


Wat is het verschil tussen Selective Laser Sintering (SLS) en Multi Jet Fusion (MJF) 3D-printen?
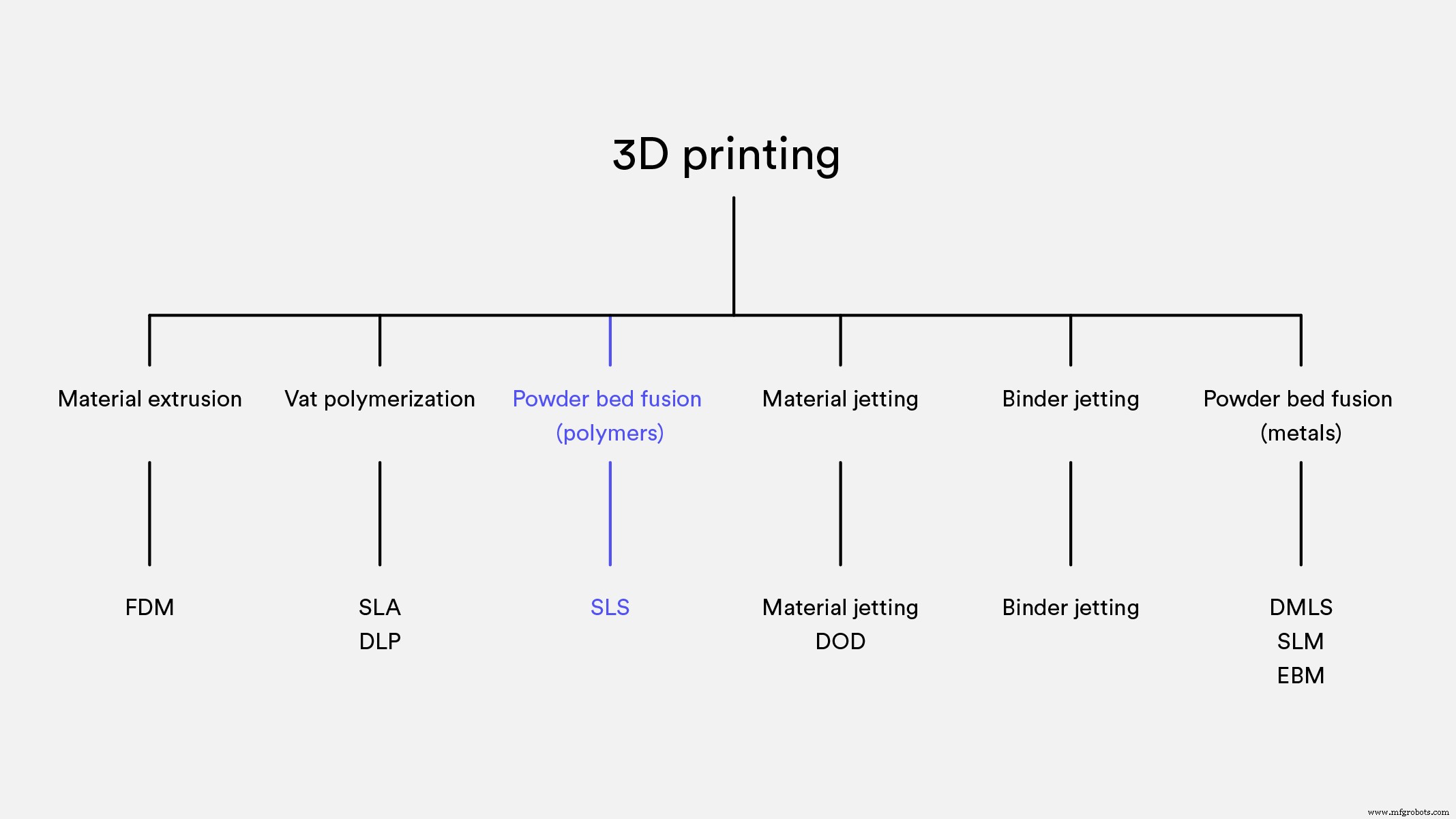
Multi Jet Fusion (MJF) en Selectief laser sinteren (SLS) zijn industrieel 3D-printen technologieën die tot de poederbedfusiefamilie behoren. Beide processen bouwen onderdelen door polymeerpoederdeeltjes laag voor laag thermisch te smelten (of te sinteren).
Het belangrijkste verschil tussen deze twee technologieën is hun warmtebron. SLS gebruikt een laser om elke doorsnede te scannen en te sinteren. MJF daarentegen doseert een inkt (fusing agent) op het poeder voor het absorberen van infrarood licht. De printer stuurt vervolgens een infrarood-energiebron over het bouwplatform om de geïnkte gebieden samen te smelten. In wezen combineert MJF SLS en Binder Jetting technologieën.
Aangezien SLS en MJF onderdelen maken die erg op elkaar lijken, is het belangrijk voor een ontwerper om de verschillen tussen de twee processen te begrijpen. In dit artikel vergelijken we SLS en MJF op het gebied van workflow, nauwkeurigheid, materialen, kosten en doorlooptijd.
Heb je al een idee van welke technologie je zou willen gebruiken? Breng uw onderdelen snel in productie met onze offertebouwer.
Hoe werken SLS- en MJF 3D-printprocessen?
SLS en MJF 3D-printen hebben vergelijkbare fabricageprocessen en workflows, maar er zijn een paar belangrijke verschillen tussen de twee technologieën. Laten we beginnen met het fabricageproces.
Selectief laser sinteren (SLS)
Een SLS-printer verspreidt eerst een dun laagje poeder over het bouwplatform. Een CO2-laser scant vervolgens elke doorsnede en sint het poeder. Het platform daalt dan één laag en het proces herhaalt zich totdat de bouw voltooid is. De hele bak moet afkoelen voordat je het onderdeel uit het poeder kunt halen.
Lees voor een meer gedetailleerde uitleg van deze mechanica ons uitgebreide artikel Wat is SLS 3D-printen? .

