secundaire grondstoffen zijn onder meer een smaakloze kauwgom om het uiteinde van het dekblad aan elkaar te plakken, smaakstoffen die soms op de vulbladeren worden gespoten en papier dat wordt gebruikt voor de band die om elke sigaar wordt geplaatst.
De meeste machinaal vervaardigde sigaren gebruiken gehomogeniseerd tabaksblad (HTL) voor het bindmiddel, en vaak ook voor het dekblad. HTL is gemaakt van tabaksbladeren die worden verpulverd, vermengd met plantaardige gom en opgerold tot vellen. HTL is sterker en uniformer dan hele tabaksbladeren en is daarom beter geschikt voor gebruik in machines voor het maken van sigaren. Wanneer HTL voor de wikkel wordt gebruikt, mag de fabrikant er smaakstoffen aan toevoegen.
Het fabricageproces
Tabaksteelt
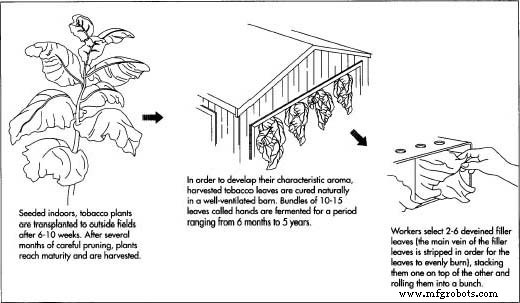
- 1 Tabaksplanten worden binnen gezaaid en na zes tot tien weken op velden getransplanteerd. De planten worden zorgvuldig gesnoeid zodat de bladeren op de gewenste maat groeien. Planten die de buitenste wikkels van sigaren produceren, worden meestal bedekt met een doek om ze tegen de zon te beschermen. De planten hebben enkele maanden nodig om op de velden te rijpen.
Genezen
- 2 Na de oogst moeten de tabaksbladeren gedroogd worden om hun karakteristieke aroma te ontwikkelen. De bladeren zijn uitgehard wanneer ze zijn overgegaan van heldergroene flexibele verse bladeren naar gedroogde bruine of geelachtige bladeren. Chemisch gezien wordt het natuurlijk voorkomende chlorofyl in het blad geleidelijk afgebroken en vervangen door caroteen. Om te genezen, worden de geoogste planten op smalle stroken hout geregen, latten genaamd. De latten worden opgehangen aan het plafond van een goed geventileerde droogschuur. Bij droog weer kunnen ze gewoon uitharden door ze op te hangen, een proces dat luchtuitharding wordt genoemd. De bladeren kunnen ook met flue-cured worden behandeld. Bij deze methode worden de latten opgehangen in een kleine schuur die wordt verwarmd van 90-170°F (32.2-77°C). De temperatuur moet zorgvuldig worden gecontroleerd om extreem snel drogen te voorkomen. Zaagsel of hardhout kan ook in de droogschuur worden verbrand om de bladeren te helpen drogen en een aroma te geven.
Fermenteren
- 3 Nadat de bladeren zijn uitgehard, worden ze gesorteerd op kleur en grootte. Kleine of gebroken bladeren worden gebruikt voor de sigarenvuller, grote bladeren voor de binnenwikkel of binder, en grote, fijne bladeren, meestal gekweekt in de schaduw of onder een doek, worden apart gehouden voor de buitenwikkel. De bladeren zijn gebonden in bundels die handen van 10 of 15 bladeren worden genoemd. De handen zijn verpakt in dozen of in grote vaten die hogsheads worden genoemd. De tabak wordt in de hogshead bewaard voor een periode van zes maanden tot vijf jaar. De bladeren ondergaan chemische veranderingen tijdens deze periode die fermentatie wordt genoemd. Tijdens de fermentatie ontwikkelt zich het aroma en de smaak van het blad. Sigarentabak wordt meestal langer gefermenteerd dan
 andere tabak. Een fermentatie van twee tot vijf jaar is typisch voor sigaren van hoge kwaliteit. Na de fermentatie worden de bladeren opnieuw handmatig gesorteerd door hoog opgeleide arbeiders.
andere tabak. Een fermentatie van twee tot vijf jaar is typisch voor sigaren van hoge kwaliteit. Na de fermentatie worden de bladeren opnieuw handmatig gesorteerd door hoog opgeleide arbeiders.
