


HP Multi Jet Fusion-ontwerprichtlijnen

Multi Jet Fusion maakt de efficiënte productie van nylon onderdelen voor eindgebruik mogelijk met behulp van additieve technologieën. Hier is een checklist voor ontwerpteams.
Inleiding
Wat is Multi Jet Fusion?
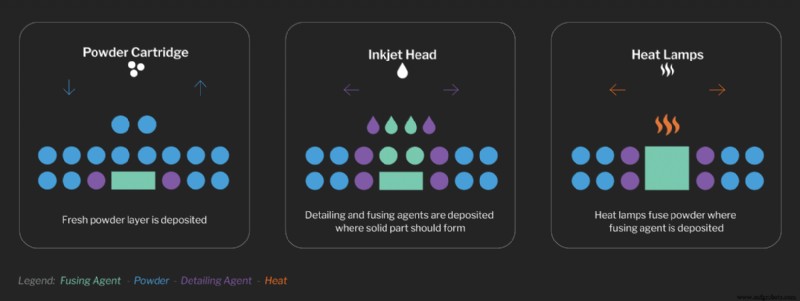
Multi Jet Fusion (MJF) is een industriële vorm van 3D-printen die kan worden gebruikt om functionele nylon-prototypes te produceren voor productieonderdelen in grotere volumes met uitzonderlijke ontwerpvrijheid en mechanische eigenschappen. Het MJF-proces werkt door inkjetsproeiers te gebruiken om fuseer- en detailleringsmiddelen selectief te verdelen over een bed dat is gelaagd met nylonpoeder. In tegenstelling tot selectief lasersinteren, waarbij lasers worden gebruikt om het poeder tot vast materiaal te smelten, gebruikt de MJF-printer een continue veegbeweging om middelen te verdelen en laag voor laag warmte over het printbed aan te brengen totdat het onderdeel is voltooid. MJF kan onderdelen van hoge kwaliteit produceren bij hoge snelheden.
Dit productieproces vereist ook geen ondersteunende structuren om onderdelen te produceren, waardoor het mogelijk is om complexe geometrieën te creëren, zoals interne kanalen of gecoprinte assemblages. MJF-onderdelen hebben mechanische eigenschappen die vergelijkbaar zijn met die van spuitgieten, maar zonder dat er dure gereedschappen nodig zijn.
Ontwerpen voor maakbaarheid zal een grote bijdrage leveren aan het garanderen van een optimale kwaliteit en opbrengst van onderdelen, het minimaliseren van de nabewerkingsbehoeften en het stimuleren van kostenbesparingen. Hier is een snelle checklist om uw team te helpen ervoor te zorgen dat u de beste praktijken van MJF-ontwerp volgt.
1. Is MJF een geschikt proces voor mijn project?
Voordat u in ontwerpwijzigingen duikt, is het belangrijk ervoor te zorgen dat het MJF-proces aan alle productvereisten voldoet. Hier zijn een paar vragen die je jezelf kunt stellen:
Voldoet een van de materiaalaanbiedingen aan mijn productvereisten?
Hoewel MJF veel sterke punten heeft, heeft het een beperkte lijst met goedgekeurde materialen. PA12 en zijn tegenhanger van glasparels zijn redelijk veelzijdig voor toepassingen van harde kunststof. TPA, een flexibel polyamide, kan worden gebruikt waar een elastomeer materiaal vereist is. Als de beschikbare materialen niet aan een specifieke eis voldoen, moet u mogelijk een ander proces overwegen.
Past mijn onderdeel in het bouwvolume?
Een belangrijke beperkende factor is het bouwvolume van de machine, namelijk 380 x 380 x 284 mm voor de Jet Fusion 4200. In sommige gevallen kunnen grote onderdelen worden afgedrukt als kleinere subcomponenten en worden geassembleerd met lijm of mechanische verbindingen. In dit geval kunnen ontwerpkenmerken zoals zwaluwstaartverbindingen de uitlijning en hechting vergemakkelijken.