Een SLS-onderdeel, gedrukt in nylon
Multi-jet-fusie
Om met MJF te printen, verspreidt de machine eerst een dun laagje poeder over het bouwplatform. De printer verwarmt deze laag tot een bijna-sintertemperatuur. Een wagen met inkjetspuitmonden (die vergelijkbaar zijn met de spuitmonden die worden gebruikt in desktop 2D-printers) gaat over het bed, waarbij een smeltmiddel op het poeder wordt afgezet. Tegelijkertijd drukt de machine een detailleringsmiddel af dat het sinteren aan de rand van het onderdeel tegengaat.
Een krachtige IR-energiebron gaat dan over het buildbed en sintert de gebieden waar het smeltmiddel is afgezet, waarbij de rest van het poeder ongewijzigd blijft. Het proces wordt herhaald totdat alle onderdelen zijn voltooid.
Net als bij SLS zijn de bedrukte delen ingebed in poeder en moeten ze afkoelen voordat ze kunnen worden verwijderd voor verdere verwerking. Lees voor meer informatie over MJF ons overzicht van de technologie in Wat is Multi Jet Fusion (MJF)? Uitgelegd door Hubs .

Een MJF-onderdeel, bedrukt met nylon
Werkstromen vergelijken voor SLS en MJF
Bij het printen met SLS versmelt je elke doorsnede punt voor punt, terwijl het samensmelten in MJF meer lineair is. Dit verandert de printtijd echter niet significant, aangezien de overschilderstap (en het totale aantal lagen) voornamelijk de totale printtijd bepaalt. Deze stap kost bij zowel SLS als MJF evenveel tijd.
Bakkoeling en nabewerking zijn echter veel sneller bij het werken met MJF. HP biedt een speciaal postverwerkingsstation dat de afkoelsnelheid van de bedrukte bak versnelt en helpt bij het verwijderen van poeder. Met MJF kunt u 80-85% van het poeder gebruiken dat na elke build wordt gerecycled en teruggewonnen, terwijl slechts 50% van het poeder van elke SLS-build recyclebaar is.
Door snellere afkoeltijden en grotere veranderingen in het recyclen en hergebruiken van poeder, hoeven MJF-operators minder aarzelend te zijn om aan het werk te gaan, zelfs als de bak gedeeltelijk vol is. SLS-machinebedieners daarentegen wachten vaak tot de bak vol is voordat ze een afdruktaak starten. Dit belangrijke verschil in workflow resulteert in kortere doorlooptijden.
Wat is de maatnauwkeurigheid van SLS en MJF?
SLS en MJF zijn beide industriële technologieën die een hoge dimensionale nauwkeurigheid bieden voor op maat gemaakte onderdelen. MJF heeft echter een klein voordeel ten opzichte van SLS.
Dit komt voornamelijk omdat MJF-printkoppen materiaal afzetten met 1200 DPI (of ongeveer 1 dot elke 0,022 mm), terwijl de typische SLS-laserspotgrootte ongeveer 0,3 en 0,4 mm in diameter is. Ook helpt het detailleringsmiddel dat in MJF wordt gebruikt bij het afdrukken van kleine functies en scherpe randen.
Het is belangrijk op te merken dat SLS en MJF geen ondersteunende structuren nodig hebben. Hierdoor kunt u vrije-vormmodellen maken zonder enige ondersteuningsverwijderingsmarkeringen. Beide technologieën zijn echter gevoelig voor kromtrekken, dus zorg ervoor dat u grote vlakke delen in uw ontwerp vermijdt. Bij het uitgebreid testen van beide technologieën ontdekten we dat met MJF bedrukte onderdelen vatbaarder waren voor kromtrekken dan onderdelen die met SLS zijn bedrukt.
| MJF | SLS | |
|---|---|---|
| Maatnauwkeurigheid | ± 0,3% (met ondergrens op ± 0,2 mm) | ± 0,3% (ondergrens van ± 0,3 mm) |
| Typische bouwgrootte | 380 x 285 x 380 | 300 x 300 x 300 mm (tot 750 x 550 x 550 mm) |
| Gemeenschappelijke laagdikte | 70 - 100 micron | 100 - 120 micron |
| Minimale wanddikte * | 0,6 mm | 0,7 mm |
| Minimum detail | 0,25 mm | 0,30 mm |
Houd er rekening mee dat de aanbevolen minimale wanddikte van structurele gebieden voor beide technologieën 1 mm is.
Welke oppervlaktekwaliteit krijg je met SLS en MJF 3D-printen?
3D-printonderdelen met SLS- en MJF-technologie leiden tot korrelige oppervlakteafwerkingen die nabewerkt kunnen worden tot een hoge standaard. Als een van uw belangrijkste vereisten voor uw onderdeel esthetische aantrekkingskracht is, raden we aan om te verven als onderdeel van uw nabewerking.
Wat kleur betreft, gebruiken MJF-systemen momenteel een zwart smeltmiddel, omdat donkere materialen straling effectiever absorberen. Hierdoor hebben onderdelen bedrukt met MJF een lichtgrijze uitstraling. U kunt kiezen voor een extra verfstap om een uniforme zwarte afwerking te krijgen.
SLS-onderdelen zijn daarentegen meestal wit bedrukt en kunnen in elke kleur worden geverfd . Grijs SLS-nylonpoeder is ook beschikbaar, en onderdelen die in dit materiaal zijn gedrukt, lijken op MJF-onderdelen, maar voelen gladder aan.