Strippen
-
4 Bij de vulbladeren moet de hoofdnerf (of steel) verwijderd zijn, anders zal de sigaar niet gelijkmatig branden. Dit kan met de hand of machinaal. Handmatig knipt een werker met een vingerhoedmes aan zijn of haar vinger de ader bij de punt af en trekt deze naar beneden. Vervolgens stapelt de arbeider de gestripte bladeren in stapels (boeken of blokken genoemd). Mechanisch steekt een arbeider de tabaksbladeren in een machine onder een gegroefd, rond mes. Door een voetpedaal in te drukken, zorgt de arbeider ervoor dat het mes omlaag gaat en de ader uitsnijdt. De arbeider kan de machine stoppen met het voetpedaal en de gestripte bladeren stapelen.
De gestripte bladeren worden in balen gewikkeld en opgeslagen voor verdere fermentatie. De balen kunnen op dit punt worden verscheept, als de uiteindelijke productie elders plaatsvindt. Net voordat de bladeren klaar zijn om tot sigaren te worden verwerkt, worden ze gestoomd om de verloren vochtigheid te herstellen en opnieuw gesorteerd.
Handrollen
- 5 Fijne sigaren worden met de hand gerold. Het rollen van sigaren is vakwerk:het kan een jaar duren voordat een wals bekwaam is. Het vulmiddel moet gelijkmatig worden verpakt om de sigaar soepel te laten branden, en het dekblad moet in een gelijkmatige spiraal rond de sigaar worden gewikkeld. Handsigarenmakers werken meestal in kleine fabrieken. Elke arbeider zit aan een tafeltje met daarop een dienblad met gesorteerde tabaksbladeren en ruimte om de sigaar uit te rollen. Eerst selecteert de werknemer twee tot zes bladeren voor de vuller. Deze worden op elkaar geplaatst en tot een bosje gerold. Vervolgens legt de arbeider de bos op het bindblad en rolt het bindblad cilindrisch om het vulmiddel. De onvoltooide sigaren worden in een open houten mal geplaatst die ze in vorm houdt totdat ze kunnen worden verpakt.
-
6 Inpakken is de moeilijkste stap. De arbeider haalt de gedeeltelijk afgewerkte sigaar uit de mal en legt deze op het dekblad. Met een speciaal afgerond mes, een chaveta genaamd, snijdt de arbeider eventuele onregelmatigheden van het vulmiddel af. Vervolgens rolt de arbeider het dekblad drie en een half keer om het vulmiddel en bindmiddel en zet het aan het einde vast met een kleine hoeveelheid
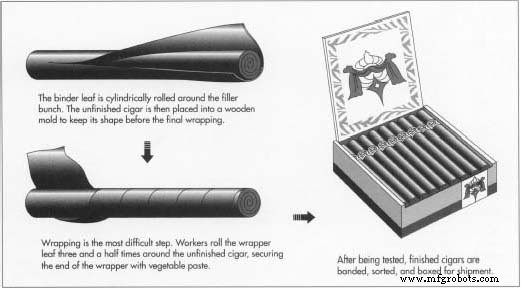 Sigaren zijn er in verschillende soorten en maten. Perfecto verwijst naar een sigaar met een spitse kop en taps toelopende zijkanten; Panatella is een lange, dunne, rechte sigaar; Cheroot is een sigaar met een open einde, meestal gemaakt in India of Azië. Van de kleinste [3,5 in 18,9 cm)] tot de grootste [7,5 in (19 cm)] sigaren worden aangeduid met de Halve Corona, Tres Petit Corona, Petit Corona, Corona, Corona Grande, Lonsdale en Double Corona. groente pasta. De arbeider snijdt een klein rond stukje uit een ander wikkelblad. Dit wordt soms gedaan door rond een munt te trekken. Deze cirkel wordt vervolgens met pasta aan het uiteinde van de sigaar bevestigd. De arbeider heeft de sigaar afgemaakt, maar deze moet nog worden getest, gesorteerd en verpakt.