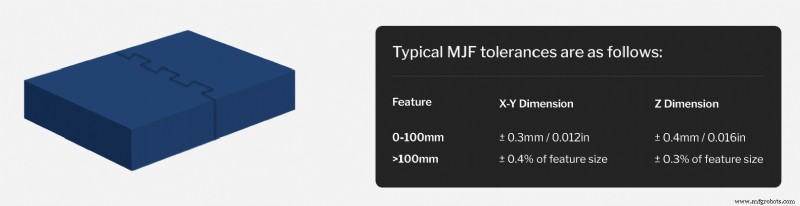
Heb ik nauwe toleranties die ik moet halen?
Terwijl de kloof tussen additief- en spuitgiettoleranties kleiner wordt, is het belangrijk om ervoor te zorgen dat de toleranties van MJF voldoende zijn binnen de context van uw assemblage.
2. Zijn er gebieden waar ik minder materiaal kan gebruiken?
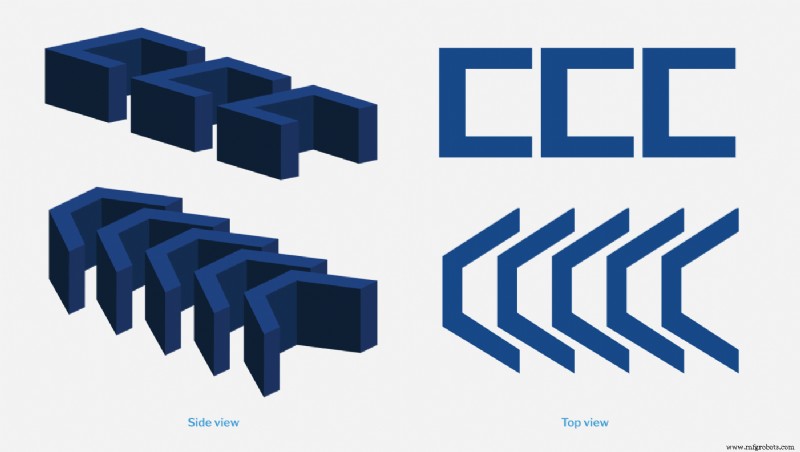
In de meeste gevallen worden MJF-defecten veroorzaakt door thermische gradiënten die zich tijdens de bouw ontwikkelen. Als het materiaal ongelijkmatig afkoelt, kan het stuk kromtrekken of zinken ontwikkelen. Onderdelen die lang en dun zijn, abrupte veranderingen in doorsnede hebben of dunne gebogen oppervlakken hebben, zijn bijzonder gevoelig voor kromtrekken veroorzaakt door krimp.
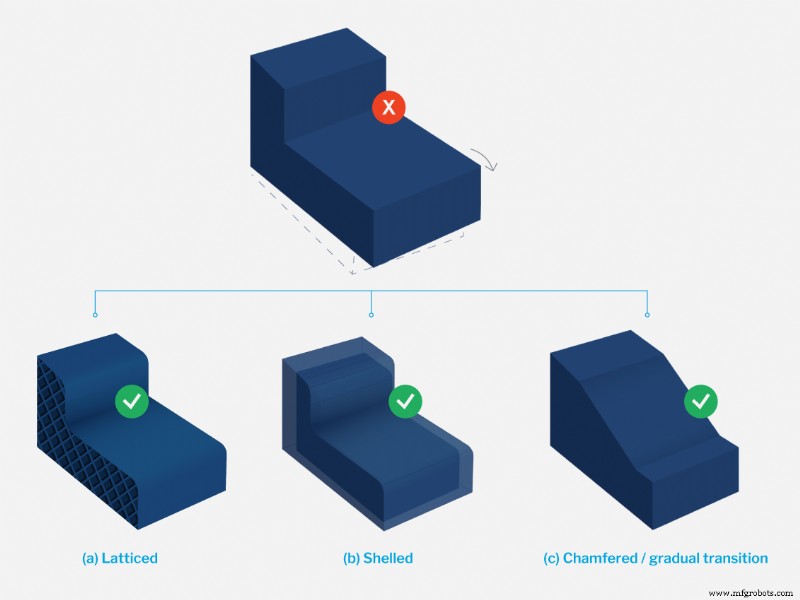
Het waar mogelijk verwijderen van materiaal uit onderdeelontwerpen door het gebruik van holtes, beschietingen, roosters en topologie-optimalisatie is de sleutel tot het verminderen en voorkomen van deze defecten. Het vermijden van grote veranderingen in doorsneden is een andere manier om kromtrekken te beperken. Zorg ervoor dat afschuiningen en afrondingen waar nodig zijn opgenomen in het ontwerp van het onderdeel om de overgangen tussen verschillende elementen geleidelijker te maken.
