


3 Unit 2:Snelheden, feeds en tikken
Doelstelling
Na het voltooien van deze unit, zou je in staat moeten zijn om:
- Identificeer en selecteer instellingen en bewerkingen van verticale freesmachines voor een verscheidenheid aan bewerkingstaken.
- Selecteer een juiste snijsnelheid voor verschillende soorten materialen.
- Bereken snijsnelheden en voedingen voor vingerfrezen.
- Leg uit hoe je het aftappen van stroomtoevoer correct instelt.
Snijsnelheid
Snijsnelheid wordt gedefinieerd als de snelheid aan de buitenrand van het gereedschap tijdens het snijden. Dit wordt ook wel oppervlaktesnelheid genoemd. Oppervlaktesnelheid, oppervlaktebeelden en oppervlakte zijn allemaal direct gerelateerd. Als twee gereedschappen van verschillende afmetingen met dezelfde omwentelingen per minuut (RPM) draaien, heeft het grotere gereedschap een grotere oppervlaktesnelheid. De oppervlaktesnelheid wordt gemeten in oppervlaktevoeten per minuut (SFM). Alle snijgereedschappen werken volgens het principe van oppervlaktebeelden. Snijsnelheden zijn voornamelijk afhankelijk van het soort materiaal dat u snijdt en het soort snijgereedschap dat u gebruikt. De hardheid van het werkmateriaal heeft veel te maken met de aanbevolen snijsnelheid. Hoe harder het werkmateriaal, hoe lager de snijsnelheid. Hoe zachter het werkmateriaal, hoe sneller de aanbevolen snijsnelheid (zie afbeelding 1).
Staal IJzer Aluminium Lood

Figuur 1:De snijsnelheid verhogen op basis van hardheid van werkmateriaal
De hardheid van het materiaal van het snijgereedschap heeft ook veel te maken met de aanbevolen snijsnelheid. Hoe harder de boor, hoe hoger de snijsnelheid. Hoe zachter de boor, hoe lager de aanbevolen snijsnelheid (zie afbeelding 2).
Koolstofstaal Hogesnelheidsstaal Carbide
Figuur 2:Snijsnelheid verhogen op basis van Hardheid snijgereedschap
Tabel 1:Snijsnelheden voor materiaalsoorten
| Type materiaal | Snijsnelheid (SFM) |
|---|---|
| Laag koolstofstaal | 40-140 |
| Gemiddeld koolstofstaal | 70-120 |
| Hoog koolstofstaal | 65-100 |
| Vrij verspanend staal | 100-150 |
| Roestvrij staal, C1 302, 304 | 60 |
| Roestvrij staal, C1 310, 316 | 70 |
| Roestvrij staal, C1 410 | 100 |
| Roestvrij staal, C1 416 | 140 |
| Roestvrij staal, C1 17-4, pH | 50 |
| Gelegeerd staal, SAE 4130, 4140 | 70 |
| Gelegeerd staal, SAE 4030 | 90 |
| Gereedschapsstaal | 40-70 |
| Gietijzer–normaal | 80-120 |
| Gietijzer–Hard | 5-30 |
| Grijs gietijzer | 50-80 |
| Aluminiumlegeringen | 300-400 |
| Nikkellegering, Monel 400 | 40-60 |
| Nikkellegering, Monel K500 | 30-60 |
| Nikkellegering, Inconel | 5-10 |
| Kobaltbasis legeringen | 5-10 |
| Titaniumlegering | 20-60 |
| Ongelegeerd titanium | 35-55 |
| Koper | 100-500 |
| Brons–Normaal | 90-150 |
| Brons–Hard | 30-70 |
| Zirkonium | 70-90 |
| Messing en aluminium | 200-350 |
| Siliciumvrije niet-metalen | 100-300 |
| Silicium dat niet-metalen bevat | 30-70 |
Spilsnelheid
Zodra de SFM voor een bepaald materiaal en gereedschap is bepaald, kan de spil worden berekend, aangezien deze waarde afhankelijk is van de snijsnelheid en de gereedschapsdiameter.
RPM =(CS x 4) / D
Waar:
- RPM =Omwentelingen per minuut.