Een MJF-onderdeel, zoals afgedrukt

Een MJF-onderdeel, na zwart verven

Een SLS-onderdeel, bedrukt met wit nylon

Een SLS-onderdeel van grijs nylon
Wat zijn de materiaaleigenschappen van SLS en MJF?
PA 12 (nylon) is het belangrijkste materiaal dat wordt gebruikt voor zowel SLS als MJF. Bij het printen met dit materiaal hebben MJF-onderdelen superieure sterkte en flexibiliteit en meer homogene mechanische eigenschappen in vergelijking met SLS-onderdelen. Maar hoewel MJF een betere afdrukkwaliteit biedt met nylon, bieden SLS-printers meer materiaalopties, zoals met koolstof gevuldePA , met aluminium gevuld PA (aluminium) en flexibele TPU .
De materiaalbeperking van MJF is zeker een nadeel bij het kiezen tussen de twee technologieën. MJF is echter een open materiaalplatform en een snel volwassen wordende technologie, die een snelle materiaalontwikkeling zal inluiden naarmate meer ontwerpers en ingenieurs de talloze voordelen ervan ontdekken.
| HP PA 12 | SLS PA 12 | |
|---|---|---|
| Treksterkte | XY:48 MPa Z:48 MPa | XY:48 MPa Z:42 MPa |
| Trekmodulus | XY:1700 MPa Z:1800 MPa | XY:1650 MPa Z:1650 MPa |
| Verlenging bij breuk | XY:20% Z:15% | XY:18% Z:4% |
Wat zijn de kosten en doorlooptijden voor SLS en MJF 3D-printen?
Kosten en doorlooptijd zijn twee essentiële factoren bij de keuze tussen SLS en MJF. Om beide elementen te beoordelen, hebben we een klein experiment uitgevoerd op het Hubs-platform voor elk van deze twee 3D-printtechnologieën.
Met behulp van een beugelontwerp (hieronder afgebeeld) als testmodel, hebben we voor elke technologie twee offertes opgevraagd bij 3D-printservices in de Verenigde Staten. Eén offerte was voor een prototyping-order (één deel) en de andere was voor een kleine serieproductie (tien tot 100 delen).
Het model dat we gebruikten heeft een inhoud van 28,8 cm3 en de afmetingen van een begrenzingsdoos van 101,9 x 45,0 x 18,0 mm.