Sigaren zijn er in verschillende soorten en maten. Perfecto verwijst naar een sigaar met een spitse kop en taps toelopende zijkanten; Panatella is een lange, dunne, rechte sigaar; Cheroot is een sigaar met een open einde, meestal gemaakt in India of Azië. Van de kleinste [3,5 in 18,9 cm)] tot de grootste [7,5 in (19 cm)] sigaren worden aangeduid met de Halve Corona, Tres Petit Corona, Petit Corona, Corona, Corona Grande, Lonsdale en Double Corona. groente pasta. De arbeider snijdt een klein rond stukje uit een ander wikkelblad. Dit wordt soms gedaan door rond een munt te trekken. Deze cirkel wordt vervolgens met pasta aan het uiteinde van de sigaar bevestigd. De arbeider heeft de sigaar afgemaakt, maar deze moet nog worden getest, gesorteerd en verpakt. In teams mogen sigaren met de hand worden gemaakt. Sommige arbeiders maken het bosje en wikkelen het in de binder, en dan wordt het delicatere afwerkingswerk van het rollen van de wikkel overgelaten aan meer geschoolde arbeiders.
Machine rollen
-
7 De meeste sigaren worden tegenwoordig machinaal gemaakt. Een typische sigarenmachine kan meerdere werknemers nodig hebben om zijn verschillende functies uit te voeren. Een arbeider voert tabaksbladeren op een invoerband tussen geleidestangen die zijn aangepast voor de gewenste lengte van de sigaar. De machine bundelt de bladeren en vormt het vulmiddel. Een tweede arbeider plaatst het bindmiddelblad (of HTL) op de bindmiddelmatrijs. Het blad wordt door zuiging naar beneden gehouden en de machine snijdt het op de juiste maat. Het vulmiddel valt dan op de bindmiddelmatrijs. De machine rolt de binder om de vuller. Een derde arbeider plaatst het wikkelblad (of HTL) op een wikkelmatrijs. De gedeeltelijk voltooide sigaar valt op de dekbladmatrijs en de machine rolt de dekblad om de sigaar. Een vierde arbeider inspecteert de afgewerkte sigaren en legt ze in dienbladen.
De afgewerkte sigaren worden doorgegeven aan een examinator. De examinator inspecteert de sigaren op onvolkomenheden en controleert ze op het juiste gewicht, de maat, de vorm en de staat van het dekblad. De examinator kan onvolkomenheden corrigeren door wikkels te patchen of koppen opnieuw te vormen.
Afwerking en verpakking
- 8 Sigaren die door de keuring komen, worden op trays geplaatst en doorgegeven aan een banderolleer- en wikkelmachine. Een arbeider plaatst de sigaren in een trechter en de machine plaatst er een band omheen. Dezelfde machine kan de sigaren ook in cellofaan wikkelen. De geringde sigaren kunnen ook worden doorgegeven aan arbeiders die deskundig zijn in het sorteren op schaduw. Ze sorteren de afgewerkte sigaren volgens minieme variaties in de kleur van het dekblad. Sigaren met dezelfde dekbladtint worden vervolgens samen verpakt.
Kwaliteitscontrole
Sigaren worden tijdens elke stap van het productieproces op kwaliteit gecontroleerd. De kwaliteit van de tabaksbladeren is erg belangrijk en de bladeren worden gesorteerd en gecontroleerd na het drogen, na de fermentatie en voordat ze tot sigaren worden verwerkt. De afgewerkte sigaren moeten worden gecontroleerd op consistente diameter, gewicht, grootte, trek (hoe goed rook er doorheen kan worden gezogen) en op eventuele onvolkomenheden in het dekblad of in de vorm. Sigarenfabrieken hebben personeel in dienst om de productiemachines te onderhouden, zodat de sigarenmetingen consistent zijn. In veel kleinere tabaksfabrieken worden de eindcontroles op het oog gedaan. Een arbeider plaatst sigaren door een ring om de diameter te controleren en meet hun lengte met een liniaal. Uiterlijk is van cruciaal belang voor de individuele sigaar, en een doos sigaren moet ook worden geïnspecteerd, zodat ten minste de bovenste laag consistent van kleur is. Voor handgerolde sigaren moet de kwaliteit van de verpakking worden gecontroleerd. De nerven van het dekblad moeten in een uniforme spiraal verschijnen en het blad moet glad en strak zijn.
Productieproces
- Wat is VMC-bewerking?
- Gids voor aluminium lasermarkering
- MIG-lassen versus TIG-lassen
- Gids voor lasermarkering
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Wat is fiberlasermarkering?
- Elektrolytisch polijsten versus passiveren
- Wat is RVS-passivering?
- Hoe u vistuig ontwerpt en bouwt in bedrijfstijd