


Basis van draadvonken:voor-, nadelen en stappen van CNC-bewerking van elektrische ontlading van draad
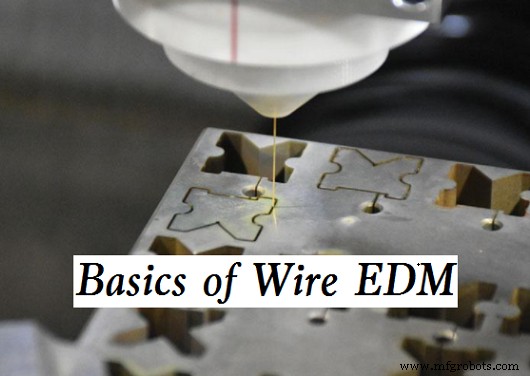
Wire EDM of WEDM verwijst in het algemeen naar Wire Electrical Discharge Machining. Het fundamentele werkingsprincipe is om de continu bewegende fijne metaaldraad (elektrodedraad genoemd) als elektrode te gebruiken om het metaal te etsen en het werkstuk te snijden door middel van pulsvonkontlading. Wat zijn de voor- en nadelen van draadvonken ? Welke stappen zijn betrokken bij het proces van CNC-draadontladingsbewerking?
Voordelen van draadvonken
– Breed toepassingsgebied:ongeacht de dikte en hardheid van het materiaal kan het worden verwerkt. Zolang het een geleidend materiaal is, kan het van een dunne plaat tot hardmetaal worden verwerkt, ongeacht de dikte, grootte en hardheid van het materiaal.
– Het kan complexe vormen verwerken:naast lineair snijden kan het ook in bogen worden gesneden en complexe vormen verwerken, zoals de combinatie van rechte lijnen en bogen. Taperbewerking kan ook worden uitgevoerd door respectievelijk de bovenste en onderste metaaldraden te verplaatsen.
– Hoge nauwkeurigheid:de nauwkeurigheid van draadsnijden is vergelijkbaar met die van een slijper (eenheid van 0,005 mm).
– Braamvrij:omdat braamverwijdering niet nodig is, is randapparatuur zoals een spanentransportband niet nodig en kan het proces worden verkort.
– Geen speciaal gereedschap nodig:aangezien relatief goedkope messing (messing) draden kunnen worden gebruikt om verbruiksgereedschappen te vervangen, zoals snijgereedschappen voor rotatie en snijden, is het niet nodig om het gereedschap te vervangen en kunnen de kosten van verbruiksartikelen worden verlaagd.
– Verminder materiële schade:omdat draadsnijden een contactloos proces is, zal de belasting op het materiaal niet te groot zijn en is de thermische vervorming ook erg klein.
Nadelen van draadvonken
– Kan niet met de bodem bewerken:omdat draadsnijden een draadzaag is, kan het niet met de bodem worden verwerkt. Als u EDM aan de onderkant wilt uitvoeren, is de EDM-machine met zinkende matrijs de beste keuze.
– Trage verwerkingssnelheid:het snijdt terwijl het werkstuk geleidelijk smelt, dus het is langzamer dan snijden en is niet geschikt voor massaproductie. Zijn snelheid is enkele millimeters per minuut en met het blote oog is hij nauwelijks te zien bewegen.
– Niet-geleidende materialen kunnen niet worden verwerkt:hoewel geleidende materialen ongeacht hun hardheid kunnen worden verwerkt, kunnen niet-geleidende materialen niet worden verwerkt.
– Kan niet horizontaal verwerken:omdat de verticaal uitgerekte lijn wordt verwerkt als een zaag, kan deze niet horizontaal worden verwerkt.
Stappen en proces van machinale bewerking van elektrische ontladingen
Draadsnijafvoer wordt gebruikt om metalen materialen nauwkeurig te snijden voor zeer nauwkeurige bewerking. Draadsnijden wordt meestal gebruikt om blokmaterialen te verwerken, zoals mallen en tandwielen, precisie-opspanningen en nabehandeling van geharde onderdelen die een hoge bewerkingsnauwkeurigheid vereisen, in plaats van plaatmateriaal te snijden.
De algemene verwerkingsstappen van WEDM worden als volgt kort beschreven.
1. Leg eerst het te bewerken werkstuk op de werkbank. Natuurlijk kunt u het vanaf het einde van het werkstuk afsnijden, maar meestal wordt aan het begin van het draadsnijden het startgat (lijn) meestal verbonden met het werkstuk om vervorming als gevolg van de interne spanning van het werkstuk te voorkomen. Wanneer de werkbank (of metaaldraad) in de XY-richting (op het vlak) beweegt volgens de vooraf ingevoerde NC-gegevens, begint de verwerking. Omdat het continu werkt via NC-besturing, kan het zonder toezicht worden verwerkt, zelfs als er geen operator is. Na het snijden wordt het automatisch in de gespecificeerde bewerkingsvorm gesneden volgens de NC-bewerkingsgegevens. Bij het snijden van werkstukken zullen ze elkaar niet raken, terwijl ze een constante afstand van tientallen microns (tientallen microns) aanhouden.
2. Wanneer de afstand tussen het werkstuk en de draadelektrode in de isolerende toestand in de werkvloeistof dicht bij tientallen microns ligt, wordt de isolatie ertussen vernietigd en treedt vonkontlading op, wat resulteert in de onmiddellijke stroom van pulsstroom. In de ontladingstoestand met hoge dichtheid die de boogtoren wordt genoemd, worden lokaal enkele duizenden graden hoge temperatuur gegenereerd en smelt het metaal (werkstuk).
3. Bovendien stijgt de temperatuur van de werkvloeistof rond de boogkolom onmiddellijk en verdampt, waardoor een snelle volume-expansie ontstaat, waardoor een explosie ontstaat tussen het werkstuk en het elektrodeoppervlak. Dit blaast metaalresten weg.
4. Dan, wanneer de pulsstroom wordt afgesneden en in het omringende schone water stroomt, koelt het gesmolten metaal af en verandert in fijn vuil, dat wordt weggespoeld, en de isolatie tussen de elektroden wordt weer hersteld, wachtend op de toevoer van de volgende pulsspanning.
Op deze manier wordt het metaal (werkstuk) gesmolten en verwijderd onder elke spanningspuls en honderdduizenden keren per seconde herhaald om het werkstuk te snijden door middel van draadvonken.
Industriële technologie
- Wat is Electrical Discharge Machining (EDM)?
- Wat is oxy-fuel snijden?- Proces, voor- en nadelen
- Typen elektrische ontladingsmachines (EDM), voor- en nadelen
- Prototypebewerking:voor- en nadelen van CNC voor prototypen
- Voorbij de CNC:wat is elektrische ontladingsbewerking?
- Wat is de beste draadkeuze voor elektrische ontladingsbewerking (EDM)
- Draadvonken snijden:wat zijn de voor- en nadelen?
- Draadsnijden versus stansen:de basis van elektrische ontladingsbewerking (EDM)
- Elektrische ontladingsbewerking of vonkerosieproces uitgelegd
- Verschillen en toepassingen van zinkvonken en draadvonken
- Laten we eens kijken naar de voor- en nadelen van een EDM-draadsnijmachine