


Hoefijzer
Achtergrond
Hoefijzers beschermen de hoeven van een paard tegen slijtage op harde of ruwe oppervlakken. Ze zijn ook ontworpen om het looppatroon van een paard te verbeteren, zijn exterieur te helpen (hoe het paard staat) en interferentieproblemen te beheersen (wanneer hoeven of benen met elkaar in botsing komen). Bijvoorbeeld, voor een aandoening die winging-in wordt genoemd - waarbij de hoefvlucht naar de binnenkant van de pas is - kan worden gecorrigeerd door een schoen met vierkante neus.
Een hoefijzer is een U-vormige metalen plaat, meestal gemaakt van staal, hoewel er ook aluminium wordt gebruikt. Aluminium schoenen zijn duurder dan staal. Er zijn ook metalen schoenen met een plastic coating en zelfs hoefijzers die volledig van plastic zijn gemaakt. Tweedelige schoenen zijn gemaakt van staal met een verwijderbaar plastic inzetstuk. De stalen multifunctionele schoen die wordt gebruikt voor plezierrijden staat bekend als een keg-schoen, omdat ze vroeger in een houten vat werden geleverd. Omdat de hoef erg dicht is en geen zenuwen bevat, kunnen de schoenen met spijkers worden vastgemaakt. De kosten voor het beslaan van een paard variëren van $ 80- $ 280, afhankelijk van het type schoen en materiaal.
Er zijn ongeveer 15 andere soorten hoefijzers, afhankelijk van het ras van het paard en zijn functie. Sommige rassen gebruiken andere schoenen aan de voorhoeven dan aan de achterkant. Sommige schoenen worden geleverd met een tractieapparaat zodat het paard beter grip op de grond kan krijgen. Volbloed renpaarden gebruiken aan de voorkant een zogenaamde raceplaat van aluminium. Voor de achterpoten wordt een aluminium schoen gebruikt die bekend staat als een caulk of cauk en die is ingebed met staal om de slijtvastheid en slijtvastheid te verbeteren. Sommige aluminium schoenen zijn meer vierkant en lijken op een hoef van een gezond wild paard.
Standaard gefokte renpaarden gebruiken een lichtgewicht stalen schoen aan de voorkant die is ontworpen met een halfrond gedeelte of een gegroefd gedeelte dat een swage wordt genoemd. Soms wordt een combinatie van deze twee gebruikt. Aan de achterkant is staal gebruikt. Er worden verschillende schoenen gebruikt, of het paard nu een draver of een gangmaker is. Paarden die worden gebruikt om te jagen of te springen, gebruiken een schoen die lijkt op het vat, maar een beetje breder. Soms wordt een tractieapparaat, een nop (zoals schoenplaatjes) genoemd, gebruikt dat vóór de show in de schoen wordt geschroefd. Trekpaarden gebruiken een dikkere schoen omdat ze veel zwaarder en groter zijn dan de meeste andere rassen. Saddlebreds, die speciale gangen hebben, gebruiken een schoen met een teengewicht, die aan de voorkant 2,54 cm breed is en elders 1,3 cm breed.
Geschiedenis
Het paard was een belangrijk vervoermiddel in de Verenigde Staten totdat de auto werd uitgevonden. De paardenpopulatie daalde van 1910-1960, omdat ze werden vervangen door auto's. In het begin van de jaren zestig nam de bevolking echter toe toen paardenraces en paardrijden populair werden als een manier van recreatie. In de afgelopen tien jaar is de paardenpopulatie relatief stabiel gebleven. De daling van de paardenraces als gevolg van de vervanging van andere vormen van gokken werd gecompenseerd door de toegenomen populariteit van plezierrijden en paardenshows.
Het smeden en bevestigen van hoefijzers werd in de middeleeuwen een belangrijk ambacht en speelde een belangrijke rol in de ontwikkeling van de metallurgie. Smeden (ijzer werd black metal genoemd) maakten de meeste ijzeren voorwerpen die in het dagelijks leven worden gebruikt, door hoefsmid (hoefsmid, dat komt van het Latijnse woord voor ijzer, ferrum) of hoefijzers trekken, was de meest voorkomende bezigheid. De uitrusting van een hoefsmid bestaat uit een oven of smederij, een aambeeld (een zwaar blok staal of ijzer), tangen en hamers. Eerst worden de zool en rand van de hoef van het paard schoongemaakt en gevormd met raspen en messen. Het hoefijzer wordt in een smidse verwarmd totdat het zacht genoeg is om met de hamer in de hoef te passen, afgekoeld door het in water af te koelen en met spijkers aan de hoef vastgemaakt.
Toen machines het werk van de smid overnamen en paarden uit de landbouw en het transport verdwenen, nam de behoefte aan hoefsmeden af. Verbeteringen in het hoefijzerontwerp hebben ook de hoeveelheid smeedwerk verminderd die hoefsmeden nodig hebben.
Grondstoffen
Een koolstofarm zacht staal, aangeduid als A-36, wordt gebruikt voor het meest populaire type hoefijzer. Het staal wordt geleverd in de vorm van ronde staven met een diameter van 0,5-0,7 inch (1,27-1,8 cm), afhankelijk van het type schoen dat moet worden gemaakt. Deze staven worden vervolgens op verschillende lengtes gesneden, weer afhankelijk van het schoentype.
Ontwerp
Hoefijzers zijn ontworpen volgens het ras van het paard en zullen variëren in grootte, vorm en dikte. Aangezien de meeste in massaproductie zijn, zijn deze ontwerpen standaard en worden ze gemaakt met behulp van een tweedelige matrijs die overeenkomt met de gewenste afmetingen en vorm. Een nieuwe dobbelsteen is alleen nodig als deze versleten is. In een enkel geval worden op maat gemaakte schoenen bij meerdere bedrijven nog met de hand gemaakt. Sommige hoefsmeden maken ook op maat gemaakte hoefijzers voor kreupele of zieke paarden, die meestal de vorm hebben van een hart in plaats van een U.