3. Zijn mijn functies groter dan de minimale drempelwaarde?
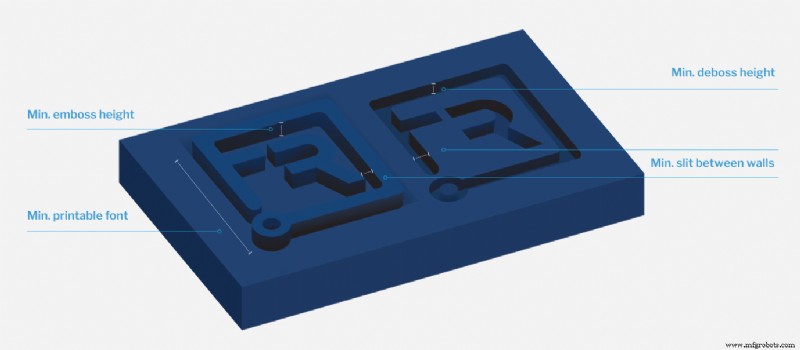
Over het algemeen moet de wanddikte van MJF-geprinte onderdelen minimaal 1,5 mm zijn. Kleine ontwerpkenmerken mogen ook niet kleiner zijn dan 1,5 mm, hoewel sommige kenmerken, zoals sleuven, reliëf, gravure of de diameters van gaten en schachten zo klein kunnen zijn als 0,5 mm. Voor tekst met reliëf of reliëf mag het lettertype niet kleiner zijn dan 6 pt (ongeveer 2 mm) en moet het minimaal 0,3 mm diep zijn.
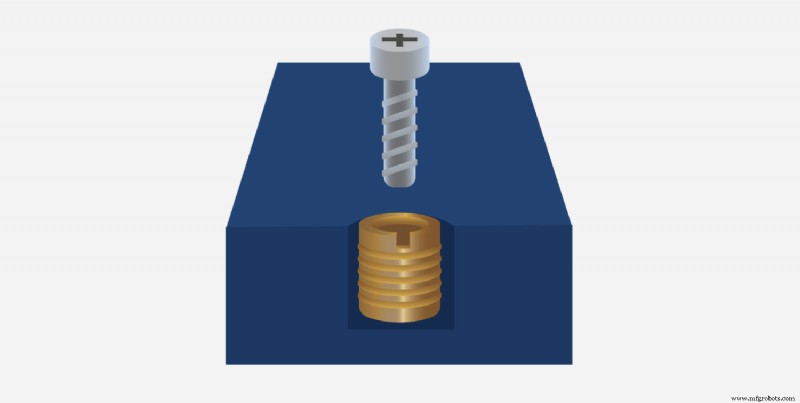
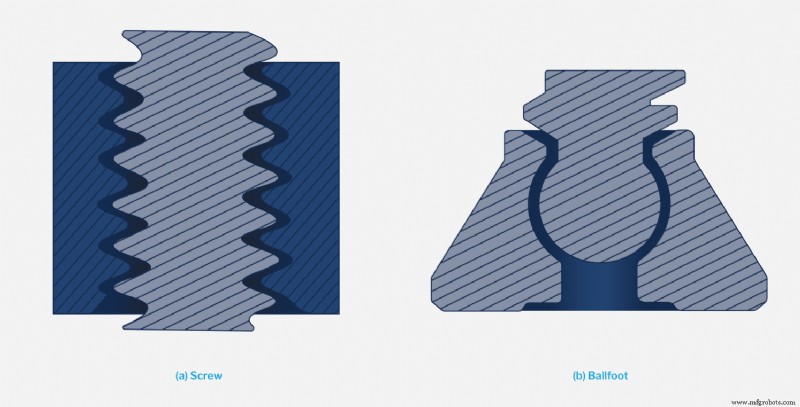
Als een onderdeel schroefdraad bevat, moeten deze M6 of groter zijn. Waar kleinere, preciezere of duurzamere schroefdraad nodig is, overweeg dan het gebruik van inzetstukken met schroefdraad. Naast de functieresolutie, moet u ook overwegen hoe kleine, slanke functies kunnen afbreken tijdens de nabewerking.