- CS =Snijsnelheid in SFM.
- D =gereedschapsdiameter in inches.
Frezenfeed
De feed (freesmachine feed) kan worden gedefinieerd als de afstand in inches per minuut dat het werk in de frees beweegt.
Op de freesmachines die we hier bij LBCC hebben, is de voeding onafhankelijk van het spiltoerental. Dit is een goede opstelling en maakt snellere voedingen mogelijk voor grotere, langzaam roterende messen.
De voedingssnelheid die op een freesmachine wordt gebruikt, is afhankelijk van de volgende factoren:
- De diepte en breedte van de snede.
- Het type snijplotter.
- De scherpte van de snijplotter.
- Het werkstukmateriaal.
- De sterkte en uniformiteit van het werkstuk.
- De vereiste afwerking.
- De vereiste nauwkeurigheid.
- De kracht en stijfheid van de machine, het vasthoudapparaat en de opstelling van het gereedschap.
Voeding per tand
Voeding per tand, is de hoeveelheid materiaal die door elke tand van de frees moet worden verwijderd terwijl deze draait en in het werkstuk voortgaat.
Terwijl het werkstuk in de frees voortgaat, gaat elke tand van de frees een gelijke hoeveelheid in het werkstuk, waardoor spanen van gelijke dikte worden geproduceerd.
Deze spaandikte of voeding per tand vormt samen met het aantal tanden in de frees de basis voor het bepalen van de voeding.
De ideale voedingssnelheid voor frezen wordt gemeten in inches per minuut (IPM) en wordt berekend met deze formule:
IPM =F x N x RPM
Waar:
- IPM =invoersnelheid in inches per minuut
- F =voeding per tand
- N =aantal tanden
- RPM =omwentelingen per minuut
Bijvoorbeeld:
Voedingen voor vingerfrezen die worden gebruikt in verticale freesmachines variëren van 0,001 tot 0,002 inch voeding per tand voor frezen met zeer kleine diameter op staalwerkmateriaal tot 0,010 inch voeding per tand voor grote frezen in aluminium werkstukken. Aangezien de snijsnelheid voor zacht staal 90 is, is het toerental voor een 3/8” hogesnelheidsfrees met twee groeven
RPM = CS x 4 / D = 90 x 4 / (3/8) = 360 /.375 = 960 RPM
Om de voedingssnelheid te berekenen, selecteren we 0,002 inch per tand
IPM =F x N x RPM =.002 x 2 x 960 =3.84 IPM
Machinefeed
De machinebeweging die ervoor zorgt dat een snijgereedschap in of langs het oppervlak van een werkstuk snijdt, wordt voeding genoemd.
De hoeveelheid voer wordt meestal gemeten in duizendsten van een inch bij het snijden van metaal.
Feeds worden op enigszins verschillende manieren uitgedrukt op verschillende soorten machines.
Boormachines met stroomtoevoer zijn ontworpen om de boor een bepaalde hoeveelheid voort te bewegen voor elke omwenteling van de spil. Als we de machine instellen om te voeden op .006 ", zal de machine .006 "voeden voor elke omwenteling van de spil. Dit wordt uitgedrukt als (IPR) inches per omwenteling
Tikprocedures
Goede praktijken:
Tikgidsen gebruiken
Tapgeleiders zijn een integraal onderdeel bij het maken van een bruikbare en rechte draad. Bij gebruik van de draaibank of frees is de tap al recht en gecentreerd. Wees voorzichtig bij het handmatig uitlijnen van een kraan, want een kraangeleider van 90° is veel nauwkeuriger dan het menselijk oog.
Olie gebruiken
Bij het boren en tappen is het cruciaal om olie te gebruiken. Het zorgt ervoor dat de bits niet piepen, maakt de snede gladder, verwijdert de spanen en zorgt ervoor dat de boor en de kolf niet oververhit raken.
Pikken
Pikken helpt ervoor te zorgen dat bits niet oververhit raken en breken wanneer ze worden gebruikt om te boren of te tappen. Peck-boren houdt in dat u gedeeltelijk door een onderdeel boort en het vervolgens terugtrekt om spanen te verwijderen en tegelijkertijd het stuk laat afkoelen. Het is gebruikelijk om de hendel een volledige slag en vervolgens een halve slag terug te draaien. Telkens wanneer de boor of tap wordt teruggetrokken, verwijdert u zoveel mogelijk spanen en voegt u olie toe aan het oppervlak tussen de boor of tap en het werkstuk.