Het fabricageproces
Smeden, een van de oudste methoden voor het vormen van metalen, is het primaire proces dat wordt gebruikt voor hoefijzers. Dit proces vormt metalen door ze te vervormen met een hamer, een pers of rollen. Smith-smeden bestaat uit het maken van een onderdeel door met een hamer op het verhitte metaal te slaan. Dit is het bekende smeedproces dat door smeden (hoefsmeden) op hoefijzers wordt uitgevoerd. Hamersmeden is gewoon een grotere en meer machinaal geproduceerde versie van hetzelfde.
Snijden &buigen
- 1 De baar wordt op lengte gesneden volgens het type schoen met behulp van schaarbladen. De snijuitrusting wordt mechanisch of handmatig bediend met een voetpedaal. Na het snijden wordt de baar verwarmd in een inductieoven of gasgestookte smederij tot een temperatuur van ongeveer 2.300 ° F (1.260 ° C). Het verzachte metaal wordt vervolgens met speciaal ontworpen apparatuur om een blok staal in de vorm van de schoen gewikkeld. Een ander type buigapparatuur maakt gebruik van een plunjer in de vorm van de schoen, die de staaf in de gewenste vorm dwingt.
Smeden
- 2 Smeden, het meest voorkomende smeedproces, wordt voor de meeste hoefijzers gebruikt. Nadat de staaf is gebogen, wordt deze met een aangedreven hamer in een matrijs met de vereiste afmetingen geperst. De ene helft van de matrijs is bevestigd aan de hamer en de andere helft aan het aambeeld. Een nokkenmechanisme bepaalt de lengte van de slag van de ram of hoe dicht de matrijzen bij elkaar komen.
Afwerkingshandelingen
- 3 Zodra de schoen gebogen is, wordt deze overgebracht naar een ponsmachine om de spijkergaatjes te maken. Meestal worden er acht gaten per schoen gemaakt. De punch tooling is op maat ontworpen voor elk type schoen. Vervolgens wordt een trimpers gebruikt om overtollig materiaal te verwijderen, of flash. Op dit moment is de schoen nog steeds heet, rond de 1.900-2.000 ° F (1038-1093 ° C). Na het trimmen wordt het 45-60 minuten aan de lucht gekoeld.
Verpakking
- 4 Na afkoeling worden hoefijzers met de hand verpakt in dozen van 25 of 50 pond. Een doos van 23 kg bevat doorgaans 80 schoenen. Sommige fabrikanten verpakken 15 of 30 paar per doos.
Kwaliteitscontrole
De grondstof moet voldoen aan de chemische specificaties zoals aangegeven, die vóór verzending worden geverifieerd door de leverancier van de grondstof te testen. Om roest te voorkomen worden de ronde spijlen onder zeil opgeborgen. Tijdens het smeden controleren de operators de matrijs voortdurend visueel op slijtage en andere defecten. Maattoleranties van de schoen (breedte en dikte) moeten binnen 1/16 inch zijn. De spijkergaten moeten worden gecontroleerd op de juiste positie. Het gat wordt gecontroleerd op eventuele scheuren, die 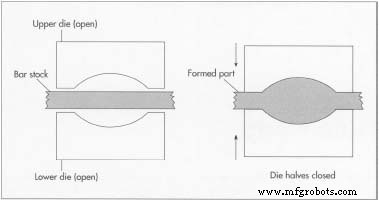 Open matrijzensmeden is de meest gebruikelijke manier om hoefijzers te vervaardigen. veroorzaakt ontbrekende gaten. Tijdens het trimmen wordt de pers ook gecontroleerd op scheuren, die bramen kunnen veroorzaken.
Open matrijzensmeden is de meest gebruikelijke manier om hoefijzers te vervaardigen. veroorzaakt ontbrekende gaten. Tijdens het trimmen wordt de pers ook gecontroleerd op scheuren, die bramen kunnen veroorzaken.
Bijproducten/afval
De flits, of overtollig materiaal, dat van de schoen wordt afgesneden, wordt verzameld en teruggestuurd naar een schroothoop om opnieuw te smelten en opnieuw te rollen. Ook defecte hoefijzers worden opnieuw verwerkt en hergebruikt.
De Toekomst
De stalen schoen zal naar verwachting op de lange termijn de meest populaire schoen blijven. Het basisproductieproces zal daarom niet veel veranderen, hoewel smeedpersen meer geautomatiseerd worden, met programmeerbare controle over hoeveel kracht wordt gebruikt en wanneer. Hoefijzerontwerpen zullen blijven worden aangepast om aan specifieke markten te voldoen.
De paardenpopulatie zal naar verwachting de komende jaren relatief stabiel blijven, hoewel bepaalde delen van de Verenigde Staten zullen afnemen. In staten als New Jersey wordt de prijs van onroerend goed bijvoorbeeld zo hoog dat men het zich niet langer kan veroorloven om genoeg land te kopen om paarden te houden. In Michigan is de paardenpopulatie van 1984 tot 1997 met bijna 20% afgenomen, omdat landbouwgrond wordt ontwikkeld en casino's racebanen vervangen als de voorkeur van de gokker.
Productieproces
- Wat is VMC-bewerking?
- Gids voor aluminium lasermarkering
- MIG-lassen versus TIG-lassen
- Gids voor lasermarkering
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Wat is RVS-passivering?
- Wat te verwachten van het opnieuw bekleden en repareren van een industriële remschoen
- Introductie van Brake Shoe Seam Welder
- De geschiedenis van paardenkracht