4. Heb ik rekening gehouden met montagetoleranties?
Zelfs met de grotere geometrische flexibiliteit die het MJF-proces biedt, kunnen sommige toepassingen nog steeds vereisen dat een onderdeel uit meerdere componenten wordt samengesteld. Over het algemeen moeten pasvlakken 0,4 – 0,6 mm speling hebben om ervoor te zorgen dat de componenten goed passen.
Als uw project gecoprinte assemblages omvat, moeten de componenten die samen worden afgedrukt een speling hebben van ten minste 0,5 mm, maar dit kan meer nodig zijn, vooral wanneer er dikke dwarsdoorsneden zijn of er een aanzienlijk contactoppervlak is.
5. Is mijn onderdeelontwerp geoptimaliseerd voor nabewerking?
Als uw onderdeel nabewerking vereist, zijn er een paar dingen die u in uw ontwerp moet controleren om secundaire bewerkingen effectiever te maken.
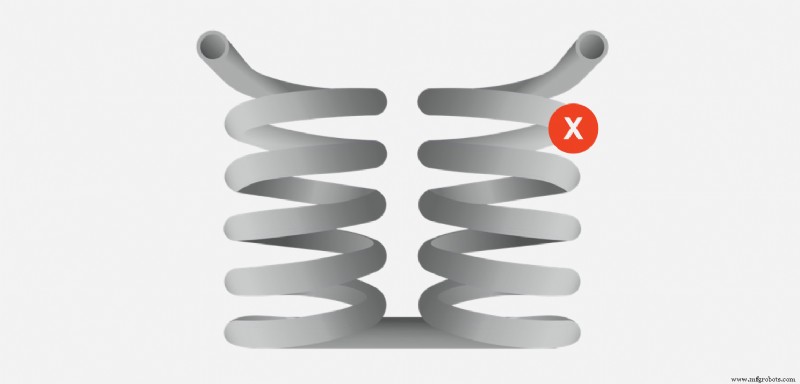
- Zorg ervoor dat er geen ongeventileerde of opgesloten volumes in het ontwerp zitten.
- Vermijd waar mogelijk blinde gaten - deze zijn moeilijk schoon te maken, wat de kosten snel kan opdrijven.
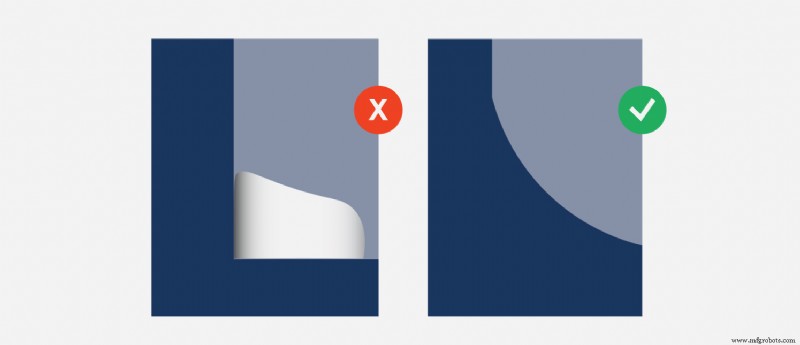
- Voeg filets toe aan hoeken waar het poeder kan samenklonteren en moeilijk te verwijderen is door middel van standaard tuimelen en parelstralen.