Handtapprocedure
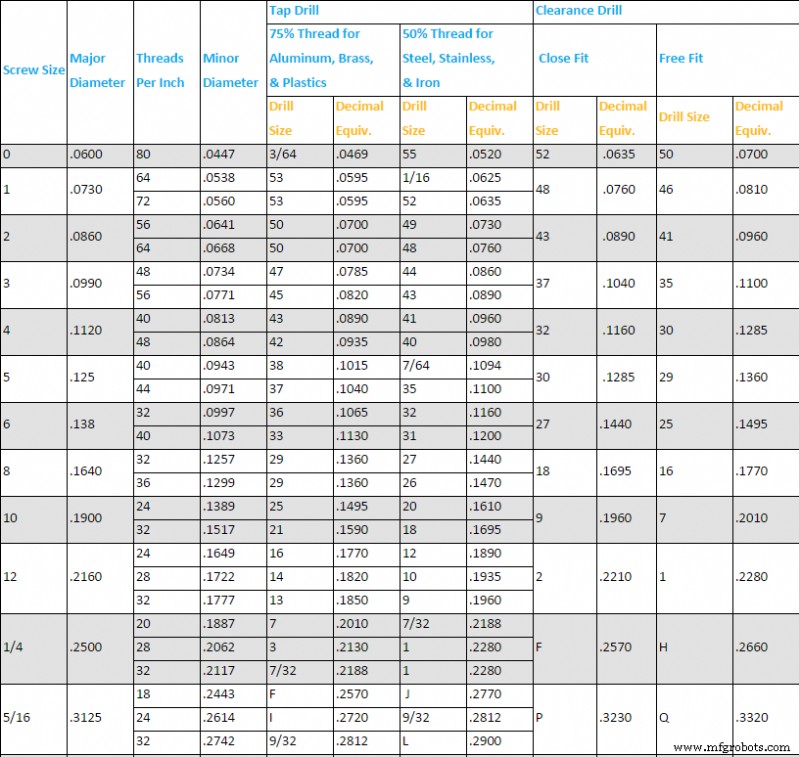
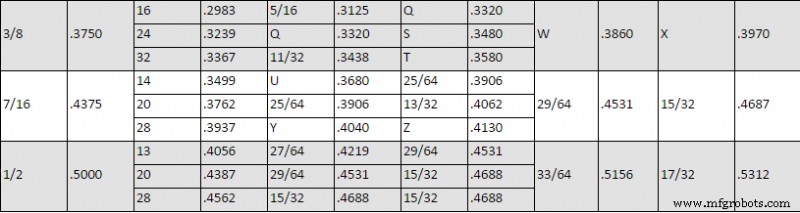
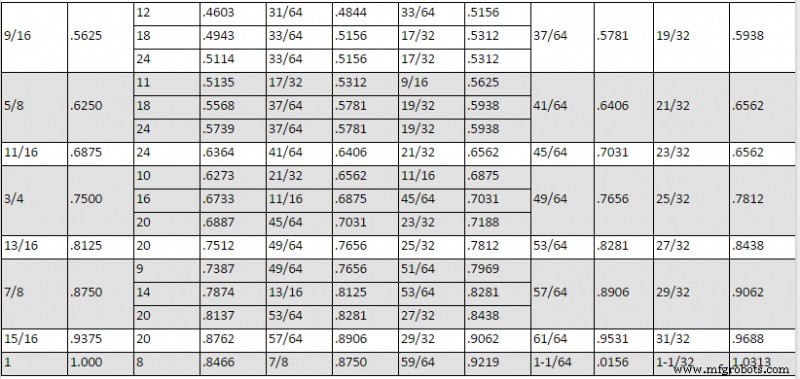
- Selecteer een boormaat uit de tabel.
Als je een kraanmaat kiest, is deze grafiek de eerste plaats om te kijken.