De testbeugel gedrukt in grijs SLS-nylon
In termen van prijsstelling was printen met MJF consistent kostenefficiënter dan met SLS, met ongeveer 15% tot 30%. Het prijsverschil was kleiner voor grotere hoeveelheden onderdelen, waarschijnlijk vanwege de gestroomlijnde nabewerkingsworkflow van de technologie (koeling, poederverwijdering, enz.). Bovendien heeft MJF doorgaans een snellere doorlooptijd dan SLS met ongeveer drie dagen.
Dit betekent niet dat MJF universeel het superieure proces is. Ondanks dat het minder kostenefficiënt is, biedt SLS een veel bredere selectie aan materialen, waaronder koolstof en met glas gevuld nylon, evenals TPU en PP.
Neem contact op met sales@hubs.com om de prijzen en levertijden voor zowel SLS als MJF verder te beoordelen. en een vertegenwoordiger zal nader ingaan.
| HP PA 12 | SLS PA 12 | |
|---|---|---|
| Treksterkte | XY:48 MPa Z:48 MPa | XY:48 MPa Z:42 MPa |
| Trekmodulus | XY:1700 MPa Z:1800 MPa | XY:1650 MPa Z:1650 MPa |
| Verlenging bij breuk | XY:20% Z:15% | XY:18% Z:4% |
Hoe zullen SLS en MJF zich in de toekomst ontwikkelen?
Terwijl SLS-machines altijd alleen onderdelen van één materiaal per build kunnen produceren, kunnen MJF-onderdelen verschillende materiaaleigenschappen hebben. U kunt dit bereiken door het type of de concentratie van het fusiemiddel te wijzigen. HP heeft beweerd dat je met MJF de mechanische, thermische, optische en zelfs elektrische eigenschappen van een onderdeel kunt regelen.
Deze functionaliteit is echter nog niet beschikbaar bij de eerste generatie MJF-printers. De HP-printers van de tweede generatie zullen naar verwachting multi-materiaal en meerkleurig printen ondersteunen.
Wat SLS betreft, is een opmerkelijke update de ontwikkeling van een prijsconcurrerende desktopoplossing voor SLS-afdrukken thuis of op kantoor. Deze systemen zijn veelbelovend, hoewel levensvatbare machines voor deze exacte toepassing nog niet op de markt zijn gekomen.
Veelgestelde vragen
Is MJF sterker dan SLS?
Onderdelen geproduceerd met MJF zijn sterker en flexibeler dan SLS-onderdelen. Ze hebben ook meer homogene mechanische eigenschappen in vergelijking met SLS-onderdelen, die zwakker zijn langs de printrichting.
Is MJF kostenefficiënter dan SLS?
Over het algemeen kost MJF minder voor onderdelen met een lagere dichtheid en is SLS een betere optie voor meer solide onderdelen. MJF is een meer kostenefficiënte keuze voor het afdrukken van afzonderlijke artikelen, terwijl SLS goedkoper is voor geneste artikelen.
Is MJF nauwkeuriger dan SLS?
SLS en MJF printen onderdelen met vergelijkbare nauwkeurigheid. Dit hangt vaak meer af van de ervaring die fabrikanten hebben met elk van de technologieën, dan van de systemen zelf.
Is SLS beter dan MJF voor materialen en kleuren?
Met SLS krijg je een breder scala aan materiaalopties met verschillende nylons en een elastomeer prototyping TPU. SLS biedt ook meer kleurvariatie. MJF print grijze onderdelen die zwart geverfd kunnen worden als ze eruit komen, terwijl SLS onderdelen wit uitkomen en elke kleur kunnen worden geverfd. Voor beide processen zijn de beschikbare materialen Nylon 12 (PA 12) en Glasgevuld Nylon (PA 12 GF).
Is MJF beter dan SLS voor grotere hoeveelheden onderdelen?
Over het algemeen bouwt MJF onderdelen sneller dan SLS, zodat u meer onderdelen kunt maken in een kortere periode.
Hebben MJF-onderdelen betere mechanische eigenschappen dan SLS-onderdelen?
MJF-geprinte onderdelen hebben over het algemeen consistentere mechanische eigenschappen over hun gehele geometrie.
3d printen
- Wat is het verschil tussen massaproductie en aangepaste productie?
- Waterstraal versus lasersnijden:wat is het verschil?
- Wat is het verschil tussen cloud en virtualisatie?
- Wat is het verschil tussen webhosting en cloudhosting?
- Wat is het verschil tussen sensor en transducer?
- Een inleiding tot 3D-printen met selectief lasersinteren
- Wat is het verschil tussen FRP en glasvezel?
- Wat is het verschil tussen schroeven en bouten?
- Wat is het verschil tussen een TS en een HSS?
- Wat is het verschil tussen bekisting en bekisting?
- Wat is het verschil tussen elektronisch en elektrisch?