6. Heb ik elke kans aangegrepen om de onderdeelkosten te verlagen?
Naast het verbeteren van de kwaliteit van onderdelen, kunnen intelligente DFM-wijzigingen leiden tot kostenbesparingen. Door bijvoorbeeld uw onderdeel lichter te maken, verkleint u de kans op defecten en verlaagt u de materiaalkosten per onderdeel. De andere belangrijke overweging bij het ontwerpen voor MJF en de kosten is het optimaliseren van nestbaarheid in een build. Het toevoegen van concept of het wijzigen van de positie van gedrukte assemblages kan het aantal onderdelen dat per build past vergroten en de vaste kosten over meer onderdelen verdelen, waardoor de totale onderdeelkosten dalen.
Naast het optimaliseren van ontwerpen voor maakbaarheid, zijn er nog andere factoren waarmee u rekening moet houden, zoals de cosmetica van uw onderdeel, de oppervlakteafwerking en het gemak van opslag en transport. MJF-onderdelen zijn van nature grijs, maar kunnen gemakkelijk zwart worden geverfd. Als schilderen, primen of andere processen niet essentieel zijn voor de functie van het onderdeel, kunnen ze achterwege worden gelaten om de kosten te verlagen. De meeste MJF-geprinte onderdelen hebben een RA-afwerking van 125-250 micro-inch. Als een gladder oppervlak nodig is, kan het onderdeel verschillende oppervlaktebehandelingen ondergaan, waaronder schuren, tuimelen of gladmaken met damp. Texturing kan een effectieve ontwerptechniek zijn om de esthetiek van onderdelen te verbeteren zonder extra nabewerking.
Aan de slag met een DFM-expert
Het naleven van de DFM-principes is om een aantal redenen de sleutel tot het succes van productieprocessen. Het helpt om uw bedrijfskosten zo laag mogelijk te houden, stelt u in staat om ontwerpproblemen vroegtijdig op te sporen en aan te pakken, en verbetert de algehele kwaliteit van uw onderdelen. Deze checklist is een waardevolle hulpbron om ervoor te zorgen dat uw MJF-onderdelen zijn geoptimaliseerd en verfijnd voordat de productie begint.
Het extra voordeel van een samenwerking met Fast Radius is dat uw team toegang krijgt tot de nieuwste digitale ontwerptechnologieën en deskundig advies. Ons team staat klaar om elk project te begeleiden, van ontwerp en prototyping tot uitvoering, om ervoor te zorgen dat u onderdelen van superieure kwaliteit op tijd en tegen de juiste prijs ontvangt.
Neem vandaag nog contact met ons op voor meer informatie en om aan de slag te gaan.
Ga voor meer informatie over MJF en onze mogelijkheden voor additieve productie naar het Fast Radius-leercentrum.
Download de HP Multi Jet Fusion ontwerprichtlijnen.
Klaar om uw onderdelen te maken met Fast Radius?
Start uw offerteIndustriële technologie
- Een gids voor 3D-printen met HP's Multi Jet Fusion
- HP Jet Fusion 380 kleur
- HP Jet Fusion 580 kleur
- HP Jet Fusion 4200
- HP Jet Fusion 3200
- Richtlijnen voor ontwerp voor produceerbaarheid - deel 2
- Schuurstraalbewerking - onderdelen, werkingsprincipe, toepassing
- Richtlijnen voor RF- en magnetronontwerp
- Wat is Multi Jet Fusion (MJF)? Uitgelegd door Hubs
- Wat is het verschil tussen Selective Laser Sintering (SLS) en Multi Jet Fusion (MJF) 3D-printen?
- HP MJF 3D-printontwerprichtlijnen