- Voeg indien nodig een afschuining toe aan het gat voordat u erop tikt.
Afschuiningen en verzinkingen zijn extra eigenschappen die soms gewenst zijn voor schroeven. Voor de beste resultaten moet het toerental van de spil tussen 150 en 250 tpm liggen. - Ontvang een tikgids.
Het gat is nu klaar om te tappen. Gebruik hiervoor de kranen en geleideblokken in de buurt van de handmatige molens. De geleideblokken hebben verschillende gaten voor kranen van verschillende afmetingen. Selecteer degene die het dichtst bij de maat van de gebruikte kraan ligt en plaats deze over het geboorde gat. - Tik op de discussielijnen.
Klik tap met behulp van de tapsleutels. Oefen lichte druk uit terwijl u de sleutel een hele slag naar binnen en dan een halve slag naar buiten draait. Tik op de gewenste diepte. - Voltooi de kraan.
Als de kraan niet verder gaat of de gewenste diepte is bereikt, laat je de kraan los; het heeft waarschijnlijk een dieptepunt bereikt. Haal de kraan uit het gat. Als u nog meer druk uitoefent, kan de kraan breken. Hoe kleiner de kraan, hoe groter de kans dat hij breekt.
Tikprocedure voor stroomtoevoer (verticale frees)
- Tappen met stroomtoevoer is vergelijkbaar met tikken met de hand. Gebruik echter in plaats van met de hand te tikken de verticale frees om het werkstuk te tappen.
- Voor het starten van de machine, zet de molen in een lage versnelling.
- Maak de veervergrendeling los en verplaats de veer zo laag mogelijk. Dit zorgt ervoor dat er voldoende ruimte is om tot de gewenste diepte te tappen.
- Draai de spil VOORUIT en stel de spilsnelheid in op 60 RPM.
- Draai de kraan naar beneden. Wanneer de kraan de voorraad grijpt, zal deze zichzelf automatisch in het gat voeden.
- Als de gewenste diepte is bereikt, draait u de spindelrichtingschakelaar snel van vooruit naar achteruit. Hierdoor wordt de richting van de kraan omgekeerd en wordt deze uit het gat verwijderd. Door de richting in één vloeiende beweging om te draaien, wordt schade aan het tapgat en de kraan voorkomen.
- Zet de machine uit.
- Maak het tapgat, de kraan en de stroomtoevoermachine schoon voordat je weggaat.
EENHEIDSTEST
- Uitleg snijsnelheden voor hardere en zachtere materialen.
- Wat is de snijsnelheid voor gereedschapsstaal en aluminium?
- Bereken het toerental voor een HSS-vingerfrees met een diameter van ½ inch om aluminium te bewerken.
- Bereken de voedingssnelheid voor een gereedschap met drie groeven. Gebruik de RPM uit vraag 3.
- Bereken het toerental voor een HSS-vingerfrees met een diameter van ¾ inch om brons te bewerken.
- Bereken de voedingssnelheid voor een hardmetalen vingerfrees met twee groeven en een diameter van inch om koolstofarm staal te bewerken.
- Wat is het doel van pikken als je ze gebruikt om te boren of te tappen?
- Selecteer een juiste boormaat voor 5/16 – 24 taps.
- Waarom worden snijvloeistoffen gebruikt?
- Beschrijf het verschil tussen tikken met de hand en krachtvoeding.
Industriële technologie
- Wat zijn feeds en snelheden voor CNC-machines?
- Kiezen voor waterstraalsnijden voor rubber en kunststof
- Draaibankmachinebewerkingen en draaibanksnijgereedschappen
- Wat is plasmasnijden en hoe werkt plasmasnijden?
- Typen draaibankbewerkingen en snijgereedschappen
- Veelvoorkomende uitdagingen bij het snijden en slijpen van aluminium overwinnen
- Hoe snijvloeistoffen op synthetische basis CNC-snijsnelheden en voedingen kunnen verhogen
- 5 manieren om de levensduur van het gereedschap te verlengen en de productiviteit te verhogen
- Snij-uitdagingen:composieten met gemengde matrix en vezelversterkte composieten
- Conische compensatie en waterstraalsnijden
- Voors en tegens voor draadvonken snijden